一种侧孔的加工方法与流程
本申请涉及加工,特别涉及一种侧孔的加工方法。
背景技术:
1、油泵箱体是安装在发动机机体的一个零件,通过其内部的齿轮传动进行润滑油的传送。油泵箱体通常在加工中心上加工,侧孔与底面的销孔有严格的位置要求。油泵箱体底面设计有两个销孔,侧面设计有安装齿轮的侧孔,它们之间相对尺寸误差要求控制在0.03mm之内。对于这种位置精度要求很高的孔,都是在同一台加工中心上完成的。加工难点在于保证各孔相互之间的位置公差,同时存在找正困难,加工费时费力的问题。
2、目前的加工过程是先进行销孔的加工,然后以销孔定位,翻面进行侧面孔的加工。这种加工方法存在的问题是,侧孔与销孔的相对位置公差无法控制误差在0.03mm之内,并且侧孔端面铣削后距离销孔的位置也无法保证误差在0.03mm之内,废品率高,误差较大。
3、因此,如何避免侧孔与底面的销孔加工时废品率高的问题,是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、本申请目的是提供一种侧孔的加工方法,能够避免侧孔与底面的销孔加工时废品率高的问题。
2、为实现上述目的,本发明提供了以下技术方案:
3、一种侧孔的加工方法,用于加工位于工件的侧面上的侧孔,包括:
4、加工出位于工件的底面侧边处的第一工艺基准面和第二工艺基准面,第一工艺基准面、第二工艺基准面和底面均相互垂直;
5、在底面加工出第一销孔和第二销孔,确定第一工艺基准面与第一销孔轴线的垂向距离x1,第二工艺基准面与第一销孔轴线的垂向距离z1;
6、将工件翻面后,利用底面定位,以第一工艺基准面作为起点,并控制刀具沿垂直于第一工艺基准面的方向移动距离x0+x1,x0为侧孔轴线与第一销孔轴线沿垂直于第一工艺基准面方向上的距离差值;
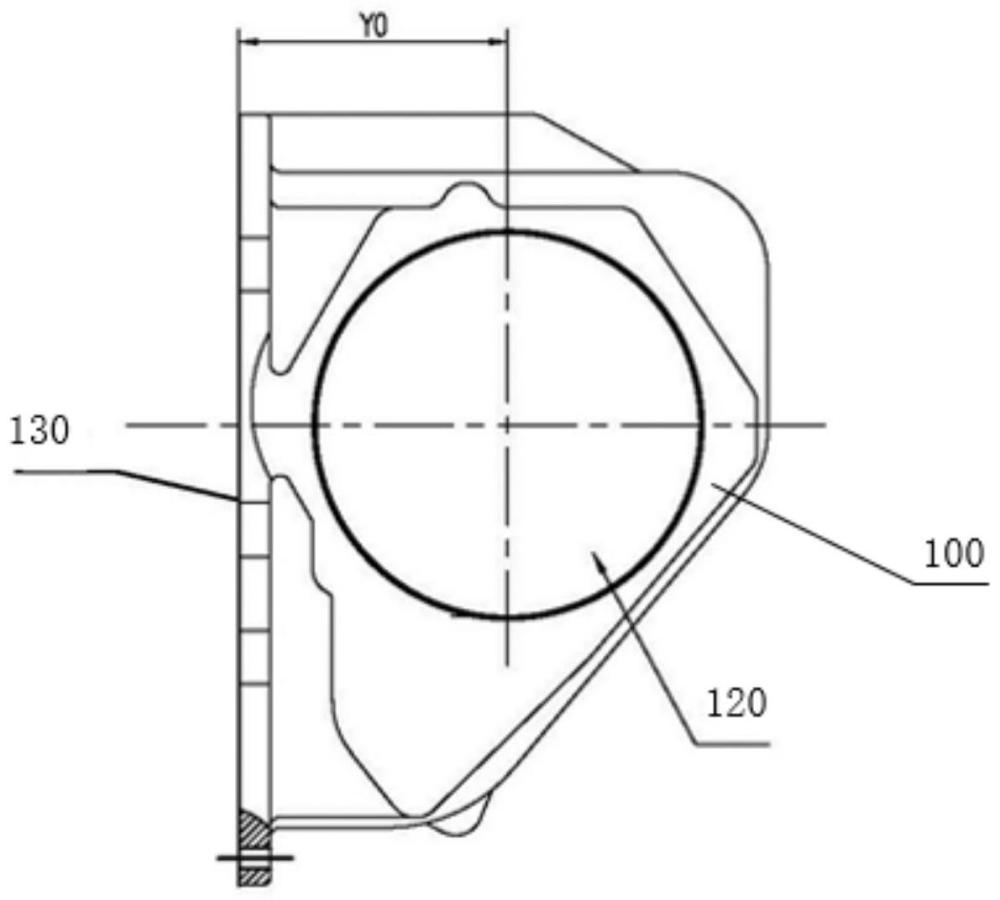
7、获取侧孔轴线垂直于底面上的垂直距离y0,侧孔轴线距离底面和第一工艺基准面的垂直距离分别为y0和x0+x1,加工侧孔;
8、以第二工艺基准面作为起点,并控制刀具沿垂直于第二工艺基准面移动距离z1-z0,z0为侧孔的端面与第一销孔轴线沿垂直于第二工艺基准面方向上的距离差值,加工端面,完成侧孔的加工。
9、作为优选的,第一销孔和第二销孔轴向一致且均与侧孔轴向垂直。
10、作为优选的,加工侧孔的步骤,包括侧孔采用先粗镗后精镗的加工方式。
11、作为优选的,加工端面的步骤,包括采用铣削的方式加工端面。
12、作为优选的,加工出位于工件的底面侧边处的第一工艺基准面和第二工艺基准面的步骤之前,还包括将工件安装在数控机床的加工台上。
13、作为优选的,获取侧孔轴线垂直于底面上的垂直距离y0的步骤,包括利用寻边器获取侧孔轴线垂直于底面上的垂直距离y0,寻边器安装于数控机床的主轴上。
14、作为优选的,数控机床采用卧式加工中心。
15、相对于上述背景技术,本申请所提供的侧孔的加工方法,用于加工位于工件的侧面上的侧孔,包括:加工出位于工件的底面侧边处的第一工艺基准面和第二工艺基准面,第一工艺基准面、第二工艺基准面和底面均相互垂直;在底面加工出第一销孔和第二销孔,确定第一工艺基准面与第一销孔轴线的垂向距离x1,第二工艺基准面与第一销孔轴线的垂向距离z1;将工件翻面后,利用底面定位,以第一工艺基准面作为起点,并控制刀具沿垂直于第一工艺基准面的方向移动距离x0+x1,x0为侧孔轴线与第一销孔轴线沿垂直于第一工艺基准面方向上的距离差值;获取侧孔轴线垂直于底面上的垂直距离y0,侧孔轴线距离底面和第一工艺基准面的垂直距离分别为y0和x0+x1,加工侧孔;以第二工艺基准面作为起点,并控制刀具沿垂直于第二工艺基准面移动距离z1-z0,z0为侧孔的端面与第一销孔轴线沿垂直于第二工艺基准面方向上的距离差值,加工端面,完成侧孔的加工。
16、具体来说,加工出位于工件的底面侧边处的第一工艺基准面和第二工艺基准面,加工出第一销孔和第二销孔,确定第一销孔距离第一工艺基准面和第二工艺基准面的垂直距离x1和z1;翻面以底面定位,控制刀具沿垂直于第一工艺基准面方向上移动距离x0+x1,确定侧孔轴线垂直于底面上的垂直距离定值y0,进而确定出侧孔轴线位置,并控制刀具沿垂直于第二工艺基准面移动距离z1-z0,控制刀具加工出侧孔及端面要求的尺寸,用找正基准面取代传统的工装定位方式,两个垂直面上的第一销孔、第二销孔和侧孔都使用了统一的定位基准面,确保了相对位置,加工质量稳定,有效提高了加工品质,从而避免侧孔与底面的销孔加工时废品率高的问题。
技术特征:
1.一种侧孔的加工方法,用于加工位于工件(100)的侧面(110)上的侧孔(120),其特征在于,包括:
2.根据权利要求1所述的侧孔的加工方法,其特征在于,所述第一销孔(160)和所述第二销孔(170)轴向一致且均与所述侧孔(120)轴向垂直。
3.根据权利要求1所述的侧孔的加工方法,其特征在于,加工所述侧孔(120)的步骤,包括:
4.根据权利要求1所述的侧孔的加工方法,其特征在于,加工所述端面的步骤,包括:
5.根据权利要求1所述的侧孔的加工方法,其特征在于,加工出位于所述工件(100)的底面(130)侧边处的第一工艺基准面(140)和第二工艺基准面(150)的步骤之前,还包括:
6.根据权利要求5所述的侧孔的加工方法,其特征在于,获取所述侧孔(120)轴线垂直于所述底面(130)上的垂直距离y0的步骤,包括:
7.根据权利要求5所述的侧孔的加工方法,其特征在于,所述数控机床采用卧式加工中心。
技术总结
本发明公开了一种侧孔的加工方法,加工出位于工件的底面侧边处的第一工艺基准面和第二工艺基准面,加工出第一销孔和第二销孔,确定第一销孔距离第一工艺基准面和第二工艺基准面的垂直距离X1和Z1;翻面以底面定位,控制刀具沿垂直于第一工艺基准面方向上移动距离X0+X1,确定侧孔轴线垂直于底面上的距离Y0,进而确定出侧孔轴线位置,并控制刀具沿垂直于第二工艺基准面移动距离Z1‑Z0,加工出侧孔及端面要求的尺寸,用找正基准面取代传统的工装定位方式,两个垂直面上的第一销孔、第二销孔和侧孔都使用了统一的定位基准面,确保了相对位置,加工质量稳定,有效提高了加工品质,从而避免侧孔与底面的销孔加工时废品率高的问题。
技术研发人员:辛强之,胡凤芹,张士越,张英
受保护的技术使用者:淄柴机器有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!