超快皮秒激光模切制片机的制作方法
本发明涉及电池电芯制作领域,具体涉及一种超快皮秒激光模切制片机。
背景技术:
1、锂电池被广泛应用于笔记本电脑、电动工具、新能源汽车等行业,且随着这些行业的发展,锂电池的需求量不断的增大,但这也使得对锂电池的要求越来越高。目前,锂电池电芯的制作是由电芯制片卷绕设备进行自动化加工,其主要是通过卷绕头、极片入料装置、送隔膜装置、切隔膜装置、贴胶装置等的配合,将正极极片、负极极片、隔膜按照一定顺序层叠后,进行卷绕和贴胶处理制成。而其中,极片的裁切是锂电池电芯卷绕过程中的重要工序之一。现有的极片裁切设备是通过驱动机构驱动切刀对极片进行裁切,并辅以导向轴和导向轴套对切刀的移动进行导向,然而,由于导向轴及导向轴套之间存在配合间隙,使得切刀被驱动移动过程中容易晃动,导致在对极片进行裁切时,该切刀与固定切刀之间难以形成有效的剪切断面,造成极片在极片裁切机构上的裁切位置不确定,裁切后的极片切口毛刺多,且在裁切过程中会有粉尘产生,严重影响锂电池电芯的质量。
技术实现思路
1、本发明的目的在于克服现有技术的不足,提供一种超快皮秒激光模切制片机。
2、本发明的技术方案如下:
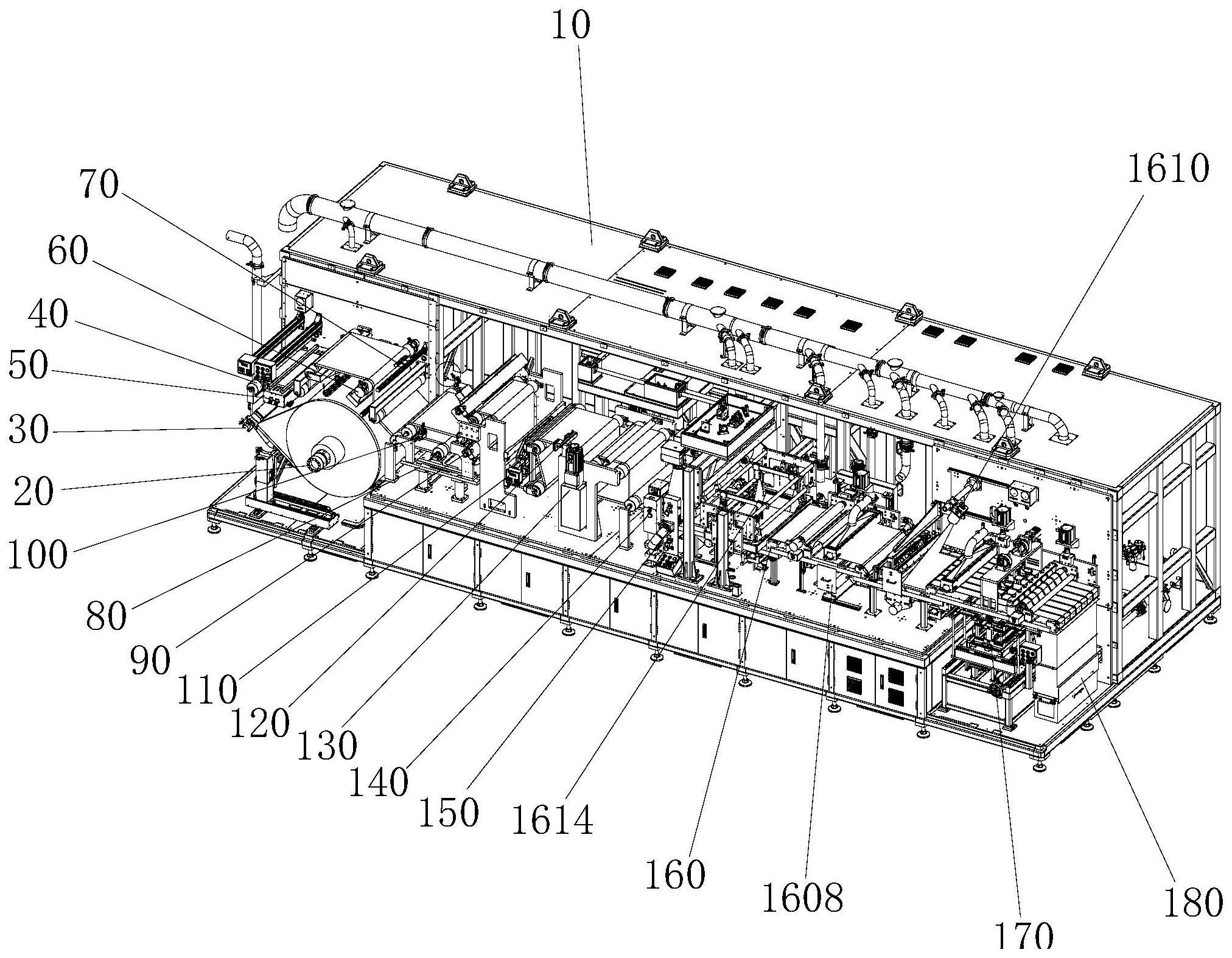
3、一种超快皮秒激光模切制片机,包括机架及安装在机架上沿着极片放卷方向依次设置的极片放卷组件、展平辊组件、放卷纠偏检测组件、接带平台组件、张力检测组件、色标检测组件、张力摆辊组件、加强筋组件、前置加强筋跑偏检测组件、行进纠偏组件、行进纠偏检测组件、缓存组件、牵引组件、皮秒激光模切冲裁切机构、极片真空输送皮带机构、双工位极片规整收料机构和ng收料盒,通过极片放卷组件和展平辊组件完成极片的自动展平放卷,并经过放卷纠偏检测组件反馈给极片放卷组件进行极片的自动居中纠偏,经过接带平台组件后通过张力检测组件、色标检测组件和张力摆辊组件,对走带的极片进行实时色标识别、张力检测并进行张力调节,加强筋组件对极耳区域进行强化处理,前置加强筋跑偏检测组件检测到极片跑偏反馈给加强筋组件,行进纠偏组件配合行进纠偏检测组件对极片进行居中纠偏,缓存组件缓存两个长极片,牵引组件给极片走带时提供牵引并进行张力隔断,配合皮秒激光模切冲裁切机构对极片进行一次成型,切极耳、v角、裁切极片,成型后的极片经极片真空输送皮带机构输送至收料位,到达收料位的ok片经打料至双工位极片规整收料机构,ng片则继续输送至ng收料盒。
4、进一步的,所述皮秒激光模切冲裁切机构包括切割底板组件、激光焦距升降调节组件和光路系统;
5、所述切割底板组件包括第一支架及设置在第一支架上的压带升降气缸、压带抚辊、吹气风刀、第一负压除尘管道、切割底板、第一废料管道、第二废料管道、风刀调压阀和压带升降气缸调压阀,所述压带抚辊活动设置在切割底板的上方,通过压带升降气缸带动下压抚平牵引过来的极片,所述吹气风刀和第一负压除尘管道通过压带升降气缸活动设置在切割底板的上方,通过对切割底板吹气并收集粉尘,所述第一废料管道设置在切割底板的下方,通过负压吸附住到位后的极片,并与设置在第一支架一侧的第二废料管道在激光切割时同步收集切割废料,所述风刀调压阀和压带升降气缸调压阀均设置在第一支架的一侧,所述风刀调压阀通过气管与吹气风刀连接,所述压带升降气缸调压阀通过气管与压带升降气缸连接;
6、所述激光焦距升降调节组件包括第二支架及设置在第二支架上的可升降激光切割组,所述可升降激光切割组位于切割底板结构的上方;
7、所述光路系统包括皮秒激光器、扩束镜和反射镜,由皮秒激光器发射激光,所述扩束镜用于聚焦光束,所述反射镜用于改变光束方向,使得光束进入可升降激光切割组,再通过可升降激光切割组对切割底板上的极片进行切极耳、v角、裁切。
8、进一步的,所述可升降激光切割组包括若干个并排设置的伺服升降模组、活动设置在伺服升降模组上的振镜及设置在振镜底部的场镜,所述皮秒激光器对应设有若干个。
9、进一步的,所述极片真空输送皮带机构包括沿着极片传输方向依次设置的第一真空皮带组件、第二真空皮带组件、第三真空皮带组件和第四真空皮带组件,所述第一真空皮带组件的顶部设置有ccd尺寸检测组件,所述第一真空皮带组件的底部设置有第一真空皮带毛刷除尘组件,所述第二真空皮带组件的顶部设置有第二真空皮带毛刷除尘组件,所述第二真空皮带组件的底部设置有a面除尘组件和a面ccd瑕疵检测组件,所述第三真空皮带组件的底部设置有第三真空皮带毛刷除尘组件,所述第三真空皮带组件的顶部设置有b面除尘组件和b面ccd瑕疵检测组件,所述第四真空皮带组件的顶部设置有第四真空皮带毛刷除尘组件,所述第四真空皮带组件的下料位设置有打料组件,宽幅极片经前工位裁切后,依次通过第一真空皮带组件、第二真空皮带组件、第三真空皮带组件、第四真空皮带组件输送,输送过程中通过a面除尘组件和b面除尘组件对极片正反面进行离子风刀吹气、负压除尘、除铁,极片到达收料位后由打料组件打料至双工位极片规整收料机构,所述第一真空皮带毛刷除尘组件、第二真空皮带毛刷除尘组件、第三真空皮带毛刷除尘组件、第四真空皮带毛刷除尘组件定期对第一真空皮带组件、第二真空皮带组件、第三真空皮带组件、第四真空皮带组件的皮带进行清洁。
10、进一步的,所述第一真空皮带组件包括第一x轴平移机构、第一真空腔体、第一负压管道、第一真空皮带和第一皮带驱动电机,所述第一真空腔体设置在第一x轴平移机构上,所述第一真空腔体通过第一负压管道连接负压,所述第一真空皮带传动设置在第一真空腔体上,所述第一皮带驱动电机设置在第一真空皮带的一侧带动第一真空皮带传动;
11、所述第二真空皮带组件包括第二真空腔体、第二负压管道、第二真空皮带、第二皮带驱动电机、第一皮带张紧机构和第一皮带升降气缸,所述第二真空腔体通过第二负压管道连接负压,所述第二真空皮带传动设置在第二真空腔体上,所述第二皮带驱动电机设置在第二真空皮带的一侧带动第二真空皮带传动,所述第二真空皮带通过第一皮带张紧机构进行张紧,所述第一皮带升降气缸设置在第二真空皮带的一侧可带动第二真空皮带上升;
12、所述第三真空皮带组件包括第二x轴平移机构、第三真空腔体、第三负压管道、第三真空皮带和第三皮带驱动电机,所述第三真空腔体设置在第二x轴平移机构上,所述第三真空腔体通过第三负压管道连接负压,所述第三真空皮带传动设置在第三真空腔体上,所述第三皮带驱动电机设置在第三真空皮带的一侧带动第三真空皮带传动;
13、所述第四真空皮带组件包括第四真空腔体、第四负压管道、多段真空皮带、第四皮带驱动电机、第二皮带张紧机构和第二皮带升降气缸,所述第四真空腔体通过第四负压管道连接负压,所述多段真空皮带传动设置在第四真空腔体上,所述第四皮带驱动电机设置在多段真空皮带的一侧带动多段真空皮带传动,所述多段真空皮带通过第二皮带张紧机构进行张紧,所述第二皮带升降气缸设置在多段真空皮带的一侧可带动多段真空皮带上升。
14、进一步的,所述a面除尘组件包括第一风刀、第一除铁装置和第二负压除尘管道,所述第一风刀、第一除铁装置通过第二负压除尘管道连接负压;
15、所述b面除尘组件包括第二风刀、第二除铁装置和第三负压除尘管道,所述第二风刀、第二除铁装置通过第三负压除尘管道连接负压。
16、进一步的,所述打料组件包括凸轮升降电机、原点传感器和踢料板,所述凸轮升降电机与踢料板传动连接,所述原点传感器设置在凸轮升降电机的输出端上。
17、进一步的,所述双工位极片规整收料机构包括底座、y轴移动模组、第三支架、x轴移动模组、料盒定位组件、双工位ok料盒、顶升组件和极片规整组件,所述y轴移动模组设置在底座的顶部,所述第三支架活动设置在y轴移动模组上,所述x轴移动模组设置在第三支架上,所述料盒定位组件活动设置在x轴移动模组上,通过x轴移动模组驱动由收料位移动到打料位,所述料盒定位组件上设有收料腔室,所述收料腔室的一端设有上下料口,所述双工位ok料盒可从上下料口推入到收料腔室中或从收料腔室中拉出,推入到收料腔室中后通过料盒定位组件固定住双工位ok料盒,所述收料腔室的另一端设置有料盒到位检测传感器,用于感应双工位ok料盒到位,所述双工位ok料盒通过隔板分隔形成第一极片收料位和第二极片收料位,所述第一极片收料位的底部放置有第一极片收料板,所述第二极片收料位的底部放置有第二极片收料板,所述顶升组件设有两个且设置在料盒定位组件的底部分别对应第一极片收料板和第二极片收料板,所述极片规整组件设置在第三支架的顶部对应打料位,由顶升组件将第一极片收料板或第二极片收料板顶起后对其上的极片进行规整,所述第三支架的顶部还设置有满料检测传感器,用于感应第一极片收料板或第二极片收料板到位。
18、进一步的,所述顶升组件包括升降导轨、左导杆、中间顶升块、右导杆、连接架和步进丝杆电机,所述左导杆、中间顶升块、右导杆通过连接架活动设置在升降导轨上,并通过步进丝杆电机带动上下移动,所述左导杆、中间顶升块、右导杆的顶部设有定位销,所述中间顶升块的顶部还设置有磁铁和顶升到位感应器,所述升降导轨的下部设置有限位传感器。
19、进一步的,所述料盒定位组件的底部还设置有除尘组件。
20、相对于现有技术,本发明的有益效果在于:
21、(1)本发明采用激光切割的方式,无需修复刀具和更换刀具,大大降低了生产成本及刀具调试、更换维护的时间和人工成本,具体采用了皮秒激光进行切极耳、v角、裁切极片,裁切方式稳定,可大大减小制片的尺寸误差,显著改善了制片工艺的质量,切割效果更佳,毛刺、熔珠尺寸较脉冲激光会小很多,且皮秒激光切割速度更快,效益比传统的脉冲激光高,提高了生产效率;
22、(2)本发明在激光切割时通过负压吸附住极片以及通过压带抚辊抚平极片,可防止切割位极片褶皱影响切割效果,并具有除尘和废料收集功能;
23、(3)本发明在激光切割后采用真空皮带组件进行极片输送,可防止极片运输过程中发生偏离,并沿着极片输送方向依次设置有第一真空皮带组件、第二真空皮带组件、第三真空皮带组件和第四真空皮带组件,可兼容≤800mm宽、≤700mm片长的宽幅极片输送,兼容性高,并在极片输送段还具有皮带除尘功能、极片除尘功能和打料功能;
24、(4)本发明可通过双工位ok料盒进行两组极片的收集,双工位ok料盒通过人工推入到收料腔室中,双工位ok料盒的两个极片收料位可实现自动化收满料,在收满料后通过人工拉出,其中,极片在进入到双工位ok料盒中时通过极片规整组件对ok极片进行整理整齐,大大降低了人工成本,提高了收料效率。
- 还没有人留言评论。精彩留言会获得点赞!