一种切边冲孔复合模架的制作方法
本技术涉及复合模具,尤其是涉及一种切边冲孔复合模架。
背景技术:
1、热煅又称热模锻,是将金属毛坯先加热至一定温度后,再通过工具或模具使金属毛坯产生塑性变形,从而获得具有一定形状,尺寸和内部组织工件的一种压力加工方法。
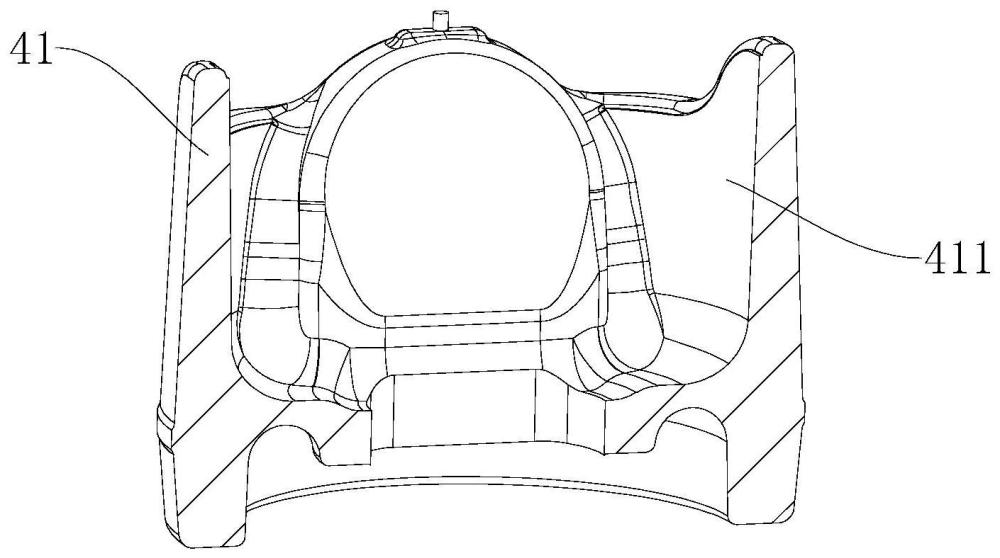
2、参照图1为一种汽车钢活塞热锻件4,图2为热锻件4加工后的结构图。该热锻件4包括活塞主体41,活塞主体41的外侧壁具有待切除的第一切料42,第一切料42呈环状。活塞主体41的顶部开设有活塞槽411,活塞槽411的底壁具有用于待切除的第二切料43,第二切料43呈板状。
3、目前在进行上述热锻件4的加工时,第一切料42和第二切料43需要在两台设备上分别进行,使得产品的加工效率较低。
技术实现思路
1、为了提高对背景技术中热锻件的加工效率,本技术提供一种切边冲孔复合模架。
2、本技术提供的一种切边冲孔复合模架采用如下的技术方案:
3、一种切边冲孔复合模架,包括压机工作台、设置于所述压机工作台上用于放置热锻件的下模组件以及设置于所述下模组件上方用于冲压的上模组件,所述下模组件包括有供热锻件定位放置的下凹模,所述上模组件包括有用于冲压热锻件的切边模具,所述切边模具包括用于冲压第一切料的切边环套和设置于所述切边环套内用于冲压第二切料的切料冲头。
4、通过采用上述技术方案,在进行热锻件的冲压切料时,将上模组件向下移动,使得设置于上模组件的切边环套和热锻件套设配合,由于切边环套的端面与第一切料的顶面相对应、切料冲头与第二切料的顶面相对应,在上模组件较大的冲击力下,使切边环套和切料冲头能够将第一切料和第二切料从热锻件上切除,上述的复合模具在一台设备上仅用一个冲压动作即实现对第一切料和第二切料的切除,相较于采用两台设备分别进行或在一台设备需要多步动作相比,本技术的复合模具提高了产品的生产加工效率,减少占用空间。
5、可选的,所述下模组件还包括有用于第一切料排料的第一排料组件和用于第二切料排料的第二排料组件;所述第一排料组件包括升降设置于所述下凹模外侧且用于供切除后的第一切料布置的升降板、驱动所述升降板抬升的第一驱动件以及倾斜设置于所述下凹模一侧的飞边滑轨;
6、所述第二排料组件包括设置于所述压机平台的第二驱动件、连接所述第二驱动件输出轴且用于推动第二切料的推料块以及设置于所述压机平台远离所述第二驱动件一侧的导料板,所述下模组件具有供所述推料块滑移的推料通道,所述推料通道连通热锻件的活塞槽。
7、通过采用上述技术方案,第一排料组件和第二排料组件能够便于在产品生产加工中分别对第一切料和第二切料排料。当第一切料被切除后,第一切料组件落在升降板上,先将产品通过第一机械手从下凹模上移出,然后将启动第一驱动件将升降板向上抬升,第二机械手将第一切料抓取,移动到飞边滑轨上方,解除第二机械手的抓取,第一切料落到飞边滑轨上自动滑落;
8、当第二切料被切除后,启动第二驱动件,使得推料块在推料通道内水平滑移,推料块将落入到推料通道内的第二切料推到导料板,第二切料沿着导料板自动滑落。上述的第一、第二排料组件提高了对切料的处理效率,进一步提高产品加工效率。
9、可选的,所述升降板顶部具有供第一切料布置的第一凸环,所述第一驱动件对称布置于所述第二升降板两侧,且所述第一驱动件的输出轴和所述升降板底部具有升降间隙。
10、通过采用上述技术方案,第一切料切落后掉落在第一凸环上,第一切料和升降板顶面之间存在一定的间隙,通过第一驱动件将升降板抬升,使得第一切料高出下凹模的高度,此时机械手水平伸出抓取第一切料。上述通过第一驱动件对升降板的高度提升,使机械手能够水平延伸至第一切料的内环内,增大抓取范围,提高对第一切料的抓取稳定性;升降间隙的设置使得第一驱动件和升降板之间未接触,相较于硬性连接,能够降低两个第一驱动件未同步启动而导致升降板出现偏转的概率。
11、可选的,所述下模组件具有支撑所述升降板的支撑板和用于导向所述升降板升降的导向组件,所述支撑板包括支撑垫板和设置于所述支撑垫板顶部且供所述下凹模固定安装的下模安装板。
12、通过采用上述技术方案,支撑板对升降板起到定位支撑效果以及供导向组件的安装,导向组件对升降板的升降进行引导作用,使得升降板的升降稳定,精确度较高。
13、可选的,所述导向组件包括滑移安装于所述支撑板的推板导杆、套设于所述推板导杆的润滑铜套以及用于连接所述推板导杆和所述升降板的锁紧螺栓,所述支撑板具有贯穿两侧端面且供所述推板导杆滑移布置的导向孔。
14、通过采用上述技术方案,具体公开了导向组件的组成结构,升降板和推板导杆通过锁紧螺栓固定连接,第一驱动件驱动升降板升降后,升降板沿高度方向抬升,同时带动推板导杆在导向孔内轴向移动,润滑铜套能够对推板导杆的滑移起到润滑效果,提高推板导杆的滑移顺畅性。
15、可选的,所述下模安装板在所述导向孔具有供所述润滑铜套布置的安装槽,所述润滑铜套设置有限制所述推板导杆的限位环,所述推板导杆的端部设置有限位抵接所述限位环的抵接部。
16、通过采用上述技术方案,限位环和抵接部的抵接配合,能够对升降板的抬升高度起到限位作用,降低了升降板抬升后从支撑板脱离的概率。
17、可选的,所述上模组件还包括有上模安装板、供所述切边模具和所述切料冲头安装的上模安装板以及用于压紧热锻件的压紧组件。
18、通过采用上述技术方案,在上模组件和下模组件合模后,上模组件上移复位时,压紧组件具有将产品始终压在下凹模的趋势,降低上模组件将产品带出下凹模的概率。
19、可选的,所述压紧组件包括沿所述切料冲头周向间隔布置的多个变形件、连接所述变形件的压紧杆、供多个所述压紧杆安装的压紧安装座以及用于压紧在热锻件上的压紧板,当所述上模组件和下模组件完成合模复位时,所述压紧组件具有将热锻件始终压紧在所述下凹模的趋势。
20、通过采用上述技术方案,具体公开了压紧组件的组成结构,当上模组件合模压在热锻件上后,压紧板压在热锻件上,变形件处于压缩的状态,当上模组件上移复位时,变形件逐渐从压缩状态切换为正常的拉伸状态,在切边模具和切料冲头与热锻件脱离时,压紧组件具有驱使热锻件压紧在下凹模上的压力,保证了卸料效率。
21、可选的,所述压紧件为氮气弹簧,所述氮气弹簧固定安装于所述上模安装板,所述压紧杆的两端分别连接所述氮气弹簧的输出轴和压紧安装座的顶面,所述压紧安装座与所述上模安装板固定安装,所述压紧安装座和所述上模安装板之间具有供所述压紧杆滑移的间隙。
22、通过采用上述技术方案,具体公开了压紧件,当上模组件和下模组件合模时,压紧板压在热锻件上,压紧安装座位于滑移间隙的顶部,氮气弹簧处于压缩状态;当上模组件向上复位时,切边模具和切料冲头逐渐与热锻件脱离,氮气弹簧从压缩状态逐渐从拉伸状态切换,在脱离过程中,压紧板安装板朝滑移间隙的底部移动,压紧板始终压紧在产品上,直至氮气弹簧拉伸至正常状态后。
23、可选的,所述上模安装板内侧设置有抵接所述压紧安装座的防转键,所述上模安装板设置有连接所防转键的防转螺栓,所述压紧安装座外壁具有与所述防转键对应的防转平面。
24、通过采用上述技术方案,防转键的设置,使得能够对压紧安装座的径向方向起到压紧固定的作用,降低压紧安装座出现转动概率,保证压紧板能够与热锻件适配。
25、综上所述,本技术包括以下至少一种有益技术效果:
26、1.本技术通过第一排料组件和第二排料组件的设置,能够提高从热锻件切除的第一切料和第二切料的卸料效率,提高生产效率;
27、2.本技术导向组件的设置,能够对升降板的升降起到引导限制作用,保证升降板的升降稳定性;
28、3.本技术通过压紧组件的设置,能够在上模组件上移复位时,起到压紧热锻件的效果,降低热锻件被上模组件带出下凹模的概率。
- 还没有人留言评论。精彩留言会获得点赞!