一种汽车拉手支架自动化组装设备及其组装方法与流程
本发明涉及汽车拉手支架组装领域,特别是涉及一种汽车拉手支架自动化组装设备及其组装方法。
背景技术:
1、汽车顶棚拉手是固定在汽车顶棚上,在汽车紧急制动或左右摇摆时时让乘车人员抓住来增加稳定性。汽车顶棚拉手包括呈c形的把手以及安装在c形把手两端的拉手支架,c形把手通过两端的拉手支架实现与汽车顶棚的转动连接。
2、拉手支架是拉手组件重要的零部件。参阅图1和图2,现有的拉手支架一般包括基座91、压片98和衣帽钩92,压片98安装在基座91的上端。基座91的上端设置有一凸台93,衣帽钩92通过转轴96与凸台93铰接。衣帽钩92上设置有卡钩94,凸台93上设置有可与卡钩94卡合限位的卡槽95。在基座91的底部还设置有一插柱97。现有的拉手支架组装,一般采用人工的方式,首先安装压片98,然后安装衣帽钩92,再通过机器将转轴96压入,实现衣帽钩92与基座91的连接,最后再将卡钩94和卡槽95卡合,此方式,人工强度较大,组装效率较低。
技术实现思路
1、(一)要解决的技术问题。
2、本发明所要解决的问题是提供一种汽车拉手支架自动化组装设备及其组装方法,以克服现有拉手支架组装人工强度较大和组装效率较低的缺陷。
3、(二)技术方案。
4、为解决所述技术问题,本发明提供一种汽车拉手支架自动化组装设备,包括。
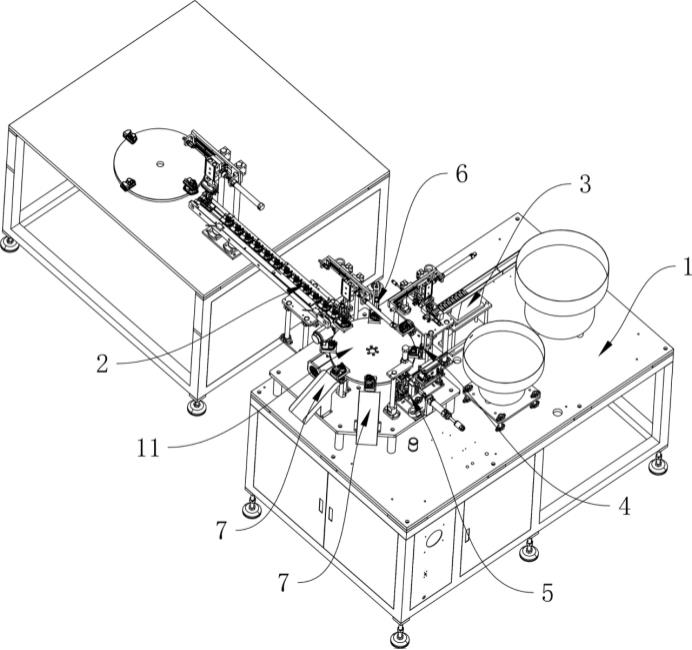
5、工作台,包括可转动的中心转盘以及沿所述中心转盘圆周方向间隔设置的基座上料工位、衣帽钩组装工位、卡合导正工位和穿轴工位。
6、基座上料组件,安装在所述基座上料工位处,包括传送带和第一夹爪机构,所述第一夹爪机构用于将所述传送带上的基座上料至所述中心转盘上。
7、衣帽钩组装组件,安装在所述衣帽钩组装工位处,包括可活动的吸头,所述吸头可吸附住衣帽钩并将其安装至所述基座的凸台上。
8、卡合导正组件,安装于所述卡合导正工位处,包括可沿斜向滑动的导正压头,所述导正压头可朝向所述衣帽钩靠拢,使所述衣帽钩的卡钩与所述凸台的卡槽扣合。
9、穿轴组件,安装于所述穿轴工位上,包括用于容置转轴的转轴座以及沿水平方向滑动安装在所述转轴座一侧的顶针,通过所述顶针将所述转轴推向所述衣帽钩,从而使所述衣帽钩与所述凸台实现铰接。
10、进一步的,所述穿轴组件还包括固定在所述工作台上的转轴振动盘、与所述转轴振动盘连接的第一导轨以及固定在所述转轴座与所述第一导轨之间的中转座,所述转轴座内沿水平方向设置有转轴容置孔;所述转轴座可进行转动,使所述转轴容置孔与所述中转座或所述顶针相对;所述转轴座在远离所述中转座的一侧安装有检测开关,所述转轴座上沿竖向设置有检测通孔,所述检测通孔连通所述转轴容置孔;所述穿轴组件还包括可沿竖向滑动的压紧头,所述压紧头用于穿轴时压紧所述衣帽钩。
11、进一步的,所述衣帽钩组装组件还包括固定在所述工作台上的衣帽钩振动盘以及与所述衣帽钩振动盘连接的第二导轨,所述第二导轨的端部沿水平方向滑动安装有承接滑块,所述承接滑块内设置有开口朝向所述第二导轨的承接槽;所述工作台上固定有第一机架,所述第一机架上沿水平方向滑动安装有第一滑座,所述第一滑座上沿竖向滑动安装有所述吸头,所述吸头位于所述承接滑块的上侧。
12、进一步的,所述中心转盘上环形间距设置有多个定位座,所述定位座的一端固定在所述中心转盘的上端,另一端凸出于所述中心转盘;所述定位座内设置有与所述基座外轮廓相匹配的定位槽,所述定位槽的底部与外界贯通,所述中心转盘的外圆周壁上在位于所述定位座的下侧内凹形成有容置槽。
13、进一步的,所述基座上料组件还包括第二夹爪机构,所述第二夹爪机构和所述第一夹爪机构分别设置在所述传送带的两端;所述第二夹爪机构与所述第一夹爪机构结构相同,均包括固定在所述工作台上的第二机架以及沿水平方向滑动安装在所述第二机架上的第二滑座,所述第二滑座上沿竖向滑动安装有气缸夹爪;所述基座上料组件还包括转动安装在所述工作台上的上料转盘,所述上料转盘上沿圆周方向等间距设置有多个与所述基座的插柱配合的插孔,所述第二夹爪机构用于将所述上料转盘上的基座上料至所述传送带上。
14、进一步的,所述导正压头朝向所述中心转盘的一端开设有导正槽,所述导正槽的两侧壁面相互垂直。
15、进一步的,所述中心转盘的外圆周上还设置有压片检测工位,所述压片检测工位位于所述基座上料工位和所述衣帽钩组装工位之间;所述压片检测工位上安装有压片检测组件,所述压片检测组件包括可沿竖向滑动的检测压头;检测时,所述检测压头朝向压片运动,通过所述检测压头的运动行程判断是否安装有所述压片。
16、进一步的,所述中心转盘的外圆周上还设置有废品下料工位和良品下料工位,所述废品下料工位和所述良品下料工位位于所述穿轴工位与所述基座上料工位之间;所述良品下料工位和所述废品下料工位上均安装有下料组件,所述下料组件包括倾斜设置的料斗以及可沿竖向滑动的顶杆,下料时通过所述顶杆,将产品顶至所述料斗内;所述废品下料工位处还安装有拍摄装置,所述拍摄装置通过是否拍摄到所述衣帽钩检测产品是否合格;当产品合格时,产品从所述良品下料工位下料;否则,从所述废品下料工位下料。
17、本发明还提供一种汽车拉手支架自动化组装设备的组装方法,包括以下步骤。
18、步骤s01,基座上料;在围绕中心转盘外圆周设置的基座上料工位上,第二夹爪机构将上料转盘上的基座夹取到传送带上,接着通过所述传送带将其上的所述基座输送至第一夹爪机构处,然后所述第一夹爪机构夹取所述传送带上的所述基座并将其放置到所述中心转盘上的定位座中。
19、步骤s02,衣帽钩组装;所述中心转盘转动送料至衣帽钩组装工位上,衣帽钩从衣帽钩振动盘中出料,经过第二导轨后到达承接滑块的承接槽内;然后所述承接滑块滑动至吸头的下侧,再通过所述吸头吸附住所述衣帽钩并将其安装至所述基座的凸台上。
20、步骤s03,卡合导正;在位于所述衣帽钩组装工位后侧的卡合导正工位上,导正压头沿倾斜方向朝向所述衣帽钩靠拢,通过导正槽使所述衣帽钩的卡钩与所述凸台的卡槽扣合。
21、步骤s04,穿设转轴;在穿轴工位处,首先压紧头下压压紧所述衣帽钩,接着转轴从转轴振动盘内出料,经第一导轨和中转座后到达转轴座的转轴容置孔内;然后所述转轴座转动至所述转轴与顶针对应,最后所述顶针朝向所述转轴座运动将所述转轴顶出,使所述衣帽钩与所述凸台实现铰接。
22、进一步的,在所述步骤s01和所述步骤s02之间还具有以下步骤。
23、步骤s011,压片检测;在压片检测工位上,检测压头朝向所述基座运动,通过所述检测压头的运动行程判断是否安装有压片。
24、当实际行程等于预设行程时,则检测合格,进入所述步骤s02。
25、当实际行程大于预设行程时,则检测不合格,进入步骤s041。
26、进一步的,在所述步骤s04之后还具有以下步骤。
27、步骤s041,废品检测和下料;在废品下料工位处,通过拍摄装置对所述基座进行拍摄。
28、若拍摄到所述基座上安装有所述衣帽钩,检测合格,则进入步骤s042。
29、否则,检测不合格;接着通过所述废品下料工位上的顶杆,将废品顶至所述废品下料工位上的料斗内进行卸料。
30、步骤s042,良品下料;通过良品下料工位上的顶杆,将良品顶至所述良品下料工位上的料斗内进行卸料。
31、(三)有益效果。
32、本发明提供的一种汽车拉手支架自动化组装设备及其组装方法,通过基座上料组件将安装有压片的基座上料至中心转盘上,中心转盘将工件带动至各工位;通过压片检测组件对是否安装有压片进行检测,采用衣帽钩组装组件将衣帽钩安装至基座上,然后卡合导正组件使卡钩和卡槽限位卡合,再通过穿轴组件使衣帽钩和基座铰接,最后通过下料组件对废品和良品分开下料,其能够实现衣帽钩的组装和检测,自动化程度高,人工强度小,组装质量较好,克服了现有拉手支架组装人工强度较大和组装效率较低的缺陷。
- 还没有人留言评论。精彩留言会获得点赞!