一种包装罐体成型自动化卷圆设备的制作方法
本发明属于包装罐体加工设备,尤其涉及一种包装罐体成型自动化卷圆设备。
背景技术:
1、金属包装罐是指用金属薄板制造的包装容器,它广泛应用于食品、医药品和日用品等物品包装,其多利用金属冲压原理,经过分离和塑性变形两大工序而成型。
2、在塑性变形工序的初期,铁皮平板两侧端会同时卷曲,铁皮平板在无外力压制的情况下,较易发生一定的偏移。此外,存在部分成型设备不易满足成型不同尺寸金属罐体的需求,因而此部分的成型设备的使用范围较窄。
技术实现思路
1、本发明实施例的目的在于提供一种包装罐体成型自动化卷圆设备,旨在解决上述背景技术中提出的问题。
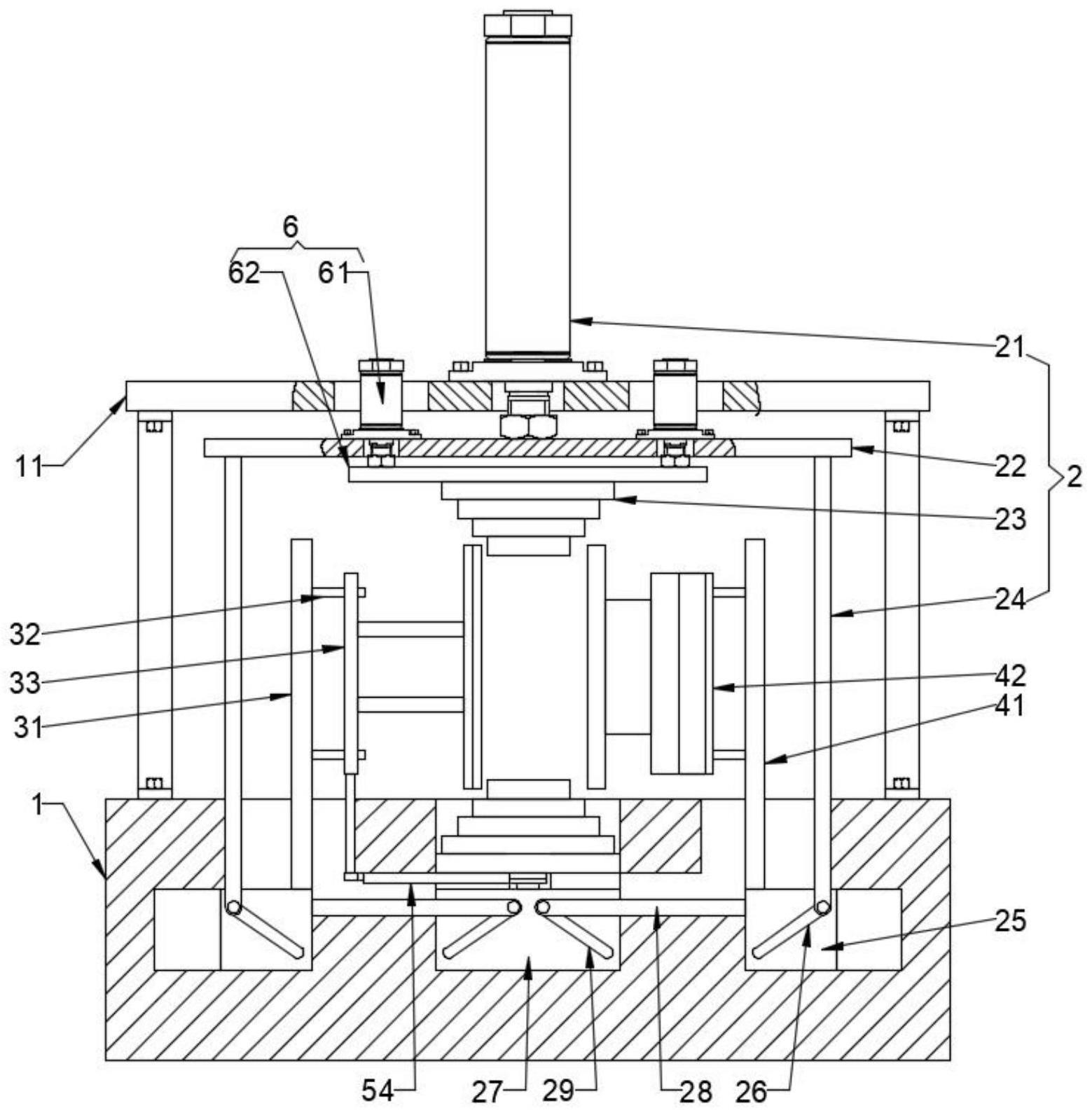
2、本发明实施例是这样实现的,一种包装罐体成型自动化卷圆设备,包括工作台,所述工作台上安装有安装架,还包括:
3、可调模台,所述可调模台包括安装于安装架上的第一伸缩件,以及两个沿竖直方向对称设置的卷圆模台,所述卷圆模台包括多个圆柱形台阶,所述第一伸缩件的输出端连接有安装板,且其中一个所述卷圆模台设置于安装板的底部,所述安装板的两端对称安装有两个第一推杆,两个所述第一推杆的底部分别滑动安装于一个滑动块上,所述滑动块沿水平方向滑动安装于工作台中,且所述滑动块的侧壁上开设有与第一推杆匹配的第一导向槽,所述第一导向槽呈倾斜状态,两个所述滑动块均连接有第二推杆,且所述第二推杆与安装于工作台中部的滑动座连接,所述滑动座沿竖直方向滑动安装于工作台中,且所述滑动座的侧壁上对称设置有两个第二导向槽,所述第二推杆的端部分别滑动安装于一个第二导向槽中,且另一个所述卷圆模台安装于滑动座的顶部;
4、卷圆机构,所述卷圆机构包括安装于一个所述滑动块上的第一安装立板,所述第一安装立板上安装有t形限位杆,所述t形限位杆的两侧分别设置有一个限位台,且所述滑动座中还设置有用于带动限位台进行180°往复转动的驱动机构,所述限位台通过连接杆连接有用于对铁皮平板进行挤压成型的卷圆压块;以及
5、与卷圆机构对称安装于卷圆模台的两侧的压合机构,且所述压合机构也安装于一个滑动块上,所述卷圆压块通过挤压压合机构的方式对铁皮平板的两侧端进行挤压成型。
6、进一步的技术方案,所述压合机构包括安装于滑动块上的第二安装立板,所述第二安装立板靠近卷圆模台的一侧设置有挤压座,所述挤压座中滑动安装有压合杆,且所述压合杆通过复位弹簧与挤压座的内部连接,所述挤压座上还开设有与卷圆压块匹配的弧形滑槽,且所述压合杆位于弧形滑槽中的一端设置有梯形压块,所述压合杆远离梯形压块的一端设置有压合头,所述卷圆压块通过从侧向挤压梯形压块的方式推动压合杆向靠近卷圆模台的一侧滑动。
7、进一步的技术方案,所述驱动机构包括设置于滑动座中的安装座,所述安装座上转动安装有内转轴,且所述内转轴的中轴线与卷圆模台的中轴线共线,所述内转轴上套设有空心转轴,且所述滑动座上还设置有用于带动内转轴和空心转轴同时进行旋转方向相反的180°往复转动的驱动组件,所述内转轴和空心转轴上均安装有一个转动杆,两个所述转动杆远离内转轴的一端均滑动安装有滑动杆,且两个所述滑动杆远离转动杆的一端分别与一个限位台连接。
8、进一步的技术方案,所述驱动组件包括第二伸缩件和传动齿轮,所述第二伸缩件安装于工作台中,所述内转轴和空心转轴上均安装有一个传动齿轮,所述第二伸缩件的活动端连接有两个传动齿条,两个所述传动齿条分别安装在传动齿轮的两侧,且两个所述传动齿条分别对应与一个传动齿轮啮合。
9、进一步的技术方案,所述第一伸缩件和第二伸缩件均为液压伸缩杆。
10、进一步的技术方案,所述安装板上还安装有调节组件,所述调节组件包括安装于安装板上的第三伸缩件,所述第三伸缩件的活动端连接有调节板,且位于上方的所述卷圆模台安装于调节板上。
11、进一步的技术方案,所述第三伸缩件也为液压伸缩杆。
12、本发明实施例提供的一种包装罐体成型自动化卷圆设备,使用时,初始状态下,下方的卷圆模台的最上层台阶与工作台的上表面齐平,上方的卷圆模台的相应直径的台阶会与卷圆压块的顶部抵接。将铁皮平板放置好后,只需启动驱动机构,驱动机构可带动限位台进行180°往复转动,从而将铁皮平板沿着圆柱台阶的侧面进行卷圆。当卷圆压块转动到压合机构处后,卷圆压块通过挤压压合机构的方式带动压合机构向靠近卷圆模台的一侧运动,从而压合机构对铁皮平板的两侧端进行挤压,即可完成一个铁皮平板的卷圆操作。当要调节卷圆直径时,首先启动第一伸缩件,第一伸缩件带动安装板向下运动,安装板带动顶部的卷圆模台和第一推杆同步向下运动,使得顶部的卷圆模台的相应直径的台阶面运动至与卷圆压块的上端面齐平。同时在第一导向槽的调节作用下,第一推杆会带动滑动块在工作台中进行水平滑动,且滑动块的水平滑动的位移量与第一推杆竖直运动的位移量相同,滑动块带动第二推杆同步进行运动,在第二导向槽的调节作用下,第二推杆会带动滑动座在工作台中进行竖直滑动,且滑动座的竖直滑动的位移量与滑动块水平运动的位移量相同,从而使得下方的卷圆模台的相应直径的台阶面运动至与工作台的上端面齐平(两个工作圆柱台阶之间的距离保持不变),在此过程中,滑动块会带动相应的第一安装立板或是压合机构进行水平方向的移动,第一安装立板通过t形限位杆带动限位台同步运动,限位台通过连接杆带动卷圆压块同步进行水平移动,从而使得卷圆压块处于工作状态时,其与相应的圆柱台阶的侧面之间的间距保持不变,即可进行铁皮平板的卷圆。该装置不仅可以对同一宽度的铁皮平板进行不同直径的卷圆操作,还可实现对不同宽度的铁皮平板进行不同直径的卷圆操作,适用范围广,工作效率高。
技术特征:
1.一种包装罐体成型自动化卷圆设备,包括工作台,所述工作台上安装有安装架,其特征在于,还包括:
2.根据权利要求1所述的包装罐体成型自动化卷圆设备,其特征在于,所述压合机构包括安装于滑动块上的第二安装立板,所述第二安装立板靠近卷圆模台的一侧设置有挤压座,所述挤压座中滑动安装有压合杆,且所述压合杆通过复位弹簧与挤压座的内部连接,所述挤压座上还开设有与卷圆压块匹配的弧形滑槽,且所述压合杆位于弧形滑槽中的一端设置有梯形压块,所述压合杆远离梯形压块的一端设置有压合头,所述卷圆压块通过从侧向挤压梯形压块的方式推动压合杆向靠近卷圆模台的一侧滑动。
3.根据权利要求1所述的包装罐体成型自动化卷圆设备,其特征在于,所述驱动机构包括设置于滑动座中的安装座,所述安装座上转动安装有内转轴,且所述内转轴的中轴线与卷圆模台的中轴线共线,所述内转轴上套设有空心转轴,且所述滑动座上还设置有用于带动内转轴和空心转轴同时进行旋转方向相反的180°往复转动的驱动组件,所述内转轴和空心转轴上均安装有一个转动杆,两个所述转动杆远离内转轴的一端均滑动安装有滑动杆,且两个所述滑动杆远离转动杆的一端分别与一个限位台连接。
4.根据权利要求3所述的包装罐体成型自动化卷圆设备,其特征在于,所述驱动组件包括第二伸缩件和传动齿轮,所述第二伸缩件安装于工作台中,所述内转轴和空心转轴上均安装有一个传动齿轮,所述第二伸缩件的活动端连接有两个传动齿条,两个所述传动齿条分别安装在传动齿轮的两侧,且两个所述传动齿条分别对应与一个传动齿轮啮合。
5.根据权利要求4所述的包装罐体成型自动化卷圆设备,其特征在于,所述第一伸缩件和第二伸缩件均为液压伸缩杆。
6.根据权利要求1所述的包装罐体成型自动化卷圆设备,其特征在于,所述安装板上还安装有调节组件,所述调节组件包括安装于安装板上的第三伸缩件,所述第三伸缩件的活动端连接有调节板,且位于上方的所述卷圆模台安装于调节板上。
7.根据权利要求6所述的包装罐体成型自动化卷圆设备,其特征在于,所述第三伸缩件也为液压伸缩杆。
技术总结
本发明适用于包装罐体加工设备技术领域,提供了一种包装罐体成型自动化卷圆设备,包括工作台,还包括:可调模台,所述可调模台包括第一伸缩件和卷圆模台,所述第一伸缩件的输出端连接有安装板,所述安装板的两端对称安装有两个第一推杆,第一推杆的底部分别滑动安装于一个滑动块上,滑动块均连接有第二推杆,且所述第二推杆与滑动座连接;卷圆机构,所述卷圆机构包括第一安装立板,所述第一安装立板上安装有T形限位杆,所述T形限位杆的两侧分别设置有一个限位台,所述限位台通过连接杆连接有卷圆压块;以及压合机构。该装置可以对任意宽度的铁皮平板进行不同直径的卷圆操作,适用范围广,工作效率高。
技术研发人员:邵世志
受保护的技术使用者:连云港富鑫包装有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!