一种模拟移动端装车的工装及其使用方法与流程
本发明涉及加工设备,具体而言,涉及一种模拟移动端装车的工装及其使用方法。
背景技术:
1、汽车底盘是汽车上由传动系统、行驶系统、转向系统和制动系统等部分的组合,其功能包括支撑、安装汽车车身、发动机及其它各部件及总成,形成汽车的整体造型,可以承受发动机动力,用于保证车辆正常行驶。其中,移动端部件是底盘悬架的重要部件,实际加工过程中,在进行移动端装车时,需要对移动端部件的安装部到保护套的距离进行检测,通过三坐标检测方法测量出安装部中间的定位销孔到保护套远离安装部的一侧的距离,来判断移动端部件是否加工合格。
2、由于移动端部件的安装部与保护套并不在同一水平线上,进行测量时并不方便,而且也无法实现对移动端部件的批量测量。
技术实现思路
1、为解决现有检测移动端的测量方法复杂且不方便的问题,本发明提供了一种模拟移动端装车的工装及其使用方法。
2、第一方面,本发明提供了一种模拟移动端装车的工装,包括:
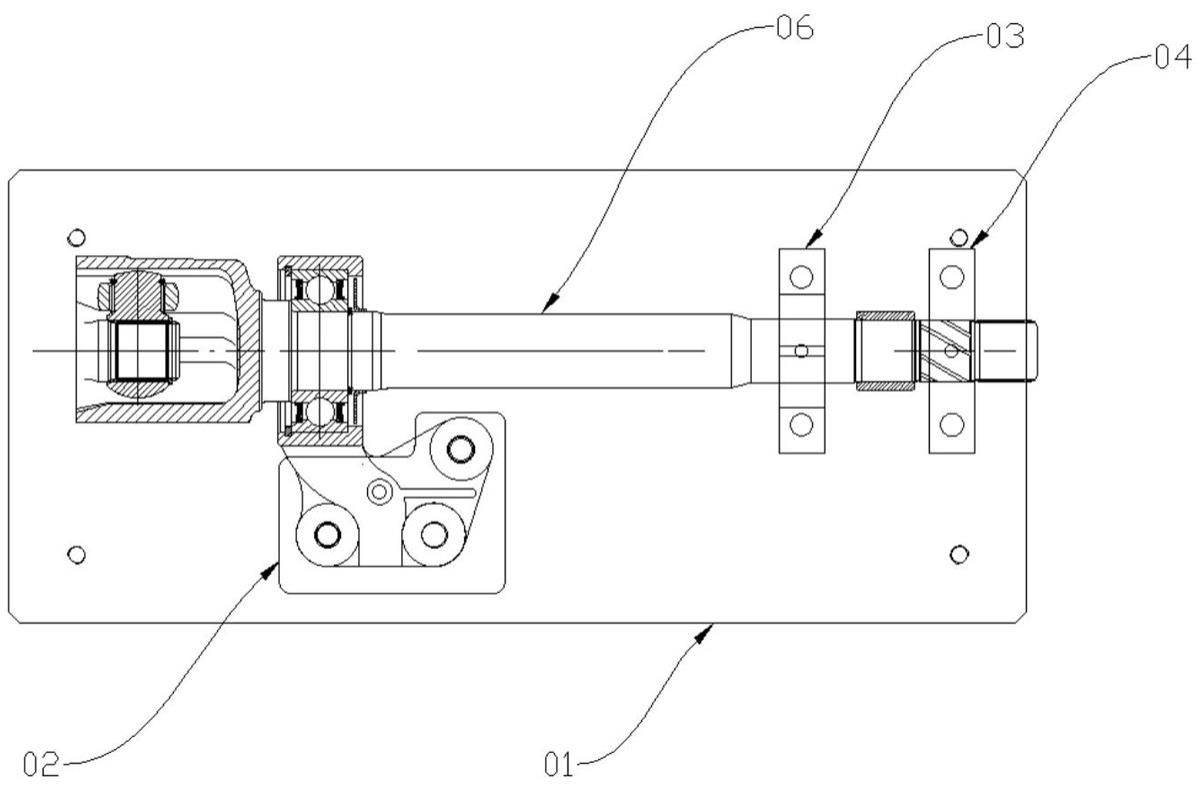
3、底板、第一定位装置、第二定位装置和支撑装置,所述第一定位装置、所述第二定位装置和所述支撑装置均可拆卸的固定在所述底板同一表面上,所述第一定位装置位于所述底板的左下侧方,所述第二定位装置位于所述第一定位装置的右上侧方,所述支撑装置位于所述第二定位装置的右侧,所述第二定位装置包括v型定位块,所述支撑装置包括矩形槽支撑块,所述v型定位块沿水平方向的中分线和所述矩形槽支撑块的中分线重合;
4、所述第一定位装置包括定位板,所述定位板包括第一矩形部和第二矩形部,所述第二矩形部位于所述第一矩形部的右上侧方,所述第一矩形部设置有第一定位销孔、第二定位销孔和安装台阶孔,所述第一定位销孔、所述第二定位销孔和所述安装台阶孔呈三角形布置,所述第一定位销孔和所述第二定位销孔在水平方向上共线,所述安装台阶孔在水平方向上位于所述第一定位销孔和所述第二定位销孔之间,所述第二矩形部设置有第三定位销孔。
5、在一些实施例中,所述第一定位销孔、所述第二定位销孔和所述第三定位销孔的直径均不相同。
6、在一些实施例中,所述底板上设置有和所述安装台阶孔位置适配的螺纹安装孔,所述底板上设置有第四定位销孔、第五定位销孔和第六定位销孔,所述第四定位销孔和所述第一定位销孔位置适配且直径相等,所述第五定位销孔和所述第二定位销孔位置适配且直径相等,所述第六定位销孔和所述第三定位销孔位置适配且直径相等;
7、所述第一定位装置还包括第一定位销、第二定位销、第三定位销,所述第一定位销的下端位于所述第四定位销孔,所述第一定位销的上端位于所述第一定位销孔,所述第二定位销的下端位于所述第五定位销孔,所述第二定位销的上端位于所述第二定位销孔,所述第三定位销的下端位于所述第六定位销孔,所述第三定位销的上端位于所述第三定位销孔。
8、在一些实施例中,所述矩形槽支撑块的矩形槽的内切圆在左右方向上的投影和所述v型定位块的至少一个内切圆在左右方向上的投影重合。
9、在一些实施例中,所述v型定位块的上方设置第七定位销孔,所述v型定位块的下方设置第八定位销孔,所述第七定位销孔和所述第八定位销孔沿上下方向对称布置,所述第七定位销孔和所述第八定位销孔直径相等。
10、在一些实施例中,所述底板上设置有第九定位销孔和第十定位销孔,所述第九定位销孔和所述第七定位销孔位置适配且直径相等,所述第十定位销孔和所述第八定位销孔位置适配且直径相等;
11、所述第二定位装置还包括第四定位销和第五定位销,所述第四定位销的下端位于所述第九定位销孔,所述第四定位销的上端位于所述第七定位销孔,所述第五定位销的下端位于所述第十定位销孔,所述第五定位销的上端位于所述第八定位销孔。
12、在一些实施例中,所述矩形槽定位块的上方设置第十一定位销孔,所述矩形槽定位块的下方设置第十二定位销孔,所述第十一定位销孔和所述第十二定位销孔沿上下方向对称布置,所述第十一定位销孔和所述第十二定位销孔直径相等。
13、在一些实施例中,所述底板上设置有第十三定位销孔和第十四定位销孔,所述第十三定位销孔和所述第十一定位销孔位置适配且直径相等,所述第十四定位销孔和所述第十二定位销孔位置适配且直径相等;
14、所述支撑装置还包括第六定位销和第七定位销,所述第六定位销的下端位于所述第十三定位销孔,所述第六定位销的上端位于所述第十一定位销孔,所述第七定位销的下端位于所述第十四定位销孔,所述第七定位销的上端位于所述第十二定位销孔。
15、在一些实施例中,所述模拟移动端装车的工装还包括止通规,所述止通规呈圆板形状,所述止通规具有水平通槽,所述水平通槽上方为通规部,所述水平通槽下方为止规部。
16、第二方面,本发明提供一种应用于第一方面的模拟移动端装车的工装的使用方法,包括:
17、安装移动端部件,所述移动端部件包括安装部、轴和保护套,所述安装部和所述轴的左端转动连接,所述保护套安装在所述轴的右端,所述安装部具有和第一定位装置适配的三个安装孔,将第一定位销、第二定位销和第三定位销插入所述三个安装孔中;
18、所述保护套位于第二定位装置和支撑装置之间;
19、用所述止通规检测所述保护套的右端面和矩形槽支撑块左侧面之间的间隙;
20、若满足所述止通规要求,所述移动端部件合格;若不满足止通规要求,所述移动端部件不合格。
21、为解决现有检测移动端的测量方法复杂且不方便的问题,本发明有以下优点:
22、1、通过第一定位装置、第二定位装置和支撑装置可以将移动端部件固定在底板上,能够通过测量保护套右端面到第二定位装置左端面的距离,用于判断移动端部件是否生产合格。由于原本测量安装部中间的定位销孔到保护套右端面的距离比较困难,通过模拟移动端装车的工装可以转换需要测量的位置,测量更加方便。
23、2、通过第一定位装置上分别设置第一定位销孔、第二定位销孔和第三定位销孔,可以使得第一定位装置定位移动端部件的位置更加准确,再通过安装台阶孔将第一定位装置固定在底板上,提升了模拟移动端装车时的测量精度。
技术特征:
1.一种模拟移动端装车的工装,其特征在于,所述模拟移动端装车的工装包括:
2.根据权利要求1所述的一种模拟移动端装车的工装,其特征在于,所述第一定位销孔、所述第二定位销孔和所述第三定位销孔的直径均不相同。
3.根据权利要求2所述的一种模拟移动端装车的工装,其特征在于,所述底板上设置有和所述安装台阶孔位置适配的螺纹安装孔,所述底板上设置有第四定位销孔、第五定位销孔和第六定位销孔,所述第四定位销孔和所述第一定位销孔位置适配且直径相等,所述第五定位销孔和所述第二定位销孔位置适配且直径相等,所述第六定位销孔和所述第三定位销孔位置适配且直径相等;
4.根据权利要求1所述的一种模拟移动端装车的工装,其特征在于,所述矩形槽支撑块的矩形槽的内切圆在左右方向上的投影和所述v型定位块的至少一个内切圆在左右方向上的投影重合。
5.根据权利要求4所述的一种模拟移动端装车的工装,其特征在于,所述v型定位块的上方设置第七定位销孔,所述v型定位块的下方设置第八定位销孔,所述第七定位销孔和所述第八定位销孔沿上下方向对称布置,所述第七定位销孔和所述第八定位销孔直径相等。
6.根据权利要求5所述的一种模拟移动端装车的工装,其特征在于,所述底板上设置有第九定位销孔和第十定位销孔,所述第九定位销孔和所述第七定位销孔位置适配且直径相等,所述第十定位销孔和所述第八定位销孔位置适配且直径相等;
7.根据权利要求4所述的一种模拟移动端装车的工装,其特征在于,所述矩形槽定位块的上方设置第十一定位销孔,所述矩形槽定位块的下方设置第十二定位销孔,所述第十一定位销孔和所述第十二定位销孔沿上下方向对称布置,所述第十一定位销孔和所述第十二定位销孔直径相等。
8.根据权利要求7所述的一种模拟移动端装车的工装,其特征在于,所述底板上设置有第十三定位销孔和第十四定位销孔,所述第十三定位销孔和所述第十一定位销孔位置适配且直径相等,所述第十四定位销孔和所述第十二定位销孔位置适配且直径相等;
9.根据权利要求1所述的一种模拟移动端装车的工装,其特征在于,所述模拟移动端装车的工装还包括止通规,所述止通规呈圆板形状,所述止通规具有水平通槽,所述水平通槽上方为通规部,所述水平通槽下方为止规部。
10.应用于权利要求1-9中任一所述的一种模拟移动端装车的工装的使用方法,其特征在于,包括:
技术总结
本发明涉及加工设备技术领域,具体而言,涉及一种模拟移动端装车的工装及其使用方法。工装包括:第一定位装置位于底板的左下侧方,第二定位装置位于第一定位装置的右上侧方,支撑装置位于第二定位装置的右侧,第二定位装置包括V型定位块,支撑装置包括矩形槽支撑块,V型定位块沿水平方向的中分线和矩形槽支撑块的中分线重合;第一定位装置包括定位板,定位板包括第一矩形部和第二矩形部,第一矩形部设置有第一定位销孔、第二定位销孔和安装台阶孔,第一定位销孔、第二定位销孔和安装台阶孔呈三角形布置,第一定位销孔和第二定位销孔在水平方向上共线,第二矩形部设置有第三定位销孔。这样解决了现有检测移动端的方法复杂且不方便的问题。
技术研发人员:陈俊伍,杨孝冬,石开建
受保护的技术使用者:万向钱潮股份公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!