一种底轴驱动翻板闸门安装方法与流程
本申请涉及翻板闸门,尤其是涉及一种底轴驱动翻板闸门安装方法。
背景技术:
1、底轴驱动翻版闸门是中国电机工程学会和中国水利发电工程学会于2004年研究开发的新型闸门,学术名称为——大跨度底轴驱动翻版闸门;底轴驱动翻板闸门由门叶、底转轴、转轴座穿墙封水套、驱动装置及锁定拐臂驱动装置及锁定器、底轴止水、门侧止水及铰座止水等部分组成;原动力为液压启闭机为驱动装置,这两台驱动装置布置于闸坝两侧的驱动室内,通过拐臂驱动支承在转轴座上的底转轴转动,带动固联在底转轴上的底轴驱动翻板闸门门叶按要求适时平稳可靠地做启坝、闭坝等动作;
2、底轴驱动翻板闸门尺寸大、吨位重、整体拼装精度要求高,现场焊接质量要求高。常用的底轴驱动翻板闸门安装施工是按照设计要求对底轴进行分节,各节段在现场进行安装和人工焊接,工作量大,安装精度不够高。
技术实现思路
1、为了解决现有技术中存在的现有的底轴驱动翻板闸门安装施工是按照设计要求对底轴进行分节,各节段在现场进行安装和人工焊接,工作量大,安装精度不够高的问题,本申请提供一种底轴驱动翻板闸门安装方法。
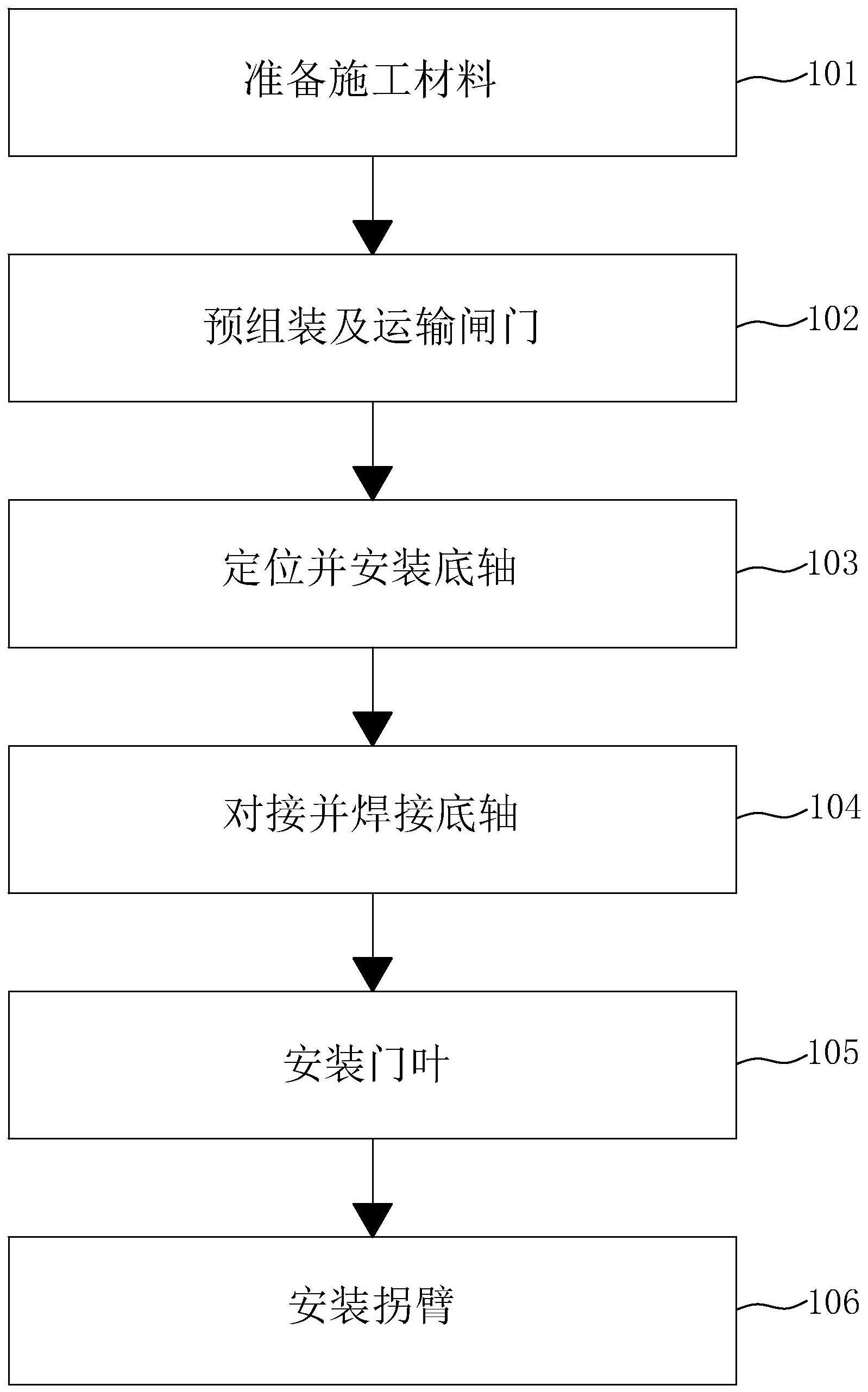
2、本申请提供的一种底轴驱动翻板闸门安装方法采用如下的技术方案:一种底轴驱动翻板闸门安装方法,步骤包括:
3、准备施工材料;
4、预组装及运输底轴;
5、定位并安装底轴;
6、对接并焊接底轴;
7、安装门叶;
8、安装拐臂。
9、可选的,所述准备施工材料的具体步骤为:准备施工图纸,检测安装的工器具、量具、仪器和施工设备以及清理闸门工作面。
10、可选的,所述预组装底轴的具体步骤为:
11、参照施工设计图纸进行测量放线,在组装平台上放射两条测量线,即支铰座十字中心线及底轴两侧外廓垂直投影线,根据两条测量线对底轴轴承座、底轴以及穿墙套管进行拼装,在穿墙套管中两端套入底轴,分段安装底轴轴承座和底轴并进行分段焊接。
12、可选的,所述运输底轴的具体方法为:
13、对于尺寸较大的物件如门叶和底轴,采取裸装出厂的方式,较小的物件直接进行装箱运输。
14、可选的,所述定位底轴的具体步骤为:
15、先在门槽及闸室内放出底轴轴线点,在轴线下游设一条辅助轴线点,再在室内放出底轴轴承总成和拐臂与底轴轴线垂直方向的轴线点,在门槽内放出所有底轴轴承总成与底轴轴线垂直方向的轴线点,在闸室穿墙位置放与底轴轴线垂直的轴线点。
16、可选的,所述安装底轴的具体步骤为:
17、根据闸门宽度将底轴进行分节,首先安装第二节底轴,将第二节底轴吊装就位,在第二节底轴两端外壁延圆弧方向上挂线锤,垂心与辅助轴线重合后,再在第二节底轴管口和法兰侧外壁顶点挂线锤并用经纬仪检测调整水平度,对第二节底轴进行垂直及水平方向的微调,使其垂心与底轴轴线重合后,在底轴管外壁顶点位置打点做标记,然后以顶点调整高程,调整完成后,将第二节底轴轴承座固定;
18、以第二节底轴作为定位节,调整第二节底轴与预埋管相应轴线位置及同轴度,将第二节底轴法兰侧作为起始位置,调整第二节底轴法兰外侧距拐臂垂直方向轴线位置并作为起始位置安装其余底轴;
19、底轴全部安装完后对底轴进行全面检查,使用api激光跟踪仪进行全位置尺寸复核,符合设计要求后安装底止水。
20、可选的,所述安装其余底轴的具体方法为:
21、每节底轴安装时进行微调,拼装对接过程中控制底轴高程和中心位置,及时复测调整整体轴线偏差,每节底轴安装完成后,均检测底轴同轴度、里程、高程,在满足设计单节同轴度小于等于1.0mm、整体同轴度小于等于3.0mm要求后,进行下一节轴管安装。
22、可选的,所述对接并焊接底轴的具体步骤为:
23、将相邻两根底轴对接并采用环缝焊接的方式进行对接焊接。
24、可选的,所述底轴环缝焊接的具体步骤为:
25、利用底轴套管将相邻两根底轴进行连接,然后再焊接,焊接时首先进行打底焊接,焊接厚度3mm,完成后作磁粉探伤,合格后进行第一阶段中间层焊接,焊接厚度30~40mm,智能焊接单层焊接厚度约5mm,交替往返,达到焊接厚度时,停止环缝焊接;
26、焊接完成后采用岩棉包裹降温,达到常温后,进行探伤、同轴度检测,合格后再进行表面覆盖层焊接,焊接完成冷却后,进行探伤检测,合格后进行退火消应处理。
27、可选的,所述安装门叶的具体步骤为:
28、在底轴上放出门叶中轴线及平行的门叶面板外缘线和后翼板外缘线,在外缘线上相对位置做好定位板,在安装门叶时定位使用;
29、首先安装定位节门叶,后依次安装中间节,最后安装另一侧止水节门叶;
30、整个门叶拼装完成后进行分段、分边、对称焊接,焊接顺序由中至边,按顺序焊接每节门叶边梁腹板,两侧同时进行,再以相同顺序焊接每节门叶边梁腹板,再焊接每节门叶中隔板,最后进行门叶面板焊接。
31、综上所述,本申请包括以下至少一种有益技术效果:
32、1.本申请采用将底轴与轴承总成和水封结构在厂内进行预组装,整体运输至现场吊装就位以及分段底轴管之间全位置智能自动焊机焊接的方法,减少了现场拼装及焊接,解决了拼装精度要求高、现场拼装和焊接工程量大的难题,降低了安全隐患,加快了现场施工进度,提高了安装效率;
33、2.本申请将底轴分段对接,并使用经纬仪、水准仪和钢弦线对每段底轴进行空间位置定位,使用api激光跟踪仪进行全位置尺寸复核,保证了底轴安装精度。
技术特征:
1.一种底轴驱动翻板闸门安装方法,其特征在于,步骤包括:
2.根据权利要求1所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述准备施工材料的具体步骤为:准备施工图纸,检测安装的工器具、量具、仪器和施工设备以及清理闸门工作面。
3.根据权利要求1所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述预组装底轴的具体步骤为:
4.根据权利要求1所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述运输闸门的具体方法为:
5.根据权利要求1所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述定位底轴的具体步骤为:
6.根据权利要求1所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述安装底轴的具体步骤为:
7.根据权利要求6所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述安装其余底轴的具体方法为:
8.根据权利要求1所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述对接并焊接底轴的具体步骤为:
9.根据权利要求8所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述底轴环缝焊接的具体步骤为:
10.根据权利要求1所述的一种底轴驱动翻板闸门安装方法,其特征在于:所述安装门叶的具体步骤为:
技术总结
本申请涉及一种底轴驱动翻板闸门安装方法,其包括将底轴与轴承总成和水封结构在厂内进行预组装,整体运输至现场吊装就位,首先在制造厂里将底轴轴承座、穿墙套管等按照设计图纸要求整体安装在底轴上,作初步调整后进行定位固定和保护,在将底轴运输至现场分节安装,定位焊接,底轴对接环缝采用管道全位置智能焊机焊接。底轴固定后,焊接小车自主在大直径底轴上爬行的方式实现管道的全位置智能焊接,底轴与门叶水平分节拼装,整个门叶拼装后,进行分段、分边、对称焊接,最后安装拐臂。本申请具有解决了拼装精度要求高、现场拼装和焊接工程量大的难题,降低了安全隐患,加快了现场施工进度,提高了安装效率的效果。
技术研发人员:康晓波,韩会林,王敬亮,赵鹏,周立阳,韩青莆,王康,杜广旭
受保护的技术使用者:中国安能集团第二工程局有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!