一种金锡合金制品生产设备及其使用方法与流程
本发明涉及一种金锡合金制品生产设备及其使用方法,其能够有效对金锡合金片材进行进一步轧制,以获得厚度更薄的金锡合金制品。
背景技术:
1、金锡合金制品,是各个行业经常利用到的产品,例如方形焊片、环形焊片等,但无论是什么形状的产品,其在最初生产制造时的成品均为金锡合金带状结构,后期再根据需求切割、冲压成不同的形状。在金锡合金带状结构的生产过程中,需要通过相应的金锡合金制品生产设备,即金锡合金轧制机持续对金锡合金片状卷材进行轧制,以将最终获得厚度适宜的金锡合金制品。
2、现有的金锡合金制品生产设备,即金锡合金轧制机在实际使用过程中,由于金锡合金制品的最终成品的厚度要求极薄,因此其轧制精度极难控制,通过控制轧制过程中的卷材张力,可有效提升产品的轧制精度。但是由于金锡合金卷材本身的厚度就薄,直接对其拉力进行检测,需要在金锡合金卷材的传输过程中进行检测轮设置,检测轮需要与金锡合金卷材直接接触,且检测轮需要连接到相应的拉力计、或压力计上,一来安装难度较大,二来检测轮易对传输过程中卷材造成划痕;而张力检测后,一般是通过控制轧制辊组的转速以对卷材的张力进行调节,轧制辊组的转速调节后,又会对后续的收卷精度造成影响,如此一来,反而容易导致轧制后的成品的精度达不到设计要求。
3、还有一个问题,为了提升轧制精度,往往需要对辊压机构的辊压间隙进行调节,现有的金锡合金制品生产设备的辊压间隙的调节跨度大,对于调节量以mm计的调节距离而言,往往是越调,轧制精度越差,很是麻烦。
4、因此,设计一款能够有效在不与卷材进行直接接触的同时即可对卷材的张力进行检测,且能够根据检测结果直接对卷材的张力进行调节;并能够有效对辊压间隙的高精度微调,以最终确保对金锡合金制品的加工精度的金锡合金制品生产设备及其使用方法是本发明的研究目的。
技术实现思路
1、针对上述现有技术存在的技术问题,本发明在于提供了一种金锡合金制品生产设备及其使用方法,该金锡合金制品生产设备及其使用方法能够有效解决上述现有技术存在的技术问题。
2、本发明的技术方案是:
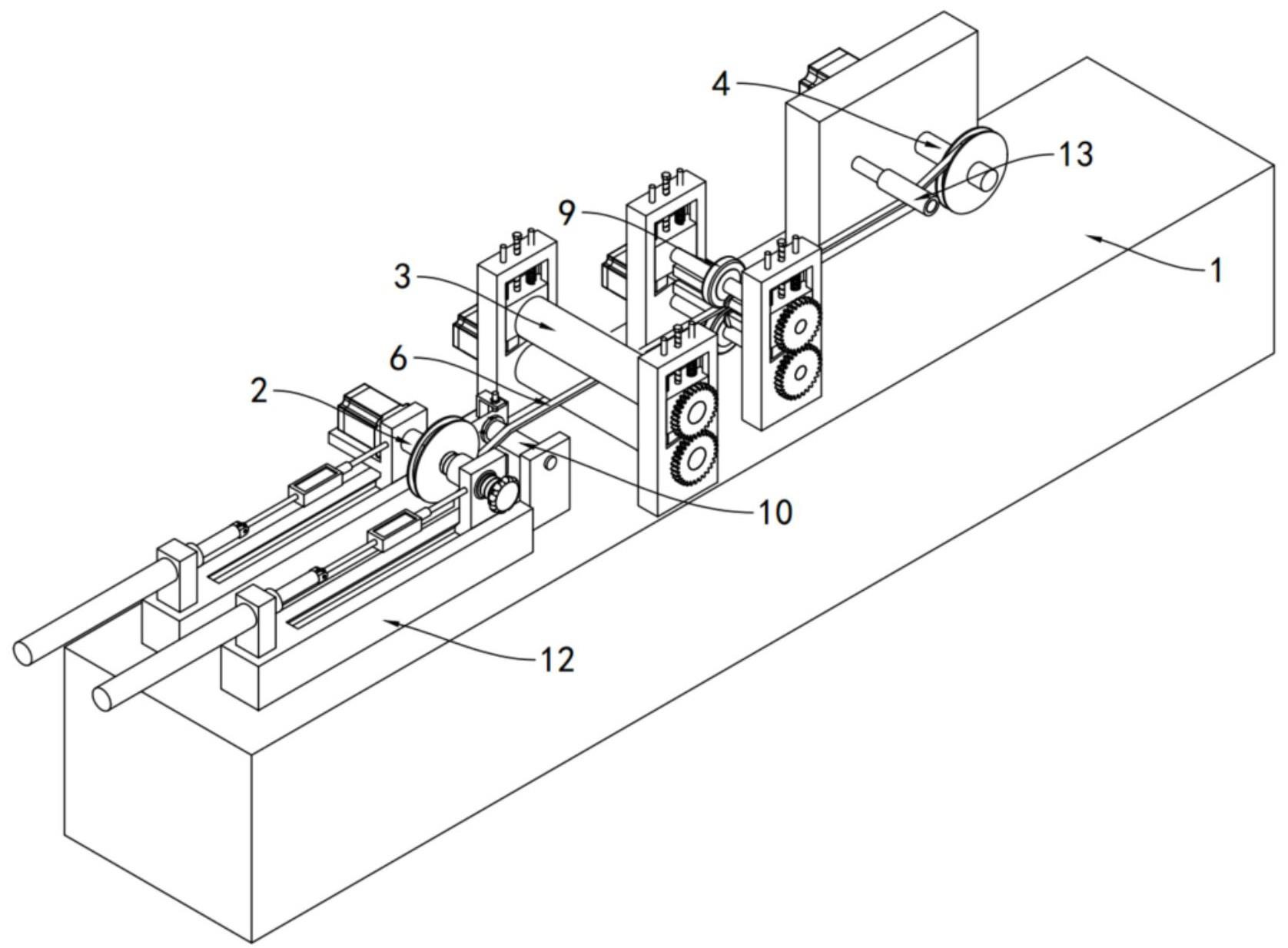
3、一种金锡合金制品生产设备,包括工作台、以及按顺序设置于所述工作台上的多功能放卷机构、轧制辊组、以及收卷机构,
4、所述多功能放卷机构包括:
5、一组可移动安装于所述工作台上的第一放卷轴安装板和第二放卷轴安装板;所述第一放卷轴安装板的外侧底部一体化成型向外设置有电机安装板,所述电机安装板上固定装置有一相应的放卷伺服电机,所述第一放卷轴安装板上转动安装有一由所述放卷伺服电机进行驱动的第一卷材安装轴;所述第二放卷轴安装板上转动安装有一与所述第一卷材安装轴同轴设置的第二卷材安装轴,所述第二卷材安装轴上装置有一将卷材固定到所述第一卷材安装轴上的锁紧机构;
6、一组张力调节机构,分别包含固接于所述工作台前端部的拉伸油缸、以及固接到所述拉伸油缸的活塞杆端的拉力计,所述拉力计本体固接到所述拉伸油缸的活塞杆端,拉力计的测试端分别通过相应的连杆固接到所述第一放卷轴安装板和第二放卷轴安装板的外端部;
7、所述轧制辊组包括:
8、一组固定装置于所述工作台上的支撑板,所述支撑板的上侧设置有两边设有限位槽的安装孔,所述安装孔内分别可移动安装有相应的上压辊安装板,所述上压辊安装板之间转动安装有相应的上压辊,所述支撑板的下侧之间可转动安装有一相应的下压辊;
9、压辊间距调节机构,所述安装孔下侧的支撑板的两侧分别向下倾斜设置,所述上压辊安装板的两侧与所述限位槽配合可移动安装到所述安装孔内,且所述上压辊安装板的底侧设置有相应的滑槽,所述压辊间距调节机构包含可横向移动安装到所述上压辊安装板的滑槽两侧的一组滑块,所述滑块的上端面设置成与所述上压辊安装板的底端面相适配的水平面状,滑块的下端面分别设置成与所述安装孔下侧的支撑板的两侧相适配的斜面状;且同一组滑块之间通过螺纹连接方式连接有一相应的双旋向螺杆,所述双旋向螺杆的中部焊接有一六角螺母,双旋向螺杆转动时,同一组滑块之间产生相向、或相背移动,以对所述上压辊和下压辊的辊压间距进行微调整;
10、压辊驱动机构,包含用于驱动所述下压辊转动的压辊驱动电机,所述上压辊通过齿轮啮合连接方式传动连接到所述下压辊上;
11、所述收卷机构包括:
12、固定平台、以及转动安装于所述固定平台上的收卷轴,所述收卷轴由装置于所述固定平台上的收卷驱动电机进行驱动。
13、所述金锡合金制品生产设备还包括表面抛光机构,所述表面抛光机构包括:
14、一组上下设置的驱动轴,所述驱动轴上分别设置有用于对轧制后的卷材进行抛光的抛光毛轮,且位于底部的驱动轴由相应的抛光驱动电机进行驱动,一组所述驱动轴之间通过齿轮组进行啮合连接;
15、毛轮抛光端限位机构,分别设置于所述抛光毛轮与轧制后的卷材接触的一侧,所述毛轮抛光端限位机构包含内端向内倾斜设的固定圆盘、以及可转动安装于所述固定圆盘的外缘边处的滚动圈,所述抛光毛轮的底端部被所述滚动圈的底端部形成压缩,所述滚动圈被所述抛光毛轮驱动产生转动,以持续对抛光毛轮的内端部形成压缩。
16、所述抛光毛轮的外端分别固定设置有相应的集气罩,所述集气罩分别通过相应的排气管连接到外界抽气泵,且所述集气罩的排气管上分别装置有相应的过滤棉。
17、所述金锡合金制品生产设备还包括放卷速度检测机构,包含可转动安装于所述多功能放卷机构后侧的工作台上侧的放卷导辊,所述放卷导辊的一侧向外设置有厚度等于轧制前的卷材厚度的检测凸沿,所述工作台上固定安装一可用于对所述检测凸沿的线速度进行检测的测速传感器。
18、所述检测凸沿上按等间隔固接有多个能够被所述测速传感器所识别的检测标签,设定相邻两个检测标签的距离为l,相邻两个检测标签分别到达测速传感器下侧的间隔时长为t,所述检测凸沿的线速度v=l/t。
19、所述第一卷材安装轴的内端部呈圆台状设置,所述第二卷材安装轴呈中空管状设置,所述锁紧机构包含通过螺纹连接方式可移动安装到所述第二卷材安装轴的中心处的抵接螺杆,所述抵接螺杆的内端部呈圆台状设置,驱动所述抵接螺杆内移,以将卷材固定装夹于所述第一卷材安装轴的内端部与所述抵接螺杆的内端部之间。
20、所述工作台上固定装置有一组与所述第一放卷轴安装板、以及第二放卷轴安装板相对应的支撑导轨,所述第一放卷轴安装板、以及第二放卷轴安装板的底部分别可移动安装到所述支撑导轨上。
21、所述收卷轴前侧的固定平台上转动安装有一可对轧制后的卷材形成导向的收卷导辊。
22、所述支撑板的顶部中心处通过螺纹连接方式向下安装有顶紧到所述上压辊安装板顶面的顶紧螺栓,所述上压辊安装板的顶部两侧分别向上固接有可移动贯穿安装于所述支撑板顶部的导轴,所述上压辊安装板的顶部、以及所述支撑板的顶部之间的导轴上分别固定套接有一呈挤压状态固定在所述上压辊安装板的顶部与所述支撑板的顶部之间的压缩弹簧。
23、一种金锡合金制品生产设备的使用方法,包括以下具体步骤:
24、s1,将卷材放置于所述第一卷材安装轴与第二卷材安装轴之间,并通过所述锁紧机构以将卷材固定到所述第一卷材安装轴上;
25、s2,放卷伺服电机启动,以驱动所述卷材进行输出,输出后的卷材在轧制辊组的辊压下进行轧制,轧制后的卷材再由收卷轴进行收卷;
26、s3,通过拉力计实时检测轧制前的卷材张力,当测轧制前的卷材张力小于设定值时,所述拉伸油缸的活塞杆回缩,以将轧制前的卷材张力调大;当测轧制前的卷材张力大于设定值时,则所述拉伸油缸的活塞杆伸出,以将轧制前的卷材张力调小,从而将轧制前卷的卷材张力控制在合理的范围之内;
27、s4,每隔一段时间后,停机、并对轧制后的卷材厚度进行检测,并根据检测值对上压辊和下压辊的压辊间隙进行调节,当轧制后的卷材厚度小于设定值时,调大上压辊和下压辊的压辊间隙,当轧制后的卷材厚度大于设定值时,调小上压辊和下压辊的压辊间隙,所述压辊间隙的调节过程包含:
28、s41,松开所述顶紧螺栓,尔后、通过相应的扳手驱动所述双旋向螺杆转动,以驱动同一组滑块之间产生相向、或相背移动,从而对所述上压辊和下压辊的压辊间隙进行调大、或调小;
29、s42,旋紧所述顶紧螺栓,使其杆端顶紧连接到所述上压辊安装板的顶面。
30、本发明的优点:
31、1)本发明的多功能放卷机构的第一放卷轴安装板、第二放卷轴安装板通过可移动方式安装在工作台上,轧制过程中,通过控制放卷伺服电机的转速以将放卷速度控制在一定的范围内,并通过压辊驱动电机的转速有效将轧制速度控制在一定的范围内;该过程中,通过拉力计实时检测轧制前的卷材张力,当测轧制前的卷材张力小于设定值时,控制拉伸油缸的活塞杆回缩,以将轧制前的卷材张力调大,当测轧制前的卷材张力大于设定值时,则控制拉伸油缸的活塞杆伸出,以将轧制前的卷材张力调小,从而将轧制前卷的卷材张力控制在合理的范围之内。
32、以分别将放卷速度、轧制速度、以及卷材张力同步控制在合理的范围内,从而大幅提升对金锡合金制品的轧制精度。
33、2)本发明可根据轧制后的卷材厚度值直接对上压辊和下压辊的压辊间隙进行调节,当轧制后的卷材厚度小于设定值时,调大上压辊和下压辊的压辊间隙,当轧制后的卷材厚度大于设定值时,调小上压辊和下压辊的压辊间隙。
34、在对辊压间隙进行调节时,只需通过相应的扳手驱动双旋向螺杆转动,以驱动同一组滑块之间产生相向、或相背移动,从而高精度扩大、或缩小上压辊安装板的实际安装高度,以一组滑块的横向滑移来控制上压辊安装板与支撑板的相对位置,从而实现对上压辊和下压辊的辊压间隙的高精度微调,以进一步确保提升对金锡合金制品的轧制精度。
35、3)本发明还增设有表面抛光机构,其主要打磨执行件为抛光毛轮,由于抛光毛轮在对卷材进行抛光时,抛光毛轮与卷材的接触端极易形成挤压松散,导致实际抛光效果极为有效,这也是现有的金锡合金制品生产设备很少配置表面抛光机构的原因。为解决该问题,本发明进一步设置有毛轮抛光端限位机构,其包含内端向内倾斜设的固定圆盘、以及可转动安装于固定圆盘的外缘边处的滚动圈,抛光毛轮的底端部在移动至其与卷材的接触端时,会被滚动圈的底端部形成压缩,从而在毛轮集中的状态下实现对卷材的抛光处理,既不会对卷材形成过度的机械性损伤,且能够明显提升本发明对卷材的抛光效果。
36、4)本发明的滚动圈会在抛光毛轮的驱动下产生转动,从而可持续对抛光毛轮的内端部形成压缩,以持续保持对卷材的抛光效果,从而确保本发明的实用效果。
37、5)本发明的抛光毛轮在离开滚动圈的束缚后,会恢复松散状态,以便于抛光打磨过程中所导致的极少量粉尘的离开,此时,再通过外界抽气泵、集气罩配合以对该过程所产生的极少量粉尘进行去除,即可持续保持抛光毛轮的自身净化程度,从而长时间保持对卷材的抛光效果。
38、6)本发明还包括放卷速度检测机构,其包含可转动安装于多功能放卷机构后侧的工作台上侧的放卷导辊,既能够对放卷形成导向,且能够通过设置于其外围的、厚度等于卷材厚度的检测凸沿与测速传感器配合,以对卷材的放卷速度进行精准检测,从而进一步提升本发明的实用效果。
- 还没有人留言评论。精彩留言会获得点赞!