一种中小型储罐自动焊接施工方法与流程
本发明涉及到储罐焊接,具体涉及到一种中小型储罐自动焊接施工方法。
背景技术:
1、在大型原油储罐焊接项目中的横焊过程中,一般采用手工焊接、手工半自动焊接或采用带轨道的小车自动焊。采用手工或手工半自动焊接,工作效率低,劳动强度高,造成大量人力物力浪费。采用带轨道的小车自动焊,安装轨道繁琐,在轨道的生产和加工过程中也存在较大的困难。大型罐体的坡口加工不标准,不是标准的直线,采用轨道对焊接质量也有影响。
2、传统的磁力小车对储罐进行横向焊接时,磁力小车在储罐外周匀速转动的过程中利用焊接头对储罐上的横向焊缝进行焊接。在磁力小车的重力作用下,磁力小车在储罐外周转动的过程中磁力小车容易向下偏移,从而导致焊接头不能够始终与焊缝的中心对应而影响焊缝的焊接质量。
技术实现思路
1、本发明所要解决的技术问题在于提供一种能够对焊缝进行跟踪,能够根据焊缝的情况调整焊接头的位置,从而能够有效的对焊缝进行跟踪焊接的中小型储罐自动焊接施工方法。本发明采用自动化焊接,提高了工作效率,降低了劳动强度。采用激光焊缝跟踪,不需要安装轨道,可快速进行焊接作业。对焊缝的跟踪精度高,能够提升焊接的质量。
2、为了实现上述目的,本发明提供的技术方案是:
3、一种中小型储罐自动焊接施工方法,其特征在于,包括以下步骤:
4、s1、对储罐需要连接的端部进行坡口加工。
5、s2、将储罐需要连接的端部进行对接并形成焊缝,然后对焊缝进行点焊预固定。
6、s3、将自动焊接装置磁力吸附在焊缝外侧,利用自动焊接装置的激光跟踪装置对自动焊接装置的焊接头进行位置调整,使得焊接头的轴心穿过焊的中心。
7、s4、启动自动焊接装置,使得自动焊接装置在储罐外周转动,同时,利用焊接头对储罐的焊缝进行焊接。
8、步骤s4中,对储罐的焊缝进行焊接的过程中,利用自动焊接装置的激光跟踪装置实时监测自动焊接装置与焊缝之间的位置关系并及时控制自动焊接装置的上下两驱动装置对自动焊接装置的驱动速度,实现对自动焊接装置的位置调整,保证焊接头与焊缝之间的对应关系。
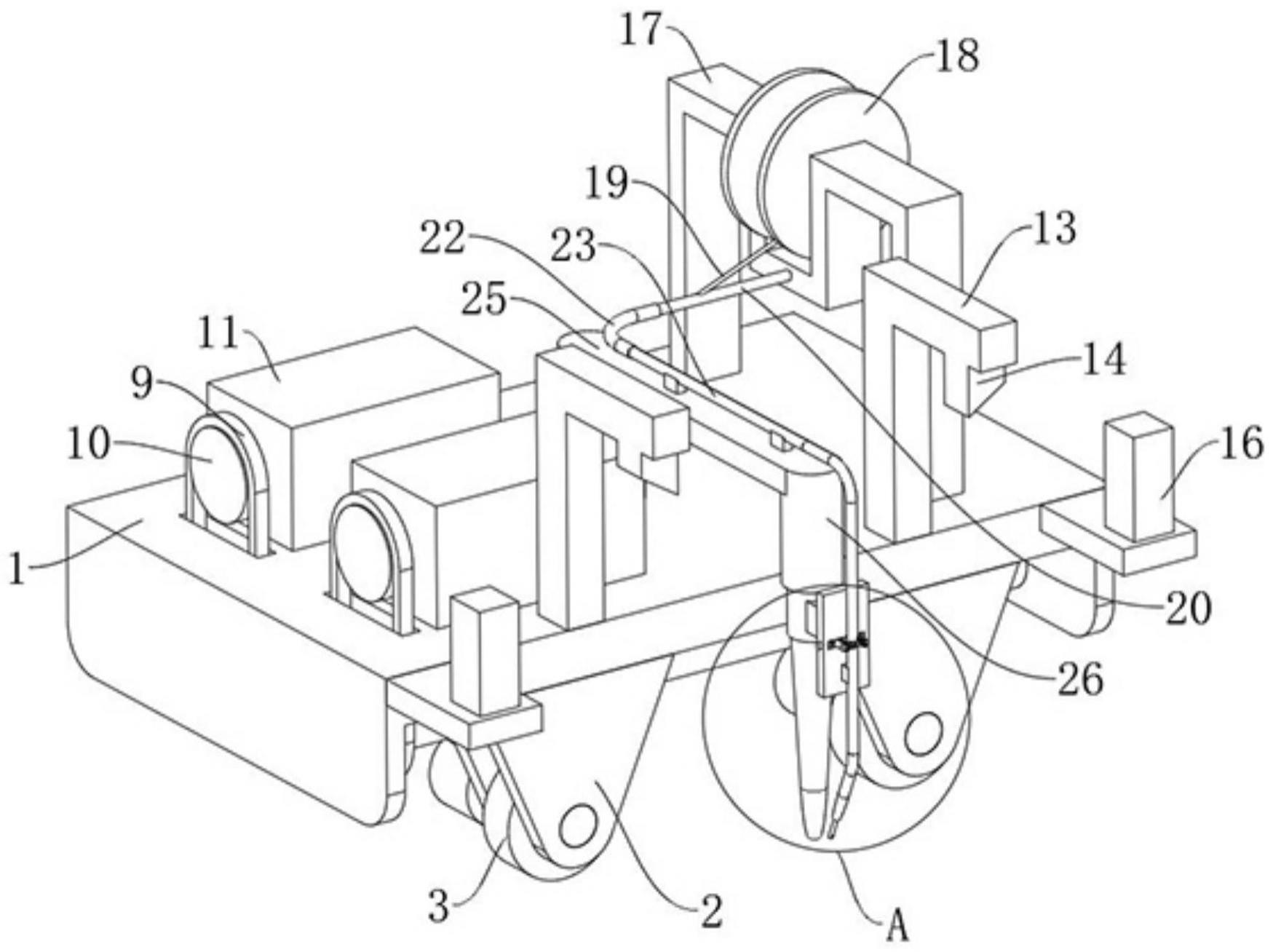
9、自动焊接装置,包括底板,底板上设置有两组驱动装置,驱动装置包括伺服电机和驱动组件,底板一侧的两端均设置有激光跟踪装置,激光跟踪装置与工业电脑通讯连接,工业电脑与plc控制器电性连接,plc控制器与伺服电机电性连接,底板上安装有电控转动座,电控转动座与plc控制器电性连接,电控转动座上固定有转动架,转动架上固定有焊接组件,底板上固定有送丝架,送丝架上转动连接有绕丝盘,送丝架上固定有送丝保护组件,送丝保护组件与转动架固定连接,从绕丝盘绕出的焊丝一端穿过送丝保护组件后靠近焊接组件,送丝保护组件上安装有送丝组件。
10、具体的,所述驱动组件包括转动连接在底板上的第二转轴,第二转轴外侧的底板上均固定有两个轮架,轮架上转动连接有第一转轴,第一转轴与第二转轴垂直,第一转轴上同心固定有磁吸轮和蜗轮,第二转轴上同心固定有与蜗轮对应的蜗杆,蜗杆与蜗轮啮合,第二转轴上固定有第一带轮,伺服电机固定在底板上,伺服电机的输出轴上固定有第二带轮,第一带轮和第二带轮通过皮带传动连接。
11、具体的,所述激光跟踪装置包括支撑架,支撑架上固定有激光器,支撑架一侧的底板上固定有工业相机。
12、具体的,所述焊接组件包括固定在转动架上的伸缩杆,伸缩杆的轴心与底板垂直,伸缩杆上固定有焊接头,焊接头的轴心穿过激光器发出的激光线段的中心。
13、具体的,所述送丝保护组件包括与送丝架固定连接的第一送丝管,第一送丝管一端与送丝架固定连接,第一送丝管上开设有斜口,转动架上固定有第二送丝管,第一送丝管另一端与第二送丝管一端通过软管连通,第二送丝管另一端弯折后形成弯折部,第二送丝管的弯折部靠近焊接头,伸缩杆上固定有安装板,安装板上固定有导向送丝管,导向送丝管的进口端与第二送丝管的弯折部同心,导向送丝管的出口端向焊接头所在方向弯折,从绕丝盘上绕出的焊丝一端依次穿过斜口、第一送丝管、软管、第二送丝管和导向送丝管后靠近焊接头的焊接端。
14、具体的,所述送丝组件包括开设在安装板上的滑槽,滑槽的长度方向与焊接头的轴向方向垂直,滑槽内转动连接有正反丝杠,安装板上固定有第一电机,第一电机的输出轴与正反丝杠固定连接,滑槽内滑动卡接有两个滑板,正反丝杠贯穿两滑板,两滑板分别与正反丝杠两侧的螺纹部分螺纹连接,两滑板相对的端面均转动连接有两个第三转轴,第三转轴上均同心固定有齿轮,位于同一滑板上的两第三转轴上的齿轮啮合,第三转轴上同心固定有送丝辊,送丝辊远离第三转轴的一端加工有弧面,第二送丝管和导向送丝管之间的焊丝与弧面紧抵接触,滑板均固定有第二电机,第二电机的输出轴与其一侧滑板上的任意一个第三转轴固定连接。
15、具体的,所述弧面上加工有防滑纹。
16、与现有技术相比,本发明的有益效果为:
17、1、本发明通过激光器与工业相机配合,能够提高对焊缝跟踪的精度,能够根据焊缝的情况调整焊接头的位置,能够提高对储罐的焊接质量。
18、2、本发明采用自动化焊接,提高了工作效率,降低了劳动强度。采用激光焊缝跟踪,不需要安装轨道,可快速进行焊接作业。
19、3、本发明利用磁吸轮吸附储罐后,可实现焊接头与焊缝的自动对正,使用方便。
20、4、安装有绕丝盘的送丝架固定在底板上在焊接的过程中跟随底板一同运动,设备整体性能好,能够对储罐进行灵活的自动焊接。
技术特征:
1.一种中小型储罐自动焊接施工方法,其特征在于,包括以下步骤:
2.根据权利要求1所述一种中小型储罐自动焊接施工方法,其特征在于,步骤s4中,对储罐的焊缝(15)进行焊接的过程中,利用自动焊接装置的激光跟踪装置实时监测自动焊接装置与焊缝(15)之间的位置关系并及时控制自动焊接装置的上下两驱动装置对自动焊接装置的驱动速度,实现对自动焊接装置的位置调整,保证焊接头(12)与焊缝(15)之间的对应关系。
3.根据权利要求1所述一种中小型储罐自动焊接施工方法,其特征在于,所述自动焊接装置包括底板(1),底板(1)上设置有两组驱动装置,驱动装置包括伺服电机(11)和驱动组件,其特征在于,底板(1)一侧的两端均设置有激光跟踪装置,激光跟踪装置与工业电脑通讯连接,工业电脑与plc控制器电性连接,plc控制器与伺服电机(11)电性连接,底板(1)上安装有电控转动座(24),电控转动座(24)与plc控制器电性连接,电控转动座(24)上固定有转动架(25),转动架(25)上固定有焊接组件,底板(1)上固定有送丝架(17),送丝架(17)上转动连接有绕丝盘(18),送丝架(17)上固定有送丝保护组件,送丝保护组件与转动架(25)固定连接,从绕丝盘(18)绕出的焊丝(19)一端穿过送丝保护组件后靠近焊接组件,送丝保护组件上安装有送丝组件。
4.根据权利要求3所述一种中小型储罐自动焊接施工方法,其特征在于,所述驱动组件包括转动连接在底板(1)上的第二转轴(7),第二转轴(7)外侧的底板(1)上均固定有两个轮架(2),轮架(2)上转动连接有第一转轴(4),第一转轴(4)与第二转轴(7)垂直,第一转轴(4)上同心固定有磁吸轮(3)和蜗轮(5),第二转轴(7)上同心固定有与蜗轮(5)对应的蜗杆(6),蜗杆(6)与蜗轮(5)啮合,第二转轴(7)上固定有第一带轮(8),伺服电机(11)固定在底板(1)上,伺服电机(11)的输出轴上固定有第二带轮(10),第一带轮(8)和第二带轮(10)通过皮带(9)传动连接。
5.根据权利要求3所述一种中小型储罐自动焊接施工方法,其特征在于,所述激光跟踪装置包括支撑架(13),支撑架(13)上固定有激光器(14),支撑架(13)一侧的底板(1)上固定有工业相机(16)。
6.根据权利要求3所述一种中小型储罐自动焊接施工方法,其特征在于,所述焊接组件包括固定在转动架(25)上的伸缩杆(26),伸缩杆(26)的轴心与底板(1)垂直,伸缩杆(26)上固定有焊接头(12),焊接头(12)的轴心穿过激光器(14)发出的激光线段的中心。
7.根据权利要求6所述一种中小型储罐自动焊接施工方法,其特征在于,所述送丝保护组件包括与送丝架(17)固定连接的第一送丝管(20),第一送丝管(20)一端与送丝架(17)固定连接,第一送丝管(20)上开设有斜口(21),转动架(25)上固定有第二送丝管(23),第一送丝管(20)另一端与第二送丝管(23)一端通过软管(22)连通,第二送丝管(23)另一端弯折后形成弯折部,第二送丝管(23)的弯折部靠近焊接头(12),伸缩杆(26)上固定有安装板(27),安装板(27)上固定有导向送丝管(36),导向送丝管(36)的进口端与第二送丝管(23)的弯折部同心,导向送丝管(36)的出口端向焊接头(12)所在方向弯折,从绕丝盘(18)上绕出的焊丝(19)一端依次穿过斜口(21)、第一送丝管(20)、软管(22)、第二送丝管(23)和导向送丝管(36)后靠近焊接头(12)的焊接端。
8.根据权利要求7所述一种中小型储罐自动焊接施工方法,其特征在于,所述送丝组件包括开设在安装板(27)上的滑槽(28),滑槽(28)的长度方向与焊接头(12)的轴向方向垂直,滑槽(28)内转动连接有正反丝杠(29),安装板(27)上固定有第一电机(30),第一电机(30)的输出轴与正反丝杠(29)固定连接,滑槽(28)内滑动卡接有两个滑板(31),正反丝杠(29)贯穿两滑板(31),两滑板(31)分别与正反丝杠(29)两侧的螺纹部分螺纹连接,两滑板(31)相对的端面均转动连接有两个第三转轴(32),第三转轴(32)上均同心固定有齿轮(34),位于同一滑板(31)上的两第三转轴(32)上的齿轮(34)啮合,第三转轴(32)上同心固定有送丝辊(33),送丝辊(33)远离第三转轴(32)的一端加工有弧面,第二送丝管(23)和导向送丝管(36)之间的焊丝(19)与弧面紧抵接触,滑板(31)均固定有第二电机(35),第二电机(35)的输出轴与其一侧滑板(31)上的任意一个第三转轴(32)固定连接。
9.根据权利要求8所述一种中小型储罐自动焊接施工方法,其特征在于,所述弧面上加工有防滑纹。
技术总结
本发明涉及到储罐焊接技术领域,具体涉及到一种中小型储罐自动焊接施工方法。包括底板,底板上设置有两组驱动装置,底板一侧的两端均设置有激光跟踪装置,激光跟踪装置与工业电脑通讯连接,工业电脑与plc控制器电性连接,plc控制器与伺服电机电性连接,底板上安装有电控转动座,电控转动座与plc控制器电性连接,电控转动座上固定有转动架,转动架上固定有焊接组件,底板上固定有送丝架,送丝架上转动连接有绕丝盘,送丝架上固定有送丝保护组件,送丝保护组件与转动架固定连接,送丝保护组件上安装有送丝组件。本发明通过激光器与工业相机配合,能够提高对焊缝跟踪的精度,能够根据焊缝的情况调整焊接头的位置,能够提高对储罐的焊接质量。
技术研发人员:许再胜,庞海涛,宋豪,周珍珍,杜占伟,任敬涛,侯明振,范生昭,王海英,张荣,尹固振,蒋金海
受保护的技术使用者:中石化石油工程技术服务股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!