一种加机油口盖自动装配装置的制作方法
本发明涉及汽车零部件加工,特别是一种加机油口盖自动装配装置。
背景技术:
1、在汽车发动机行业,发动机上的加机油口盖是一个较频繁使用而又不易保证完全密封的密封件。发动机加机油口的密封圈自动安装时,现有的油口盖的密封圈安装时,用于限位的机构无法进行调节造成每次使用时,不同口径的油口盖需要更换不同的安装模具,导致使用起来非常麻烦,因此亟需一种通用性强的发动机加机油口盖密封圈自动装配装置。
技术实现思路
1、本发明的目的是提供一种加机油口盖自动装配装置,以解决现有技术中的问题,使得任何规格的加机油口盖均能够快速自动装配。
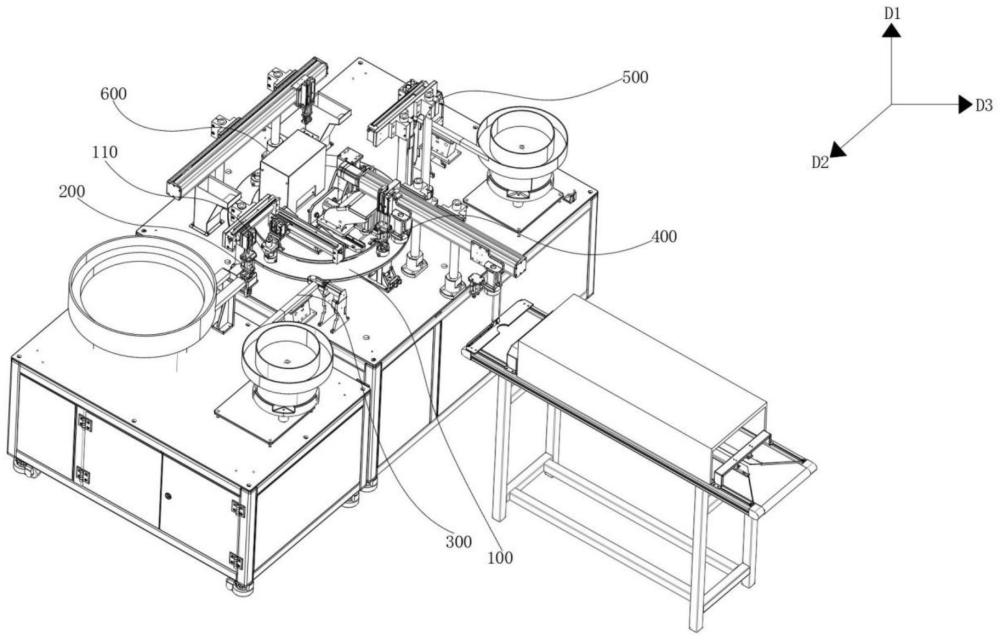
2、本发明提供了一种加机油口盖自动装配装置,包括:
3、传送带,所述传送带上设有安装座;
4、下壳体夹取单元,所述下壳体夹取单元包括第一振动给料盘、定位座以及第一气缸模组,所述第一振动给料盘将所述下壳体输送至所述定位座内,所述第一气缸模组用于夹取所述定位座内的所述下壳体,并将所述下壳体装配至所述安装座内;
5、保温棉装配单元,所述保温棉装配单元包括第二振动给料盘、定位槽以及第二气缸模组,所述第二振动给料盘将所述保温棉输送至所述定位槽内,所述第二气缸模组用于将所述定位槽内的所述保温棉与所述下壳体装配;
6、上盖夹取装配单元,所述上盖夹取装配单元包括送料机、第三气缸模组和第四气缸模组,所述第三气缸模组用于将所述送料机输送的所述上盖夹取并运送至安装座,所述第四气缸模组用于将所述上盖与所述下壳体装配;
7、密封圈装配单元,所述密封圈装配单元包括第三振动给料盘、第五气缸模组以及第六气缸模组,所述第五气缸模组用于将所述安装座内完成装配的所述下壳体以及所述上盖翻转,所述第六气缸模组用于对所述第三振动给料盘输送的所述密封圈进行定位,并且将定位后的所述密封圈夹取并移动至对应的所述安装座处,与翻转后的所述下壳体装配;
8、检测单元,所述检测单元包括第七气缸模组、图像采集组件、成品箱以及废品箱,所述第七气缸模组用于将装配完成的加机油口盖夹取移动至所述图像采集组件进行图像采集并进行判定,根据判定结构将所述加机油口盖移动至所述成品箱或所述废品箱。
9、如上所述的一种加机油口盖自动装配装置,其中,优选的是,所述第一气缸模组包括第一夹取气缸、第一气缸以及第二气缸,所述第二气缸与所述第一气缸固定连接,所述第一夹取气缸与所述第二气缸固定连接,所述第一夹取气缸用于夹取所述定位座内的所述下壳体,所述第二气缸可带动所述第一夹取气缸沿第一预设路径往复移动,所述第一气缸可带动所述第二气缸沿第二预设路径往复移动。
10、如上所述的一种加机油口盖自动装配装置,其中,优选的是,所述第二气缸模组包括第一推动气缸、第三气缸以及第四气缸,所述第二振动给料盘与所述定位槽连通,所述第三气缸与所述第四气缸连接,所述第一推动气缸可将所述定位槽内的所述保温棉推动至所述定位槽的末端,所述第三气缸用于吸取所述定位槽末端的所述保温棉,并带动所述保温棉沿第一预设路径往复移动,所述第四气缸可带动所述第三气缸沿第三预设路径往复移动。
11、如上所述的一种加机油口盖自动装配装置,其中,优选的是,所述第三气缸模组包括第二夹取气缸、第五气缸以及第六气缸,所述第二夹取气缸与所述第五气缸连接,所述第五气缸与所述第六气缸连接,所述第二夹取气缸用于将所述送料机上的所述上盖夹取,所述第五气缸可带动所述第二夹取气缸沿第一预设路径往复移动,所述第六气缸可带动所述第五气缸沿第三预设路径往复移动。
12、如上所述的一种加机油口盖自动装配装置,其中,优选的是,所述第四气缸模组包括移动板、导轨、滑块、第二推动气缸以及第七气缸,所述第七气缸设于所述移动板上,所述滑块设于所述移动板背离所述第七气缸的一侧,所述滑块可与所述导轨配合,所述第二推动气缸可推动所述移动板在所述导轨上沿第三预设路径往复移动,所述第七气缸可沿第一预设路径往复移动,所述第七气缸用于将所述上盖与所述安装座内的下壳体装配。
13、如上所述的一种加机油口盖自动装配装置,其中,优选的是,所述第五气缸模组包括第三夹取气缸、翻转气缸以及第十二气缸,所述第三夹取气缸与所述翻转气缸连接,所述第十二气缸与所述翻转气缸连接,所述第三夹取气缸用于将所述安装座内完成装配的所述上盖与所述下壳体夹取,所述翻转气缸可带动所述第三夹取气缸沿第四预设路径翻转,所述第十二气缸用于带动所述翻转气缸沿第一预设路径往复移动。
14、如上所述的一种加机油口盖自动装配装置,其中,优选的是,所述第六气缸模组包括定位气缸、第八气缸以及第九气缸,所述第八气缸与所述第九气缸连接,所述定位气缸可对由所述第三振动给料盘输送的密封圈进行定位,所述第八气缸用于将所述密封圈夹取并且可带动所述密封圈沿第一预设路径往复移动,所述第九气缸可带动所述第八气缸沿第二预设路径往复移动。
15、如上所述的一种加机油口盖自动装配装置,其中,优选的是,所述第七气缸模组包括第四夹取气缸、第十气缸以及第十一气缸,所述第四夹取气缸与所述第十气缸连接,所述第十气缸与所述第十一气缸连接,所述第四夹取气缸用于夹取完成装配的加机油口盖,所述第十气缸可带动所述第四夹取气缸沿第一预设路径往复移动,所述第十一气缸可带动所述第十气缸沿第二预设路径往复移动。
16、与现有技术相比,本发明的加机油口盖自动装配装置能够实现多个产品同时循环装配,装配效率高,装配不同口径的加机油口盖时,无需更换安装模具,均能够实现自动装配,通用性强。
技术特征:
1.一种加机油口盖自动装配装置,其特征在于,包括:
2.根据权利要求1所述的加机油口盖自动装配装置,其特征在于,所述第一气缸模组包括第一夹取气缸、第一气缸以及第二气缸,所述第二气缸与所述第一气缸固定连接,所述第一夹取气缸与所述第二气缸固定连接,所述第一夹取气缸用于夹取所述定位座内的所述下壳体,所述第二气缸可带动所述第一夹取气缸沿第一预设路径往复移动,所述第一气缸可带动所述第二气缸沿第二预设路径往复移动。
3.根据权利要求1所述的加机油口盖自动装配装置,其特征在于,所述第二气缸模组包括第一推动气缸、第三气缸以及第四气缸,所述第二振动给料盘与所述定位槽连通,所述第三气缸与所述第四气缸连接,所述第一推动气缸可将所述定位槽内的所述保温棉推动至所述定位槽的末端,所述第三气缸用于吸取所述定位槽末端的所述保温棉,并带动所述保温棉沿第一预设路径往复移动,所述第四气缸可带动所述第三气缸沿第三预设路径往复移动。
4.根据权利要求1所述的加机油口盖自动装配装置,其特征在于,所述第三气缸模组包括第二夹取气缸、第五气缸以及第六气缸,所述第二夹取气缸与所述第五气缸连接,所述第五气缸与所述第六气缸连接,所述第二夹取气缸用于将所述送料机上的所述上盖夹取,所述第五气缸可带动所述第二夹取气缸沿第一预设路径往复移动,所述第六气缸可带动所述第五气缸沿第三预设路径往复移动。
5.根据权利要求1所述的加机油口盖自动装配装置,其特征在于,所述第四气缸模组包括移动板、导轨、滑块、第二推动气缸以及第七气缸,所述第七气缸设于所述移动板上,所述滑块设于所述移动板背离所述第七气缸的一侧,所述滑块可与所述导轨配合,所述第二推动气缸可推动所述移动板在所述导轨上沿第三预设路径往复移动,所述第七气缸可沿第一预设路径往复移动,所述第七气缸用于将所述上盖与所述安装座内的下壳体装配。
6.根据权利要求1所述的加机油口盖自动装配装置,其特征在于,所述第五气缸模组包括第三夹取气缸、翻转气缸以及第十二气缸,所述第三夹取气缸与所述翻转气缸连接,所述第十二气缸与所述翻转气缸连接,所述第三夹取气缸用于将所述安装座内完成装配的所述上盖与所述下壳体夹取,所述翻转气缸可带动所述第三夹取气缸沿第四预设路径翻转,所述第十二气缸用于带动所述翻转气缸沿第一预设路径往复移动。
7.根据权利要求6所述的加机油口盖自动装配装置,其特征在于,所述第六气缸模组包括定位气缸、第八气缸以及第九气缸,所述第八气缸与所述第九气缸连接,所述定位气缸可对由所述第三振动给料盘输送的密封圈进行定位,所述第八气缸用于将所述密封圈夹取并且可带动所述密封圈沿第一预设路径往复移动,所述第九气缸可带动所述第八气缸沿第二预设路径往复移动。
8.根据权利要求1所述的加机油口盖自动装配装置,其特征在于,所述第七气缸模组包括第四夹取气缸、第十气缸以及第十一气缸,所述第四夹取气缸与所述第十气缸连接,所述第十气缸与所述第十一气缸连接,所述第四夹取气缸用于夹取完成装配的加机油口盖,所述第十气缸可带动所述第四夹取气缸沿第一预设路径往复移动,所述第十一气缸可带动所述第十气缸沿第二预设路径往复移动。
技术总结
本发明公开了一种加机油口盖自动装配装置,包括传送带,传送带上设有安装座;下壳体夹取单元包括第一振动给料盘、定位座以及第一气缸模组;保温棉装配单元包括第二振动给料盘、定位槽以及第二气缸模组;上盖夹取装配单元包括送料机、第三气缸模组和第四气缸模组;密封圈装配单元包括第三振动给料盘、第五气缸模组以及第六气缸模组;检测单元包括第八气缸模组、图像采集组件、成品箱以及废品箱。与现有技术相比,本发明的加机油口盖自动装配装置能够实现多个产品同时循环装配,装配效率高,装配不同口径的加机油口盖时,无需更换安装模具,均能够实现自动装配,通用性强。
技术研发人员:钱立胜,曹红,汪明禹,杨六云,尹良金
受保护的技术使用者:安徽省云恒森智能设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!