一种适于锌铝镁热轧材的生产设备的制作方法
本发明属于板坯热轧,特别涉及一种适于锌铝镁热轧材的生产设备。
背景技术:
1、热基锌铝镁,作为三元素镀层的新材料,以其优越耐蚀性的优势快速在市场上得到使用客户的接受。热基锌铝镁,对热扎基材表面质量要求高于其他热基涂镀板材。
2、当前锌铝镁热轧材一般采用传统热轧工序生产,如图1所示,常规热轧产线工序为:板坯加热→高压水除磷→可逆式一立一平双机架粗轧→热卷箱→转毂剪→7机架精轧机组→层流冷却→卷取。但是在生产>5.0mm厚规格热基锌铝镁基材时,发现此工艺生产的热基锌铝镁基材存在表面质量差,工序生产成本高,板材凸度偏差大等问题。
技术实现思路
1、本发明的目的在于提供一种适于锌铝镁热轧材的生产设备,能够缩短扎制时间,减少二次氧化铁皮的产出,表面质量高;
2、为达到上述目的,本发明采用的技术方案是:
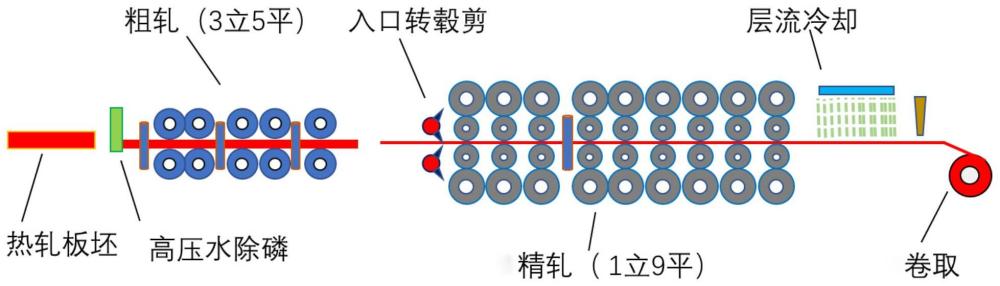
3、一种适于锌铝镁热轧材的生产设备,包括沿板坯前进方向依次设置的加热炉、高压水除鳞装置、粗轧机组、精扎机组、层流冷却机和卷取机,
4、所述粗轧机组包括依次设置的e1立辊轧机、r1平辊轧机、r2平辊轧机、e2立辊轧机、r3平辊轧机、r4平辊轧机、e3立辊轧机和r5平辊轧机,所述r1平辊轧机、r2平辊轧机、r3平辊轧机、r4平辊轧机和r5平辊轧机均为双辊轧机,
5、所述精扎机组包括依次设置的e4立辊轧机、f1平辊轧机、f2平辊轧机、f3平辊轧机、f4平辊轧机、f5平辊轧机、f6平辊轧机、f7平辊轧机、f8平辊轧机和f9平辊轧机,所述f1平辊轧机、f2平辊轧机、f3平辊轧机、f4平辊轧机、f5平辊轧机、f6平辊轧机、f7平辊轧机、f8平辊轧机和f9平辊轧机均为四辊轧机。
6、优选的,所述r1平辊轧机、r2平辊轧机、r3平辊轧机、r4平辊轧机和r5平辊轧机的工作辊直径均为720-780mm;所述e1立辊轧机和e2立辊轧机的工作辊直径均为600-650mm;所述e3立辊轧机的工作辊直径为550-600mm。
7、优选的,所述粗轧机组将板坯轧到厚度为28~35mm,板坯离开r5平辊轧机后温度控制在1000±30℃。
8、优选的,所述f1平辊轧机、f2平辊轧机、f3平辊轧机、f4平辊轧机、f5平辊轧机、f6平辊轧机、f7平辊轧机、f8平辊轧机和f9平辊轧机的支撑辊直径为720-790mm;所述f1平辊轧机、f2平辊轧机、f3平辊轧机和f4平辊轧机的工作辊直径为400-440mm;所述f5平辊轧机、f6平辊轧机、f7平辊轧机、f8平辊轧机和f9平辊轧机的工作辊直径为360-400mm;所述e4立辊轧机的直径为550-600mm。
9、优选的,所述精轧机组的穿带速度8m/s,板坯离开f9平辊轧机的温度控制在850℃,板坯离开f9平辊轧机的速度最大为16m/s。
10、优选的,所述粗轧机组和精扎机组之间设置有入口转毂剪。
11、本发明粗扎机组通过三立五平粗轧实现热轧板坯一次成型,多机架双辊轧制,有利于粗轧宽度精度控制,生产效率高,减少温降对轧制生产的影响,减少二次氧化铁皮的产出,适合生产厚规格锌铝镁热轧材,经济性优于可逆式轧程及四辊轧制;
12、本发明精扎机组通过采用一立九平连轧,缩短精轧轧制时间,减少卷曲前与空气的接触时间,有利于减少氧化铁皮的生成,有利于板材凸度和板形的控制,板材氧化铁皮少;
13、本发明采用一次成型工艺方法,有效提升轧制水平,热轧单卷生产时间短,能耗低;
14、本发明中粗轧采用双辊不可逆轧制,不设置热卷箱,锌铝镁热轧基料单项工序成本低,减少设备的运行维护。
技术特征:
1.一种适于锌铝镁热轧材的生产设备,其特征在于,包括沿板坯前进方向依次设置的加热炉、高压水除鳞装置、粗轧机组、精扎机组、层流冷却机和卷取机,
2.根据权利要求1所述的适于锌铝镁热轧材的生产设备,其特征在于,所述r1平辊轧机、r2平辊轧机、r3平辊轧机、r4平辊轧机和r5平辊轧机的工作辊直径均为720-780mm;所述e1立辊轧机和e2立辊轧机的工作辊直径均为600-650mm;所述e3立辊轧机的工作辊直径为550-600mm。
3.根据权利要求1所述的适于锌铝镁热轧材的生产设备,其特征在于,所述粗轧机组将板坯轧到厚度为28~35mm,板坯离开r5平辊轧机后温度控制在1000±30℃。
4.根据权利要求1所述的适于锌铝镁热轧材的生产设备,其特征在于,所述f1平辊轧机、f2平辊轧机、f3平辊轧机、f4平辊轧机、f5平辊轧机、f6平辊轧机、f7平辊轧机、f8平辊轧机和f9平辊轧机的支撑辊直径为720-790mm;所述f1平辊轧机、f2平辊轧机、f3平辊轧机和f4平辊轧机的工作辊直径为400-440mm;所述f5平辊轧机、f6平辊轧机、f7平辊轧机、f8平辊轧机和f9平辊轧机的工作辊直径为360-400mm;所述e4立辊轧机的直径为550-600mm。
5.根据权利要求1所述的适于锌铝镁热轧材的生产设备,其特征在于,所述精轧机组的穿带速度8m/s,板坯离开f9平辊轧机的温度控制在850℃,板坯离开f9平辊轧机的速度最大为16m/s。
6.根据权利要求1所述的适于锌铝镁热轧材的生产设备,其特征在于,所述粗轧机组和精扎机组之间设置有入口转毂剪。
技术总结
本发明涉及一种适于锌铝镁热轧材的生产设备,包括沿板坯前进方向依次设置的加热炉、高压水除鳞装置、粗轧机组、精扎机组、层流冷却机和卷取机,所述粗轧机组包括依次设置的E1立辊轧机、R1平辊轧机、R2平辊轧机、E2立辊轧机、R3平辊轧机、R4平辊轧机、E3立辊轧机和R5平辊轧机;所述精扎机组包括依次设置的E4立辊轧机、F1平辊轧机、F2平辊轧机、F3平辊轧机、F4平辊轧机、F5平辊轧机、F6平辊轧机、F7平辊轧机、F8平辊轧机和F9平辊轧机。本发明粗扎机组通过三立五平粗轧实现热轧板坯一次成型,多机架双辊轧制,有利于粗轧宽度精度控制,生产效率高,减少温降对轧制生产的影响,减少二次氧化铁皮的产出,适合生产厚规格锌铝镁热轧材。
技术研发人员:苏世杰,张保菊,游加伟
受保护的技术使用者:山西晋钢智造科技实业有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!