一种拉铆螺母枪专用芯轴的生产方法与流程
本发明属于芯轴制备,具体涉及一种拉铆螺母枪专用芯轴的生产方法。
背景技术:
1、拉铆螺母是为了解决金属薄板、薄管焊接螺母易熔,基材易焊接变形,攻内螺纹易滑牙等问题而研发出来的。它的使用不需要攻内螺纹,也不需要焊接螺母,铆接牢固、效率高,使用也很方便。
2、拉铆螺母的头部有平头、小头、六角、半六角等,还有通孔、盲孔的区分,更有滚花和没滚花的分类。拉铆螺母在安装后会具备悬置螺母的能力,均匀地将承受的载荷分布到各圈螺纹上,进而提高配套的螺栓强度。
3、除此之外,拉铆螺母还有以下作用:
4、拉铆螺母可以使钣金材料的螺纹强度提高并且能够重复使用;
5、拉铆螺母可以从连接件的单一边使用,实现优秀的薄壁铆接、密封件铆接、单面铆接等作用;
6、拉铆螺母弥补了传统焊接螺母的多种不足,如薄板等不易焊接的地方、焊接螺母不顺的地方、薄管焊接易熔的地方等;
7、拉铆螺母适合不容易进行压铆及涨铆的地方使用,如螺母需要装在外面且里面空间狭小,且对强度有要求,压铆和涨铆都不可行的工况下。
8、由于拉铆螺母的优点突出,广泛地使用在汽车、航空、仪器、家具、装饰等机电和轻工产品的装配上,拉铆螺母的工作原理可以说是抽芯铆钉和焊接螺母的结合,通过拉铆螺母枪来拉动铆螺母,将拉铆螺母纵向压缩,在端部表面造成凸起变形,从而夹紧被铆接物,实现铆接作用。在拉铆的过程中铆螺母枪专用芯轴是易损件,由于技术原因,国内生产的芯轴寿命只有400-2000次不等就断裂,德国进口的芯轴在10000万次左右。
9、现急需研发一种国产且寿命更长的拉铆螺母枪专用的芯轴。
技术实现思路
1、因此,本发明要解决的技术问题在于克服现有技术中急需研发一种国产且寿命更长的拉铆螺母枪专用的芯轴的缺陷,从而提供一种拉铆螺母枪专用芯轴的生产方法。
2、为此,本发明提供了以下技术方案,首先材料使用耐热材料snb16,该材质以铬、钼、铪等元素为主体构成,snb16强度比较好,而且它们可以承受最高达500℃度以上的高温,同时该材质回火温度达600℃时,芯部硬度能达到420hv;其次采用表面微渗碳的方式,使表面形成一定的压应力来提高疲劳寿命,最后是在热处理后采用了“氮化-抛光-氧化”处理,经过这样一系列复杂而精密操作后,可以使得金属表面形成坚硬而致密的薄膜,并具有优异的抗腐蚀、抗疲劳、抗压缩等多项特点,从而提高了使用寿命。
3、本发明提供了一种拉铆螺母枪专用芯轴的生产方法,包括以下步骤:
4、将钢材依次进行冷镦、洗槽、钻孔、搓丝、热处理和表面处理;
5、所述钢材的材质牌号为snb16;
6、所述热处理采用表面微渗碳处理;
7、所述表面处理采用“氮化-抛光-氧化”处理。
8、在本发明中,冷镦、洗槽、钻孔、搓丝均为生产芯轴的常规步骤,在本发明中不再赘述。
9、在上述生产方法中,作为一种优选实施方式,在所述表面微渗碳处理中,渗碳温度为870-910℃;
10、和/或,渗碳时间为80分钟。
11、在上述生产方法中,作为一种优选实施方式,在所述表面微渗碳处理中,渗碳的碳势为0.50%-0.60%;
12、和/或,回火温度为580-600℃。
13、在上述生产方法中,作为一种优选实施方式,在所述热处理步骤后,所述芯轴的表面硬度为440-460hv0.3;
14、和/或,所述芯轴的芯部硬度为410-430hv。
15、在本发明中,在热处理步骤后,芯轴的表面硬度大于芯部硬度,从而形成了压应力,提高了芯轴的疲劳寿命。
16、在上述生产方法中,作为一种优选实施方式,在所述“氮化-抛光-氧化”处理中,所述氮化的盐浴温度为560-580℃;
17、和/或,所述氮化的时间为2h。
18、在上述生产方法中,作为一种优选实施方式,在所述“氮化-抛光-氧化”处理中,所述氧化的盐浴温度为350-370℃;
19、和/或,所述氧化的时间为20-30min。
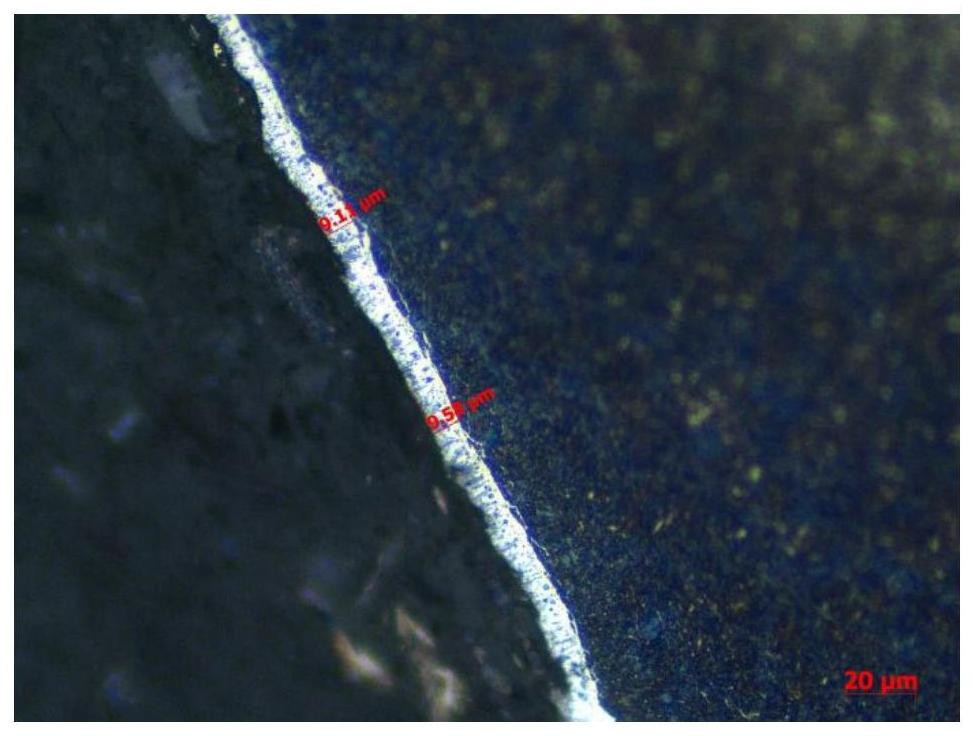
20、在上述生产方法中,作为一种优选实施方式,在所述表面处理后,所述芯轴的白亮层平均厚度为5-10微米。
21、在本发明中,通过控制芯轴的白亮层厚度,增加了芯轴的耐磨性。
22、在本发明中,“氮化-抛光-氧化”处理又被称作“qpq”处理,qpq表面处理技术,是一种将钢材置于氮化液中进行化学反应形成硬质复合层的方法。该方法不仅可以增强金属材料的耐磨性能和抗蚀性能,并且还可以提高其抗疲劳性能和寿命。
23、在本发明中,氮化是指盐浴液体氮化形成表面硬化层,抛光是指抛丸去除表面脏物,氧化是指使表面形成一层致密的黑色保护膜。
24、在上述生产方法中,作为一种优选实施方式,所述snb16的耐热温度为480-500℃;
25、和/或,所述snb16的芯部硬度为410-430hv。
26、在本发明中,采用钢材的材质牌号为snb16,是因为第一,是该材质耐热温度可达到500℃左右,二是该材质热处理回火温度可达570℃-600℃,芯部硬度能满足410-430hv,在后续的qpq处理不至于降低芯轴的芯部硬度,如果采用其它材质,后续的qpq处理后,芯部硬度就会达不到要求。
27、在本发明中,通过采用耐热温度为480-500℃的钢材,可保证在铆接过程中芯轴的高速旋转不会产生热失效(芯轴在高速旋转过程中温度低于200℃)。
28、在上述生产方法中,作为一种优选实施方式,所述芯轴的使用寿命在15000次以上。
29、本发明和现有技术相比,具有以下有益效果:
30、1.本发明提供了一种拉铆螺母枪专用芯轴的生产方法,包括以下步骤:将钢材依次进行冷镦、洗槽、钻孔、搓丝、热处理和表面处理;所述钢材的材质牌号为snb16;所述热处理步骤采用表面微渗碳处理;所述表面处理采用“氮化-抛光-氧化”处理。本发明得到的拉铆螺母枪专用芯轴,使用寿命是进口件的1.5倍左右,达到15000次以上(进口件使用寿命为10000次)。极大的提高了拉铆螺母枪专用芯轴的使用寿命。
技术特征:
1.一种拉铆螺母枪专用芯轴的生产方法,其特征在于,包括以下步骤:
2.根据权利要求1所述的生产方法,其特征在于,在所述表面微渗碳处理中,渗碳温度为870-910℃;
3.根据权利要求1所述的生产方法,其特征在于,在所述表面微渗碳处理中,渗碳的碳势为0.50%-0.60%;
4.根据权利要求1所述的生产方法,其特征在于,在所述热处理步骤后,所述芯轴的表面硬度为440-460hv0.3;
5.根据权利要求1所述的生产方法,其特征在于,在所述“氮化-抛光-氧化”处理中,所述氮化的盐浴温度为560-580℃;
6.根据权利要求1所述的生产方法,其特征在于,在所述“氮化-抛光-氧化”处理中,所述氧化的盐浴温度为350-370℃;
7.根据权利要求1所述的生产方法,其特征在于,在所述表面处理后,所述芯轴的白亮层平均厚度为5-10微米。
8.根据权利要求1所述的生产方法,其特征在于,所述snb16的耐热温度为480-500℃。
9.根据权利要求1所述的生产方法,其特征在于,所述snb16的芯部硬度为410-430hv。
10.根据权利要求1所述的生产方法,其特征在于,所述芯轴的使用寿命在15000次以上。
技术总结
本发明属于芯轴制备技术领域,具体涉及一种拉铆螺母枪专用芯轴的生产方法。本发明提供了一种拉铆螺母枪专用芯轴的生产方法,包括以下步骤:将钢材依次进行冷镦、洗槽、钻孔、搓丝、热处理和表面处理;所述钢材的材质牌号为SNB16;所述热处理采用表面微渗碳处理;所述表面处理采用“氮化‑抛光‑氧化”处理。本发明得到的拉铆螺母枪专用芯轴,使用寿命是进口件的1.5倍左右,达到15000次以上(进口件使用寿命为10000次)。极大的提高了拉铆螺母枪专用芯轴的使用寿命。
技术研发人员:唐建良,蒋杨英,陈宣臻,赵萍丽
受保护的技术使用者:舟山市7412工厂
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!