一种石英筒焊接治具及方法与流程
本发明涉及一种石英产品加工技术,更具体地说,它涉及一种石英筒焊接治具及方法。
背景技术:
1、目前,石英筒加工过程中需要进行翅片的焊接,焊接过程中需要保证翅片的同轴度和间距,传统的操作方式是在翅片间垫上固定高度的石墨片,保证间距;再用几个石墨块同时径向向中间移动挤压保证同轴度,最后再进行焊接。这种操作方式比较繁琐,使用的辅助零件较多,而且石墨块容易磨损,需要定期更换。
技术实现思路
1、为了克服上述不足,本发明提供了一种石英筒焊接治具及方法,石英筒焊接操作方便,减少了辅助零件,提升了工作效率。
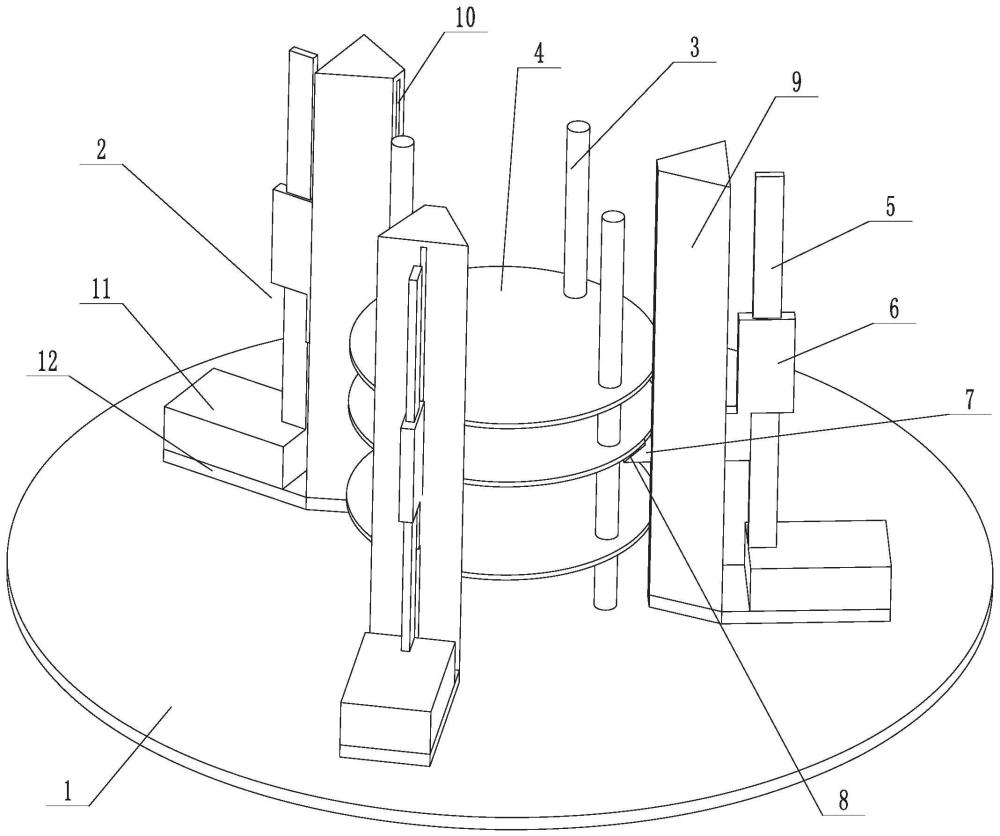
2、为了解决上述技术问题,本发明采用以下技术方案:一种石英筒焊接治具,包括底座和周向均布设置在底座上的若干支撑组件,石英筒包括若干石英柱和若干翅片,支撑组件包括立杆和升降移动安装在立杆上的滑座,滑座上设置支撑翅片的支撑头;底座上周向均布设置若干立式挡块,立式挡块与翅片边缘靠合实现对翅片的径向定位。
3、石英筒由石英柱和翅片焊接而成,翅片上设有插孔,石英柱和插孔插装后在插接位置进行焊接。周向均布设置的若干立式挡块对翅片进行周向定位,保证翅片的同轴度。一个翅片焊接完成后,向外移开支撑组件,并将滑座向上移动,移动的距离和相邻两翅片之间的间距一致,之后再将支撑组件向内移动使支撑头能够支撑到上一个翅片。然后将下一个翅片套入立式挡块之间,翅片上的插孔与石英柱对应插装,翅片支撑到支撑头后再进行焊接。支撑组件上的滑座能够升降移动,保证相邻两翅片之间的间距,石英筒焊接操作便捷,减少了辅助零件,提升了工作效率。
4、作为优选,支撑组件和立式挡块一一对应设置,立式挡块上设置供支撑头通过的避让槽。
5、支撑组件和立式挡块一一对应,在焊接过程中立式挡块能遮挡火焰,防止火焰对支撑组件造成损伤。避让槽方便了支撑头的移动进出。
6、作为优选,立杆下端设置支撑块,支撑块支撑在底座上。
7、支撑块的设置保证了立杆的平稳支撑。
8、作为优选,立杆上设置刻度尺,滑座上设置锁止螺钉,锁止螺钉抵接在立杆上实现滑座的定位。
9、刻度尺的设置便于掌控滑座移动的距离。滑座移动到位后通过锁止螺钉实现定位,定位方便可靠。
10、作为优选,立式挡块为石墨材质。
11、石墨材质的立式挡块耐高温,不易变形。
12、另一种方案,立杆上间隔设置若干定位弹销,上下相邻两定位弹销的间距与上下相邻两翅片的间距相等,滑座上设置定位孔,滑座升降移动使定位弹销弹入定位孔中实现定位。
13、滑座和立杆之间通过定位孔和定位弹销实现定位锁止。当一个翅片焊接完成升降调节滑座位置时,只需要将滑座定位孔内的定位弹销向内压动,然后向上滑动滑座,使滑座上的定位孔与上一个定位弹销对应插装即可实现滑座的精准升降。滑座上下调节位置操作方便,调节位置精准可靠。
14、作为优选,底座上转动安装转动环,立杆下端设置移动块,移动块径向移动安装在底座上,转动环和移动块之间铰接推拉连杆,转动环转动通过推拉连杆带动移动块径向移动。
15、滑座上下调节位置之前需要将支撑组件向外移动,此时转动环转动通过推拉连杆带动移动块径向向外移动,使支撑头与翅片分离。滑座位置调节到位后,转动环反向转动使立杆向内移动,进而使支撑头能够支撑上一个翅片。转动环转动使所有支撑组件同步移动,而不需要将支撑组件一个个地进行移动,能够提高工作效率,而且所有支撑组件同步移动,移动距离一致性好,有利于对翅片的平稳支撑。
16、作为优选,转动环上设置把手,把手上安装滑动设置的锁止座,锁止座和把手之间安装定位弹簧,锁止座上设置锁止销,底座上和锁止销对应设置锁止孔,转动环转动到位后锁止销插入锁止孔中。
17、通过把手对转动环进行转动,操作方便。转动环转动到位后,在定位弹簧作用下,锁止销插入到锁止孔中实现了转动环的定位,也就实现了支撑组件的定位。转动环转动时,将锁止座向外拨动,使锁止销脱离锁止孔,定位约束消除。
18、一种石英筒焊接方法,利用石英筒焊接治具进行石英筒的焊接操作,包括以下步骤:
19、s1,移动滑座使支撑头处于支撑最下方翅片的高度位置;
20、s2,将翅片装入立式挡块围成的区域内使翅片支撑在支撑头上;
21、s3,安装石英柱,翅片上和石英柱对应设置插孔,石英柱与翅片上的插孔插装连接;
22、s4,对石英柱和插孔之间的位置进行焊接;
23、s5,向外移动立杆,使支撑头与翅片分离,并将滑座向上移动一个工位使支撑头能够支撑上一个翅片,再将立杆向内移动;
24、s6,将下一个翅片装入立式挡块围成的区域内使翅片支撑在支撑头上且翅片上的插孔与石英柱对应插接;
25、s7,重复步骤s4至s6,直到完成所有翅片的焊接,最终形成石英筒,最后将支撑组件向外移开,取出石英筒。
26、石英筒焊接过程中,通过焊接治具进行定位,立式挡块实现了翅片的周向定位,从而保证翅片的同轴度。支撑组件对翅片进行支撑,保证相邻两翅片之间的间距。焊接操作方便,减少了辅助零件,提升了工作效率。
27、一种石英筒焊接方法,利用石英筒焊接治具进行石英筒的焊接操作,包括以下步骤:
28、s1,移动滑座使支撑头处于支撑最下方翅片的高度位置,立杆上的定位弹销与滑座上的定位孔对应插接实现滑座的定位;
29、s2,将翅片装入立式挡块围成的区域内使翅片支撑在支撑头上;
30、s3,安装石英柱,翅片上和石英柱对应设置插孔,石英柱与翅片上的插孔插装连接;
31、s4,对石英柱和插孔之间的位置进行焊接;
32、s5,转动环转动通过推拉连杆带动移动块径向向外移动,使支撑头与翅片分离,并将滑座向上移动,使立杆上上一个定位弹销与滑座上的定位孔对应插接实现滑座的定位,再将转动环反向转动使立杆向内移动,进而使支撑头能够支撑上一个翅片;
33、s6,将下一个翅片装入立式挡块围成的区域内使翅片支撑在支撑头上且翅片上的插孔与石英柱对应插接;
34、s7,重复步骤s4至s6,直到完成所有翅片的焊接,最终形成石英筒,最后将支撑组件向外移开,取出石英筒。
35、石英筒焊接过程中,当一个翅片焊接完成升降调节滑座位置时,只需要将滑座定位孔内的定位弹销向内压动,然后向上滑动滑座,使滑座上的定位孔与上一个定位弹销对应插装即可实现滑座的精准升降。滑座上下调节位置操作方便,调节位置精准可靠。滑座上下调节位置之前需要将支撑组件向外移动,此时转动环转动通过推拉连杆带动移动块径向向外移动,使支撑头与翅片分离。滑座位置调节到位后,转动环反向转动使立杆向内移动,进而使支撑头能够支撑上一个翅片。转动环转动使所有支撑组件同步移动,而不需要将支撑组件一个个地进行移动,能够提高工作效率,而且所有支撑组件同步移动,移动距离一致性好,有利于对翅片的平稳支撑。
36、与现有技术相比,本发明的有益效果是:(1)石英筒焊接操作方便,减少了辅助零件,提升了工作效率;(2)滑座上下移动调节位置操作方便,调节位置精准可靠;(3)转动环转动使所有支撑组件同步移动,而不需要将支撑组件一个个地进行移动,能够提高工作效率,而且所有支撑组件同步移动,移动距离一致性好,有利于对翅片的平稳支撑。
- 还没有人留言评论。精彩留言会获得点赞!