一种防排烟风阀控制器自动冲铆装置的制作方法
本发明涉及冲铆加工的,尤其涉及一种防排烟风阀控制器自动冲铆装置。
背景技术:
1、冲铆工艺流程是一种将金属件连接的方法,它使用压力将两个或多个金属零件安全地固定在一起。这种方法通过使用冲压和拉伸来创造强大的机械结合力,从而实现可靠的连接,防排烟风阀控制器在生产前期需要通过手工对齐两个金属板进行冲铆,现有技术在进行冲铆时,存在如下问题:零件不易摆放,且铆钉装入待冲铆区时无固定限位机构,导致铆钉容易晃动,导致了操作困难且冲铆质量不佳,现有很多对铆钉自动填装的机构,从而可以自动上铆钉,然后铆接,效率高,也不会出错,漏打,以此来提高工作效率,但是两个金属板仍然需要人工调整放置铆钉下方,在实际操作中若工作人员操作不慎极易误伤影响安全,在将铆接好的金属板取下时,若铆机误启动也存在较大的安全隐患,因此缺少一种可以自动铆接的装置。
技术实现思路
1、鉴于上述现有防排烟风阀控制器自动冲铆装置存在的问题,提出了本发明。
2、因此,本发明目的是提供一种防排烟风阀控制器自动冲铆装置。
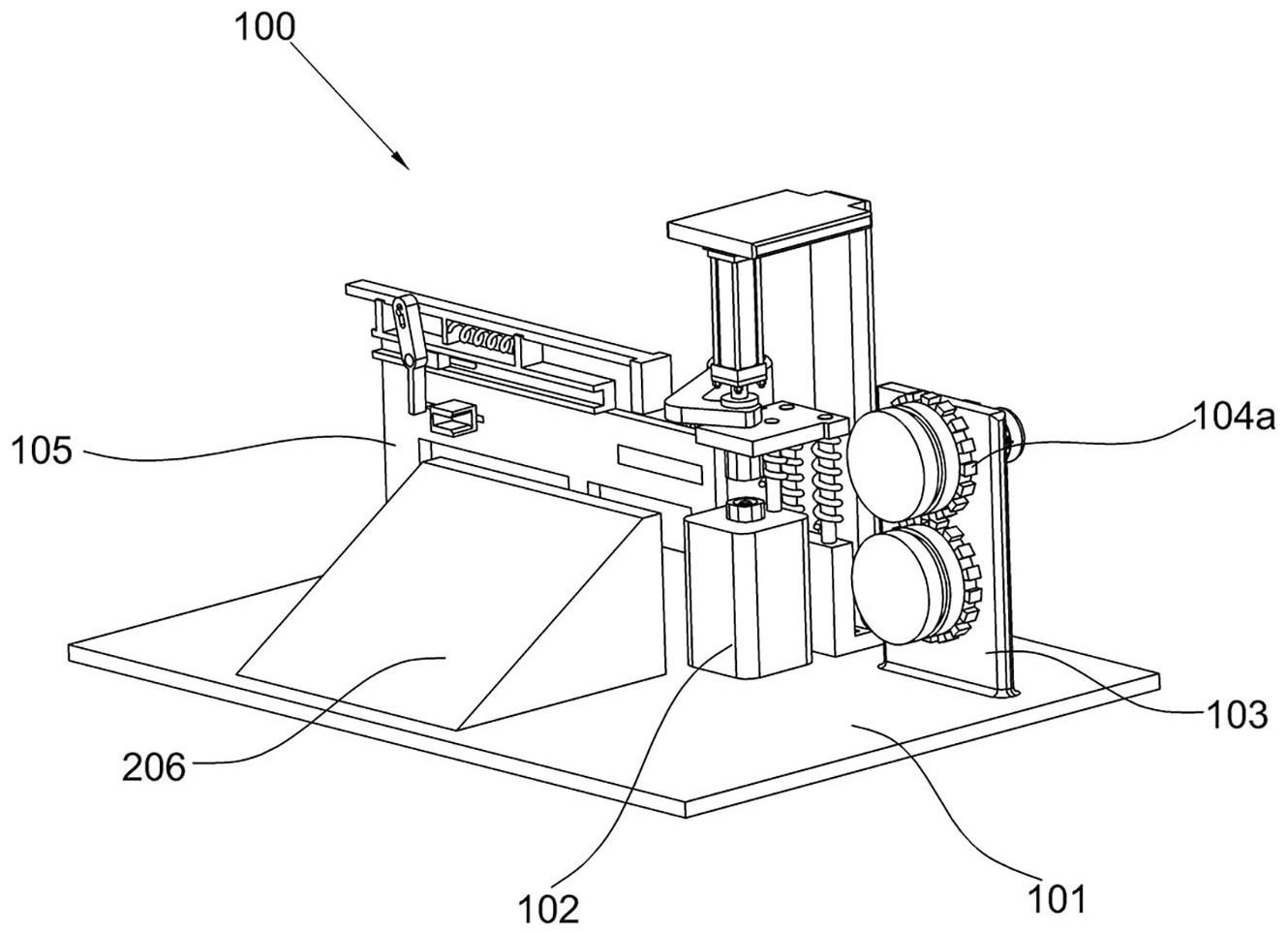
3、为解决上述技术问题,本发明提供如下技术方案:一种防排烟风阀控制器自动冲铆装置包括,支撑组件,包括底架、设置在底架上的第一铆接台、设置在第一铆接台一侧的电机支架、设置在电机支架上的输入部件、设置在第一铆接台远离电机支架一侧的横推架以及设置在第一铆接台侧部的铆接部件;以及,推动组件,所述推动组件设置在横推架上,包括固定在横推架上的固定块、设置在固定块侧部的触发部件、设置在触发部件一侧的转动部件,开设在横推架上的顶出槽、设置在底架上顶出槽一侧的缓冲台以及设置在顶出槽内的顶出部件。
4、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述第一铆接台上开设有铆接槽。
5、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述输入部件包括设置在电机支架上的第一齿轮、设置在第一齿轮下端的第二齿轮、同轴连接在第一齿轮上的第一转筒、同轴连接在第二齿轮上的第二转筒以及设置在电机支架远离第一齿轮一侧的驱动电机,其中,所述第二齿轮与电机支架转动连接,所述第二齿轮上端与第一齿轮下端啮合,所述第二转筒上端与第一铆接台上端水平,所述第一转筒与所述第二转筒之间留有空隙。
6、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述铆接部件包括设置在第一铆接台远离缓冲台一侧的第一限位柱、套设在第一限位柱上的第一弹簧、设置在第一弹簧远离底架一端的铆接板、设置在第一限位柱远离第一铆接台一侧的液压撑杆以及固定在液压撑杆上的液压缸,其中,所述第一限位柱设置有若干个,每个所述第一限位柱上均设有第一弹簧,所述铆接板上对应第一限位柱位置开设有若干限位孔,所述铆接板通过限位孔与第一限位柱滑动连接,所述铆接板对应第一铆接台正上方位置处设置有第二铆接台,所述液压缸设置在铆接板上方,当液压缸伸出时,液压缸伸出端可与铆接板上端贴合。
7、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述固定块远离横推架一侧设置有铰接柱,所述固定块通过螺栓固定在横推架上。
8、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述触发部件包括设置在固定块远离横推架一侧的转向杆、设置在横推架上的第一弹簧挡板以及设置在弹簧挡板上的横推杆,所述转向杆上开设有铰接孔,所述转向杆通过铰接孔铰接柱转动连接,所述转向杆下端设置有尾杆,所述转向杆上端开设有转向槽,所述横推杆靠近转向杆一侧设置有连接柱,所述连接柱与转向槽滑动连接,所述横推杆下端设置有第二弹簧挡板,所述第一弹簧挡板上设置有第二弹簧,所述第二弹簧远离第一弹簧挡板一端与第二弹簧挡板抵接。
9、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述对齐部件包括开设在横推架上的对齐槽、滑动连接在对齐槽内的对齐块以及设置在对齐槽内的第五弹簧,其中,所述对齐槽开设在尾杆对应位置处,所述第五弹簧一端与对齐槽连接,另一端与对齐块抵接,所述对齐块远离第五弹簧一端开设有卡板槽。
10、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述转动部件包括设置在液压撑杆远离电机支架一侧的转动撑台、设置在转动撑台上的转动撑杆、套设在转动撑杆外侧的第三弹簧、滑动连接在转动撑杆上的转动套筒以及设置在转动套筒内的避让单元,其中,所述第三弹簧一端与转动撑台连接,另一端与转动套筒下端抵接,所述转动套筒远离第三弹簧一端轴向设置有填入杆,所述填入杆与铆接板上端配合。
11、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述顶出部件包括设置在横推架远离缓冲台一侧的第二限位柱、设置在第二限位柱上的第四弹簧以及设置在滑动连接在第二限位柱上顶出板,其中,所述第二限位柱设置有若干个,每个所述第二限位柱上均设置有一个第四弹簧,所述第四弹簧一端与横推架连接,另一端与顶出板抵接,其中,所述顶出板上开设有若干与第二限位柱配合的通孔,所述顶出板靠近横推架一侧设置有与顶出槽配合的顶出块,所述顶出板远离顶出块一侧设置有第一倒角。
12、作为本发明所述防排烟风阀控制器自动冲铆装置的一种优选方案,其中:所述避让单元包括横向开设在转动套筒侧部的避让滑槽、开设在转动撑台上的凸轮槽以及滑动连接在避让滑槽内的避让滑块,所述避让滑块靠近转动撑台一侧设置有凸块,所述凸块与凸轮槽滑动连接,所述避让滑块远离转动撑台一侧设置有第二倒角,所述第二倒角与第一倒角配合。
13、本发明的有益效果:通过输入部件将金属板送入铆接部件处,由金属板推动对齐部件及触发部件后自动对金属板进行铆接,在铆接后由顶出部件将金属板自动推出,整体装置自动复位,实现自动铆接及取件的效果。
技术特征:
1.一种防排烟风阀控制器自动冲铆装置,其特征在于:包括,
2.如权利要求1所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述第一铆接台(102)上开设有铆接槽。
3.如权利要求1 所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述输入部件(104)包括设置在电机支架(103)上的第一齿轮(104a)、设置在第一齿轮(104a)下端的第二齿轮(104b)、同轴连接在第一齿轮(104a)上的第一转筒(104c)、同轴连接在第二齿轮(104b)上的第二转筒(104d)以及设置在电机支架(103)远离第一齿轮(104a)一侧的驱动电机(104e),
4.如权利要求1所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述铆接部件(106)包括设置在第一铆接台(102)远离缓冲台(206)一侧的第一限位柱(106a)、套设在第一限位柱(106a)上的第一弹簧(106b)、设置在第一弹簧(106b)远离底架(101)一端的铆接板(106c)、设置在第一限位柱(106a)远离第一铆接台(102)一侧的液压撑杆(106d)以及固定在液压撑杆(106d)上的液压缸(106e),
5.如权利要求1所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述固定块(201)远离横推架(105)一侧设置有铰接柱(201a),所述固定块(201)通过螺栓固定在横推架(105)上。
6.如权利要求1或5 所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述触发部件(202)包括设置在固定块(201)远离横推架(105)一侧的转向杆(202a)、设置在横推架(105)上的第一弹簧挡板(202b)以及设置在第一弹簧挡板(202b)上的横推杆(202c),
7.如权利要求2所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述对齐部件(203)包括开设在横推架(105)上的对齐槽(203a)、滑动连接在对齐槽(203a)内的对齐块(203b)以及设置在对齐槽(203a)内的第五弹簧(203c),
8.如权利要求1或4所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述转动部件(204)包括设置在液压撑杆(106d)远离电机支架(103)一侧的转动撑台(204a)、设置在转动撑台(204a)上的转动撑杆(204b)、套设在转动撑杆(204b)外侧的第三弹簧(204c)、滑动连接在转动撑杆(204b)上的转动套筒(204d)以及设置在转动套筒(204d)内的避让单元(208),
9.如权利要求1所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述顶出部件(207)包括设置在横推架(105)远离缓冲台(206)一侧的第二限位柱(207a)、设置在第二限位柱(207a)上的第四弹簧(207b)以及设置在滑动连接在第二限位柱(207a)上顶出板(207c),
10.如权利要求8所述的防排烟风阀控制器自动冲铆装置,其特征在于:所述避让单元(208)包括横向开设在转动套筒(204d)侧部的避让滑槽(208a)、开设在转动撑台(204a)上的凸轮槽(208b)以及滑动连接在避让滑槽(208a)内的避让滑块(208c),
技术总结
本发明公开了一种防排烟风阀控制器自动冲铆装置,涉及冲铆加工的技术领域,包括,支撑组件,包括底架、设置在底架上的第一铆接台、设置在第一铆接台一侧的电机支架、设置在电机支架上的输入部件、设置在第一铆接台侧部的铆接部件;推动组件,包括固定在横推架上的固定块、设置在固定块侧部的触发部件、设置在横推架上的对齐部件、设置在触发部件一侧的转动部件,开设在横推架上的顶出槽、设置在底架上顶出槽一侧的缓冲台以及设置在顶出槽内的顶出部件,通过输入部件将金属板送入铆接部件处,由金属板推动对齐部件及触发部件后自动对金属板进行铆接,在铆接后由顶出部件将金属板自动推出,整体装置自动复位,实现自动铆接及取件的效果。
技术研发人员:王文远
受保护的技术使用者:靖江市文远空调设备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!