一种自动矫正机的制作方法
本发明属于矫正机,具体涉及一种自动矫正机。
背景技术:
1、矫正机是一种用于对条状或杆状金属材料构成的工件进行矫正的设备,其主要通过使工件通过若干个压滚轮之间形成的空间,并对工件进行限位,当弯曲的工件经过压滚轮之间时,其翘起部分会与压滚轮相抵,压滚轮会沿与弯曲方向相反的方向挤压工件,完成对弯曲工件的矫正。
2、一般的矫正机的压滚轮间距较为确定,无法随着需求进行调整,为此,中国专利cn111633064b公开了一种调节式h型钢矫正机,包括矫正机构,矫正机构包括机体,机体上开设有供h型钢通过的通槽,机体对应通槽处设置有矫正轮,矫正轮对称设置且分别抵接于h型钢的两侧,矫正轮沿垂直于h型钢输送方向水平滑动连接在机体上,机体上设置有驱使矫正轮同步反向移动的驱动机构,这样借助驱动机构来驱使矫正轮在机体上同步滑动来调节位置,从而使得两个矫正轮之间的距离能够实现调节,进而在遇到不同规格h型钢的腹板厚度不一致时,只需调节矫正轮的位置即可适用,能够适用多种规格产品的表面矫正,更具备适用性;然而,上述结构中,其无法自动检测待矫正工件的弯曲程度,也无法根据弯曲程度自动调整压滚轮之间的间距,自动化程度较低,为此,需要一种自动化程度高的自动矫正机。
技术实现思路
1、为解决现有技术中存在的上述问题,本发明提供了一种自动矫正机,具有自动化程度高的特点。
2、本发明的目的可以通过以下技术方案实现:
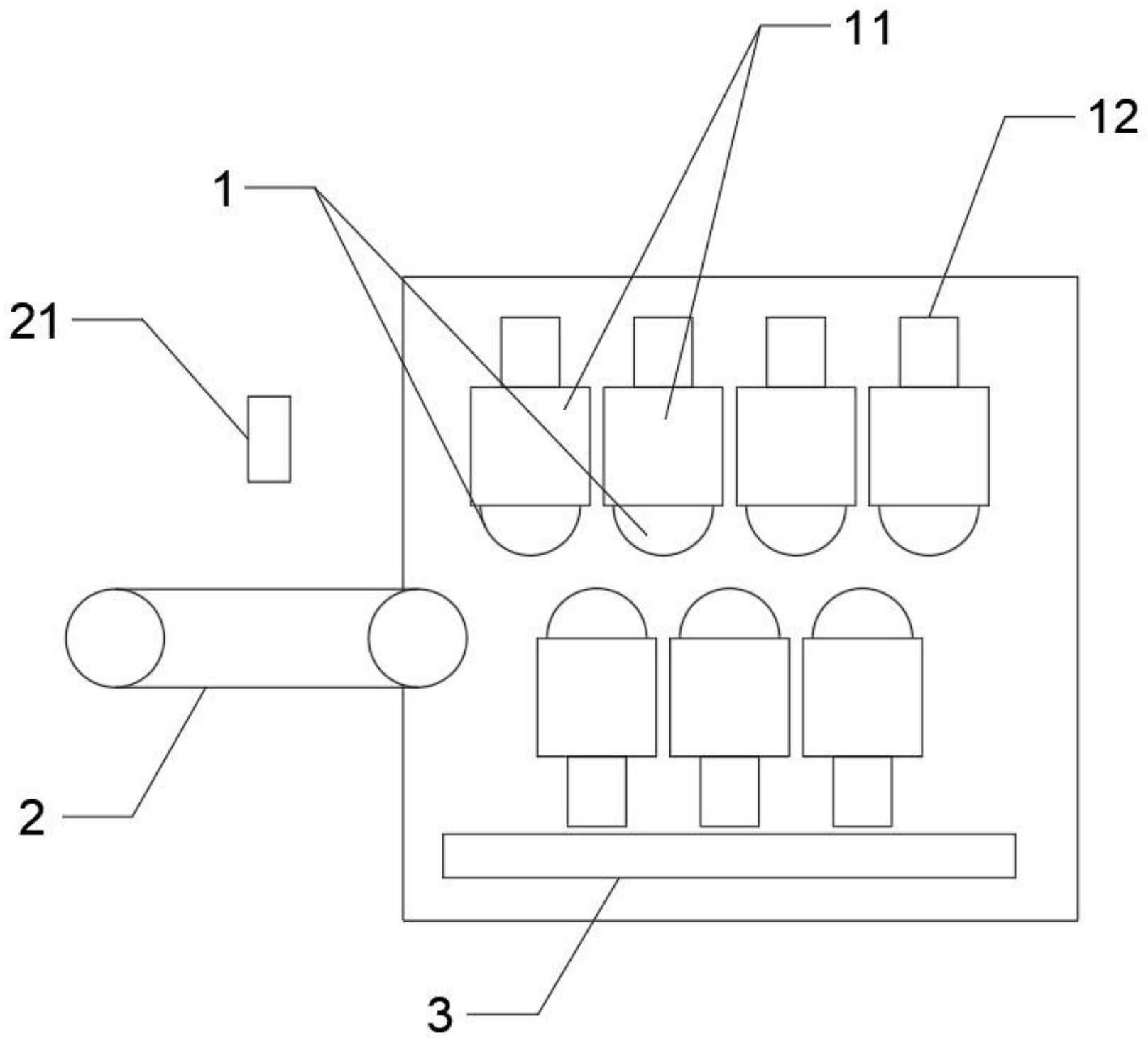
3、一种自动矫正机,包括若干压滚轮、若干传动结构和控制模块,若干所述压滚轮一一对应设置于传动结构上,所述传动结构用于带动对应压滚轮在垂直方向上移动,若干所述压滚轮分为若干上滚轮和若干下滚轮,若干所述上滚轮与若干所述下滚轮之间留有通过槽,所述上滚轮和下滚轮交错设置于通过槽两侧,若干所述压滚轮用于对经过通过槽中的工件进行矫正;
4、所述通过槽一侧设置有输送模块,所述输送模块用于将待矫正工件输送至通过槽内,所述输送模块上方设置有弯曲度检测器,所述弯曲度检测器用于检测工件弯曲度,所述弯曲度检测器与控制模块电连接并上传弯曲度数据,所述控制模块与若干传动结构分别电连接,所述控制模块根据弯曲度数据指令若干传动结构调整通过槽宽度。
5、作为本发明的一种优选技术方案,所述弯曲度检测器用于测量工件两端点之间的长度l,所述弯曲度检测器用于测量工件上若干地点到工件两端点连线的间距lj并将若干间距数据lj和长度数据l上传至控制模块,所述控制模块根据长度数据l和间距数据lj计算修正系数a1,所述控制模块预先输入有通过槽标准宽度k0,所述控制模块指令若干传动结构将通过槽宽度调整至a1×k0;
6、其中,a1=1-c×ljmax/l,ljmax为若干lj值中的最大值,c为常数。
7、作为本发明的一种优选技术方案,若干所述下滚轮下方设置有加温组件,所述加温组件用于对通过槽内的工件进行加热。
8、作为本发明的一种优选技术方案,所述控制模块与加温组件电连接,所述控制模块预先输入有加温组件标准功率p0,所述控制模块根据长度数据l、间距数据lj和标准功率p0计算加温组件功率p,并指令加温组件以功率p运行;
9、其中,p=p0×(1+ljmax/l)。
10、作为本发明的一种优选技术方案,任一所述传动结构包括电机和传动组件,所述电机与控制模块电连接并在控制模块指令下运转,所述传动组件用于将电机转动转化为对应压滚轮靠近或远离通过槽的运动,所述传动组件由蜗杆组件构成。
11、作为本发明的一种优选技术方案,还包括控制面板,所述控制面板与控制模块电连接,所述控制面板用于指令输送模块的启停。
12、作为本发明的一种优选技术方案,所述控制模块预先输入有弯曲度阈值ly,所述控制模块判断ljmax是否大于ly,当判断结果为是,所述控制模块指令输送模块停机。
13、作为本发明的一种优选技术方案,所述控制模块电连接有报警器,所述控制模块判断ljmax大于ly时指令报警器启动。
14、本发明的有益效果为:
15、(1)通过设置弯曲度检测器对工件弯曲度进行检测,并使控制模块根据弯曲度通过调整压滚轮位置的方式调整通过槽宽度,完成根据每个工件弯曲度不同而改变矫正强度,避免了无法矫正或损坏工件的情况发生,提高了自动化水平。
16、(2)通过设置加温组件,完成矫正过程中对工件的加热,可在矫正过程中降低工件的内部应力,降低了矫正难度并提高了矫正效果;同时,通过使控制模块根据弯曲程度调整加温组件的运行功率,完成加温功率随着弯曲程度变化的调整,避免了加温温度过低导致的消除应力的效果较差,以及加温温度过高导致的氧化层和裂痕的形成。
技术特征:
1.一种自动矫正机,其特征在于:包括若干压滚轮、若干传动结构和控制模块,若干所述压滚轮一一对应设置于传动结构上,所述传动结构用于带动对应压滚轮在垂直方向上移动,若干所述压滚轮分为若干上滚轮和若干下滚轮,若干所述上滚轮与若干所述下滚轮之间留有通过槽,所述上滚轮和下滚轮交错设置于通过槽两侧,若干所述压滚轮用于对经过通过槽中的工件进行矫正;
2.根据权利要求1所述的一种自动矫正机,其特征在于:所述弯曲度检测器用于测量工件两端点之间的长度l,所述弯曲度检测器用于测量工件上若干地点到工件两端点连线的间距lj并将若干间距数据lj和长度数据l上传至控制模块,所述控制模块根据长度数据l和间距数据lj计算修正系数a1,所述控制模块预先输入有通过槽标准宽度k0,所述控制模块指令若干传动结构将通过槽宽度调整至a1×k0;
3.根据权利要求1所述的一种自动矫正机,其特征在于:若干所述下滚轮下方设置有加温组件,所述加温组件用于对通过槽内的工件进行加热。
4.根据权利要求3所述的一种自动矫正机,其特征在于:所述控制模块与加温组件电连接,所述控制模块预先输入有加温组件标准功率p0,所述控制模块根据长度数据l、间距数据lj和标准功率p0计算加温组件功率p,并指令加温组件以功率p运行;
5.根据权利要求1所述的一种自动矫正机,其特征在于:任一所述传动结构包括电机和传动组件,所述电机与控制模块电连接并在控制模块指令下运转,所述传动组件用于将电机转动转化为对应压滚轮靠近或远离通过槽的运动,所述传动组件由蜗杆组件构成。
6.根据权利要求1所述的一种自动矫正机,其特征在于:还包括控制面板,所述控制面板与控制模块电连接,所述控制面板用于指令输送模块的启停。
7.根据权利要求1所述的一种自动矫正机,其特征在于:所述控制模块预先输入有弯曲度阈值ly,所述控制模块判断ljmax是否大于ly,当判断结果为是,所述控制模块指令输送模块停机。
8.根据权利要求1所述的一种自动矫正机,其特征在于:所述控制模块电连接有报警器,所述控制模块判断ljmax大于ly时指令报警器启动。
技术总结
本发明涉及一种自动矫正机,属于矫正机技术领域,包括若干压滚轮、若干传动结构和控制模块,若干所述压滚轮一一对应设置于传动结构上,所述传动结构用于带动对应压滚轮在垂直方向上移动,若干所述压滚轮分为若干上滚轮和若干下滚轮,若干所述上滚轮与若干所述下滚轮之间留有通过槽,所述上滚轮和下滚轮交错设置于通过槽两侧,若干所述压滚轮用于对经过通过槽中的工件进行矫正;所述通过槽设置有弯曲度检测器,所述弯曲度检测器用于检测工件弯曲度,所述弯曲度检测器与控制模块电连接并上传弯曲度数据,所述控制模块与若干传动结构分别电连接,所述控制模块根据弯曲度数据指令若干传动结构调整通过槽宽度;其具备自动化程度高的特点。
技术研发人员:白正学,刘军,李又林
受保护的技术使用者:韶关市成钢金属科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!