一种锻造操作机用体感操作器的制作方法
本技术涉及锻造设备的,尤其是涉及一种锻造操作机用体感操作器。
背景技术:
1、目前,锻造操作机是用以夹持锻胚配合水压机或锻锤完成送进、转动、掉头等主要动作的辅助锻压机械。锻造操作机有助于改善劳动条件,提高生产效率。但是现有的锻造操作机结构并不完善,越来越无法满足生产需要,为此急需一种结构合理、使用方便的锻造操作机。锻造操作机是指锻造生产中的一种辅助机械装备,自由锻时用来夹持钢锭或毛坯的一头,使钢锭或毛坯翻转、送进和上下移动,以代人工操作,可以免除繁重的体力劳动并大大提高锻压机器的生产率。
2、针对上述的相关技术,传统锻造操作机用夹具,上方六个手柄,下方四个手柄;手持操作杆,旋转或前进后退来调整夹具开合,控制油缸进出油;工作效率低,上手难度高,工人容易手忙脚乱。
技术实现思路
1、为了改善对于锻造操作机的控制系统过多且操作复杂影响工作效率的问题,本技术提供一种锻造操作机用体感操作器。
2、本技术提供的一种锻造操作机用体感操作器采用如下的技术方案:
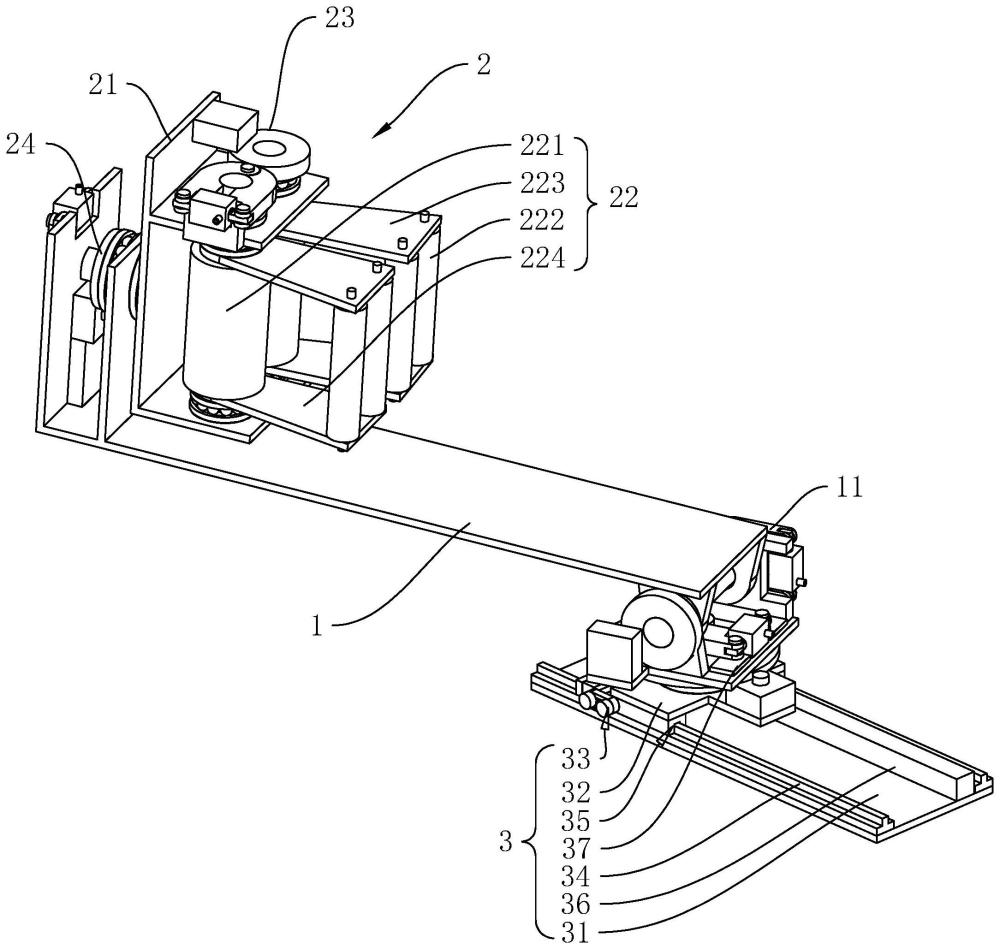
3、一种锻造操作机用体感操作器包括张合组件、传输组件以及plc控制器,所述plc控制器与所述张合组件和所述传输组件电连接,所述plc控制器用于控制所述张合组件与所述传输组件的运动状态,所述张合组件用于夹持锻造毛坯,所述传输组件用于传送锻造毛坯,所述张合组件包括张合固定架,所述张合固定架上转动连接有夹持手柄,所述夹持手柄转动轴的端部设置有夹持角度控制件,所述夹持角度控制件用于控制夹持手柄的角度,所述张合组件与所述传输组件之间设置有连接架。
4、通过采用上述技术方案,在进行锻造的过程中,plc控制器可直接对张合组件、传输组件以及夹持角度控制件进行控制,通过张合组件对锻造毛坯进行夹持,通过夹持角度控制件控制夹持手柄的转动,从而控制夹持手柄对锻造毛坯的夹持力度,然后通过传输组件将锻造毛坯传送至指定锻造位置进行锻造,减少工作人员需要调整操作的器具,从而锻造操作机的控制系统过多且操作复杂影响工作效率的问题。
5、优选的,所述夹持手柄转动连接在张合固定架上,所述夹持手柄对称设置有两个,所述夹持手柄包括手臂张合支柱、张合手柄、上固定架以及下固定架,所述手臂张合支柱转动连接在所述张合固定架上,所述手臂张合支柱的端部与所述夹持角度控制件连接,所述上固定架连接在所述张合支柱的一端,所述下固定架连接在所述手臂张合支柱的另一端,所述张合手柄连接在所述上固定架和所述下固定架之间,所述张合手柄连接在所述上固定架和所述下固定架远离手臂张合支柱的端部。
6、通过采用上述技术方案,在对锻造毛坯进行夹持时,夹持角度控制件控制手臂张合支柱进行转动,手臂张合支柱带动上固定架与下固定架转动,上固定架和下固定架带动张合手柄进行转动,两个夹持手柄上的张合手柄相互配合对锻造毛坯进行夹持,夹持方式高效且稳定,能够根据锻造毛坯的形状快速进行角度调节并稳定夹持。
7、优选的,所述夹持角度控制件包括张合固定销,所述张合固定销上套设有第一推力球轴承,所述张合固定销的端部套设有第一旋转刹片,所述刹片的内壁可与所述张合固定销的外壁抵接,所述第一推力球轴承的一侧与所述夹持手柄抵接,所述推力轴承的另一侧与所述第一旋转刹片抵接,所述张合固定销的端部套设有编码器轮,所述张合固定架的侧壁上设置有第一旋转编码器,所述第一旋转编码器与所述编码器轮连接,所述第一旋转刹片上连接有第一刹车油缸,所述第一刹车油缸用于控制所述第一旋转刹片。
8、通过采用上述技术方案,通过第一旋转编码器与编码器轮配合,检测推力轴承带动张合固定销的转动角度,并将信号反馈至plc控制器,plc控制器控制第一刹车油缸的工作,第一刹车油缸控制第一旋转刹片和开合,从而对张合固定销的转动进行控制,操作方式简单高效。
9、优选的,所述第一刹车油缸的内壁设置有复位弹簧,所述第一刹车油缸上设置有油缸杆,所述复位弹簧的一端与所述油缸杆的端部连接,所述复位弹簧的另一端与所述第一刹车油缸的内壁连接,所述第一旋转刹片设置为对称的两个刹片,两个所述刹片的一端铰接连接,两个所述刹片的另一端与油缸杆连接。
10、通过采用上述技术方案,当plc控制器未发出刹车动作指令时,第一刹车油缸内的油缸杆是往外伸到最长,第一刹车油缸接到刹车动作指令后缸杆往回缩。油缸杆拉动第一旋转刹片工作,此时操作杆朝向一侧刹片工作,与另一侧刹片连接的油缸杆不接收工作指令,第一刹车油缸供油原理,第一刹车油缸的进出油管的油压达到设定的压力最高处,开关接通,第一刹车油缸工作,油缸杆伸出对刹片作出工作操作,当第一刹车油缸的进出油管油压下降到设计值以下时,油压开关关闭,油缸杆在内部弹簧的压力下复位,从而能够快速对各组件作出操作。
11、优选的,所述连接架上设置有固定架转动组件,所述固定架转动组件用于控制所述张合固定架转动。
12、通过采用上述技术方案,固定架转动组件能够控制张合固定架整体的角度,从而控制锻造毛坯在锻造时的转动角度,使得在进行锻造的过程中锻造毛坯的调节角度更加准确。
13、优选的,所述固定架转动组件包括第一转动轴,所述第一转动轴穿设过连接架并与张合固定架连接,所述第一转动轴靠所述张合固定架的端部上套设有第二推力球轴承,所述第二推力球轴承的一端与张合固定架抵接,所述第二推力球轴承远离张合固定架的端部设置有轴承盖,所述连接架上设置有第二旋转编码器,所述第二旋转编码器与轴承盖抵接,所述第一转动轴靠近连接架的端部设置有第二旋转刹片,所述第二旋转刹片上连接有第二刹车油缸,所述第二刹车油缸用于控制所述第二旋转刹片的工作。
14、通过采用上述技术方案,在进行锻造的过程中,需要对固定架整体进行转动,从而控制锻造毛坯的锻造角度,第二旋转编码器检测轴承盖与第二推力球轴承的转动角度,将信号传递至plc控制器,使得plc控制器发出指令控制第二刹车油缸与第二旋转刹片控制第二推力球轴承进行工作。
15、优选的,所述连接架远离所述张合组件的一端设置有倾斜组件,所述倾斜组件用于控制连接架的倾斜角度。
16、通过采用上述技术方案,通过倾斜组件控制连接架的倾斜角度,从而能够控制连接架上张合组件的角度,倾斜组件与固定架转动组件配合工作,使得锻造毛坯的过程中,能够更多角度的控制锻造毛坯,使得锻造的过程更加准确。
17、优选的,所述传输组件包括传送底座,所述传送底座上沿长度方向设置有传送轨道,所述传送轨道上滑动连接有滑动座,所述连接架转动连接在所述滑动座上,所述滑动座上连接有滑动驱动件。
18、通过采用上述技术方案,滑动座通过滑动驱动件在的传动在传送底座上滑动,从而使得连接架和张合组件整体进行水平方向的运动,对锻造毛坯进行多角度调节。
19、优选的,所述滑动驱动件包括行走刹车、刹车固定导轨、制动钉以及制动连接环,所述行走刹车滑动连接在所述传送底座上,所述刹车固定导轨与所述传送轨道配合,所述制动钉设置有两个,一个所述制动钉连接在刹车固定导轨的侧壁,另一个所述制动钉与传送导轨的侧壁连接,所述制动连接环套设在两个制动钉的端部,所述制动连接环用于联动两个所述制动钉。
20、通过采用上述技术方案,行走刹车控制制动钉与刹车固定导轨和传送导轨的抵接关系,从而控制滑动座的滑动于停止。
21、优选的,所述传送底座上沿长度方向设置有光栅尺。
22、通过采用上述技术方案,光栅尺能够精确测出传送底座的运动距离,从而使得调整锻造毛坯的过程更加准确,使得锻造的精度更高。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、1.本技术通过设置张合组件与传输组件,在进行锻造的过程中,通过张合组件对锻造毛坯进行夹持,通过夹持角度控制件控制夹持手柄的转动,从而控制夹持手柄对锻造毛坯的夹持力度,然后通过传输组件将锻造毛坯传送至指定锻造位置进行锻造;
25、2.本技术通过设置夹持手柄,在对锻造毛坯进行夹持时,夹持角度控制件控制手臂张合支柱进行转动,手臂张合支柱带动上固定架与下固定架转动,上固定架和下固定架带动张合手柄进行转动,两个夹持手柄上的张合手柄相互配合对锻造毛坯进行夹持,夹持方式高效且稳定,能够根据锻造毛坯的形状快速进行角度调节并稳定夹持;
26、3.本技术通过设置夹持角度控制件,通过第一旋转编码器与编码器轮配合,检测推力轴承带动张合固定销的转动角度,并将信号反馈至plc控制器,plc控制器控制第一刹车油缸的工作,第一刹车油缸控制第一旋转刹片和开合,从而对张合固定销的转动进行控制,操作方式简单高效。
- 还没有人留言评论。精彩留言会获得点赞!