一种回转窑用耐火内衬复合结构制造方法与流程
本发明涉及回转窑用耐火内衬复合结构,尤其涉及一种回转窑用耐火内衬复合结构制造方法。
背景技术:
1、回转窑用耐火内衬复合结构一般采用陶瓷纤维模块,其目的是为了简化和加快回转窑窑炉施工、提高炉衬整体性而推出的新型耐火炉衬制品。该产品颜色洁白、尺寸规整,能直接固定于工业回转窑窑炉炉壳钢板锚固钉上,具有良好的耐火隔热效果,提高了窑炉耐火隔热的整体性,推动了窑炉砌筑技术的进步。
2、专利号为cn206317469u的专利文献公开了一种s型陶瓷纤维复合模块,包括呈s型折叠状的纤维毯本体以及安装在纤维毯本体内的用于使得纤维毯本体保持s型折叠状态的紧固件,纤维毯本体由一普通陶瓷纤维毯以及一至少耐1500℃高温的纤维毯复合而成,至少耐1500℃高温的纤维毯在折叠后位于纤维毯本体的外侧。
3、传统的陶瓷纤维复合模块在制作时大多都是将两块纤维毯叠放在一起,随后人工再将两块限位毯同步折成s型。由于两块纤维毯叠加之后的厚度变厚,因此上述成型方式会造成纤维模块在纤维毯的弯折处不平齐,从而会降低陶瓷纤维复合模块成型质量,并且传统的加工方式生产效率较低;同时传统的陶瓷纤维复合模块在成型之后大多为长方体型,在完成组装之后,相邻两组纤维模块之间缺乏相互作用力,稳定性较差。
技术实现思路
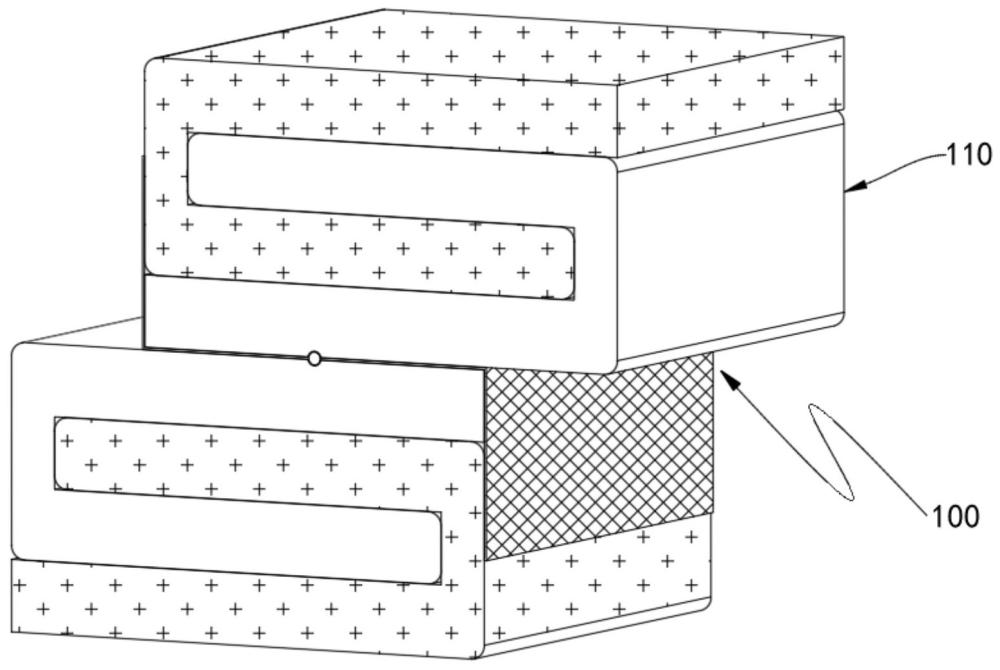
1、本发明的目的是针对现有技术的不足之处,通过设置一种回转窑用耐火内衬复合结构,模块组件由模块外层与模块内层相互交错复合而成,这种复合方式可以有效地提高两个不同纤维毯之间的稳定性,并且可以使得纤维毯在弯折处尽量保持平齐,极大地提高了产品的成型质量;同时内衬复合结构总成包括两组上、下交错设置的模块组件,内衬复合结构总成呈z字型,在同一排的内衬复合结构总成相互拼接安装时,相邻两个z字型的内衬复合结构总成可以相互堆叠、拼接在一起,提高了相邻两个内衬复合结构总成的相互作用效果,进一步保证了内衬复合结构总成在安装完成后的稳定性,从而解决了传统的复合模块成型质量差、生产效率低以及组装之后稳定性差的技术问题。
2、针对以上技术问题,采用技术方案如下:一种回转窑用耐火内衬复合结构,包括:
3、内衬复合结构总成,所述内衬复合结构总成由两组上、下交错设置的模块组件、设置在两个所述模块组件之间的套管以及埋入两个所述模块组件内部的锚固件组成;
4、所述模块组件包括:
5、模块内层;
6、模块外层,所述模块外层与所述模块内层相互交错复合而成;
7、加强层,所述加强层包括呈l型设置的加强网以及设置在其中加强网的一端且截面为半圆环形的导向管。
8、本回转窑用耐火内衬复合结构的有益效果:
9、(1)本发明中通过设置模块组件由模块外层与模块内层相互交错复合而成,这种复合方式可以有效地提高两个不同纤维毯之间的稳定性,并且可以使得纤维毯在弯折处尽量保持平齐,极大地提高了产品的成型质量;同时内衬复合结构总成包括两组上、下交错设置的模块组件,内衬复合结构总成呈z字型,在同一排的内衬复合结构总成相互拼接安装时,相邻两个z字型的内衬复合结构总成可以相互堆叠、拼接在一起,提高了相邻两个内衬复合结构总成的相互作用效果,进一步保证了内衬复合结构总成在安装完成后的稳定性。
10、一种回转窑用耐火内衬复合结构的制备方法,包括以下步骤:
11、s1:模块内层与模块外层复合工序,将模块内层以及模块外层依次堆叠在一起之后,在第一输送机构配合承载机构以及推动机构即可将模块内层和模块外层组装在一起;
12、s2:模块组件成型工序,完成s1中的模块内层与模块外层在翻转机构的带动下转运至第二输送机构上,并配合组装组件将加强层与模块内层、模块外层进行装配;
13、s3:内衬复合结构总成内衬复合结构总成成型工序,完成s2后的两组模块组件在依次经过第一翻转组件、第二翻转组件以及平推组件之后,两组模块组件与锚固件、套管组装成内衬复合结构总成;
14、s4:内衬复合结构总成打包工序,完成s3后的内衬复合结构总成被转运至打包机构处并完成打包工作。
15、作为优选,所述模块组件成型工序中,所述加强层中的加强网为铁丝网,半圆环形的所述导向管与所述加强网焊接制成。
16、作为优选,内衬复合结构总成成型工序中的所述锚固件优选采用单孔吊挂式或蝶形金属锚固件,材质为cr25ni20或者1cr18ni9ti。
17、本回转窑用耐火内衬复合结构的制备方法的有益效果:
18、(1)本发明中通过模块内层与模块外层复合工序、模块组件成型工序、内衬复合结构总成成型工序以及内衬复合结构总成打包工序,将模块内层和模块外层交错组装在一起之后配合加强层形成模块组件,随后两组模块组件在依次经过第一翻转组件、第二翻转组件以及平推组件之后,两组模块组件与锚固件、套管组装成内衬复合结构总成,最后完成打包工作,利用上述制备方法生产的内衬复合结构总成生产效率高,并且保证了产品的结构稳定性。
19、本发明还提供了与一种回转窑用耐火内衬复合结构的制备方法相适配的一种回转窑用耐火内衬复合结构的生产设备,其包括:
20、第一输送机构,沿所述第一输送机构的传动方向阵列设置有若干组用于承载模块内层以及模块外层的承载机构,沿所述第一输送机构的传动方向上还设置有用于将模块内层或模块外层摊平的推动机构;
21、所述承载机构包括承载底座、设置在所述承载底座两侧分别用于承接模块内层与模块外层的第一承载板与第二承载板、设置在承载底座上且分别用于驱动所述第一承载板与所述第二承载板转动的第一驱动件与第二驱动件以及设置在承载底座上且分别用于夹持所述模块内层以及模块外层的第一夹持件与第二夹持件。
22、作为优选,所述第一驱动件包括与所述第一承载板相连接的蜗轮、与所述蜗轮相配合的蜗杆、与所述蜗杆同轴相连的第一齿轮、与所述第一齿轮相配合的第二齿轮以及与所述第二齿轮同轴设置且连接在所述承载底座上的第三齿轮;
23、所述第一输送机构上设置有分别与所述第三齿轮相配合的第一齿条与第二齿条,所述第一齿条与所述第二齿条驱动所述第三齿轮反向转动;
24、所述第一夹持件包括固定设置在所述承载底座上的固定架、转动设置在所述固定架内部的转动块、与所述转动块转动设置且另一端连接有两块支撑板的连接杆、分别与两个所述支撑板相连接的缓冲弹簧以及设置在所述缓冲弹簧的一端且用于压紧模块内层的压板。
25、作为优选,所述第一输送机构上还设置有导向组件,所述导向组件包括与所述第一输送机构相连接的导向板、两排设置在所述导向板下端且与所述导向板转动连接的导向轮以及设置在所述导向板下端且位于两排所述导向轮之间的第一涂胶件。
26、作为优选,所述推动机构包括与第一驱动单元相连接且设置在第一固定板上的转动盘、设置在所述转动盘上的第一转杆、与所述第一转杆相连接的推板件、与所述推板件相连接且设置在第二固定板上的第二转杆以及设置在所述推板件下端的第二涂胶件;
27、所述推板件包括推动板以及两块设置在所述推动板下端且平行设置的外板与内板。
28、作为优选,所述第一输送机构的一端还设置有翻转机构,所述翻转机构将第一输送机构上输送下来的模块组件翻转90°后并转移至第二输送机构中;
29、所述翻转机构包括通过第二驱动单元驱动的翻转齿轮、与所述翻转齿轮同轴相连接的翻转盘设置在所述翻转盘内部的底板以及与所述底板相连接的第一伸缩单元。
30、作为优选,所述第二输送机构包括第一输送单元、设置在所述第一输送单元上用于将加强层与模块内层、模块外层进行装配的组装组件;
31、所述组装组件包括用于转运加强层的转运件以及连接在转运件一端的夹持件。
32、作为优选,所述第二输送机构还包括设置在所述第一输送单元一侧的第二输送单元以及沿所述第二输送单元的传动方向上依次设置的第一翻转组件、第二翻转组件以及平推组件;
33、所述第二输送单元的一侧设置有限位挡板;
34、所述第一翻转组件包括设置在所述第二输送单元下端的第一升降单元以及设置在所述第一升降单元上用于将模块组件的一端顶起的顶板;
35、所述第二翻转组件包括用于将所述模块组件依次翻转90°的第一翻转件与第二翻转件,所述第一翻转件包括设置在所述第二输送单元外侧的第二升降单元以及与所述第二升降单元相连接的阻拦杆,所述第二翻转件包括设置在所述第二输送单元外侧的第三升降单元、与所述第三升降单元相连接的第二伸缩单元以及与所述第二伸缩单元相连接且用于将模块组件推动的第一推板;
36、所述平推组件包括设置在所述第二输送单元外侧的第三伸缩单元以及与所述第三伸缩单元相连接的第二推板。
37、作为优选,所述第二输送机构的一侧还设置有打包机构,所述打包机构包括支撑底座、两组设置在所述支撑底座上且与液压驱动单元相连接的侧挤压板,所述侧挤压板的一侧在对应于所述内衬复合结构总成的开口位置处设置有副挤压板。
38、本回转窑用耐火内衬复合结构的生产设备的有益效果:
39、(1)本发明中通过设置承载机构包括用于控制承载板转动的驱动件以及用于夹持模块内层或模块外层的夹持件,将模块内层以及模块外层依次堆叠在一起之后,在第一输送机构带动模块内层以及外层向前输送时,驱动件会配合承载板带动模块内层或模块外层转动,再配合推动机构将模块内层或模块外层翻折并推平,在完成多次上述工作之后,即可将模块内层和模块外层组装在一起,自动化程度高,在保证模块组件具有良好成型效果的同时极大地提高了产品的生产效率;
40、(2)本发明中通过设置翻转机构以及第二输送机构,翻转机构可以将第一输送机构上输送下来的模块组件翻转90°后并转移至第二输送机构中,此时模块组件中的弯折处会竖直向上,再配合第二输送机构中的组装组件即可快速将加强层放置在模块组件的上端并完成装配工作;
41、(3)本发明中通过设置第二输送机构包括第二输送单元以及沿第二输送单元的传动方向上依次设置的第一翻转组件、第二翻转组件以及平推组件,当模块组件在第二输送单元上移动时,模块组件首先接触第一翻转组件并翻转90°,便于后续两个不同模块组件之间的装配工作,第一个模块组件会在不接触第二翻转组件的情况下移动至第二输送单元的尾部,随后在平推组件的推动下被推动至合适的位置,第二个模块组件会接触第二翻转组件并转动180°,此时两个模块组件中放置有导向管的一面会相互抵接并完成装配,两个半圆环形的导向管相互配合并形成一个圆形管,在组装时,便于内衬复合结构总成快速插入至锚固杆的内部。
42、综上所述,该设备具有产品成型质量高、生产效率高的优点,尤其适用于陶瓷纤维技术领域。
- 还没有人留言评论。精彩留言会获得点赞!