一种电缆生产用模芯垫环及跨芯轴型号装配模具生产方法与流程
本发明涉及电缆生产挤铝机模具装配,特别是涉及一种电缆生产用模芯垫环及跨芯轴型号装配模具生产方法。
背景技术:
1、挤铝机为生产高压电缆挤制成型铝护套的设备,由于工艺稳定控制难度大且机头、芯轴、模具均为进口备件,均存在采购周期长、采购成本高的特点,一般不同型号芯轴仅采购1~2个用于生产,不同型号的芯轴所需匹配的模芯外形尺寸存在较大差异,通常情况下某型号芯轴仅可采用匹配芯轴尺寸的模芯进行装配。同时挤铝机设备还存在装配调试时间长的特点,常常存在一次调试不成功再重新拆装(通常周期在1周以上)的情况,造成大量的时间浪费。同时由于市场需求多变,不同的相邻规格产品在交货期趋于相同时,由于芯轴个数限制,常常会造成交期延迟的现象,例如在采用3号芯轴装配了1~2个规格进行生产后,就无法装配第三个需要3号芯轴装配的产品规格进行调试生产。
2、因此,本领域技术人员致力于开发一种可以采用大一个型号的芯轴搭配小一个型号的芯轴的模具进行装配的电缆生产用模芯垫环及跨芯轴型号装配模具生产方法。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明公开了一种电缆生产用模芯垫环及跨芯轴型号装配模具生产方法,所要解决的技术问题是提供一种可以采用大一个型号的芯轴搭配小一个型号的芯轴的模具进行装配的电缆生产用模芯垫环及跨芯轴型号装配模具生产方法。
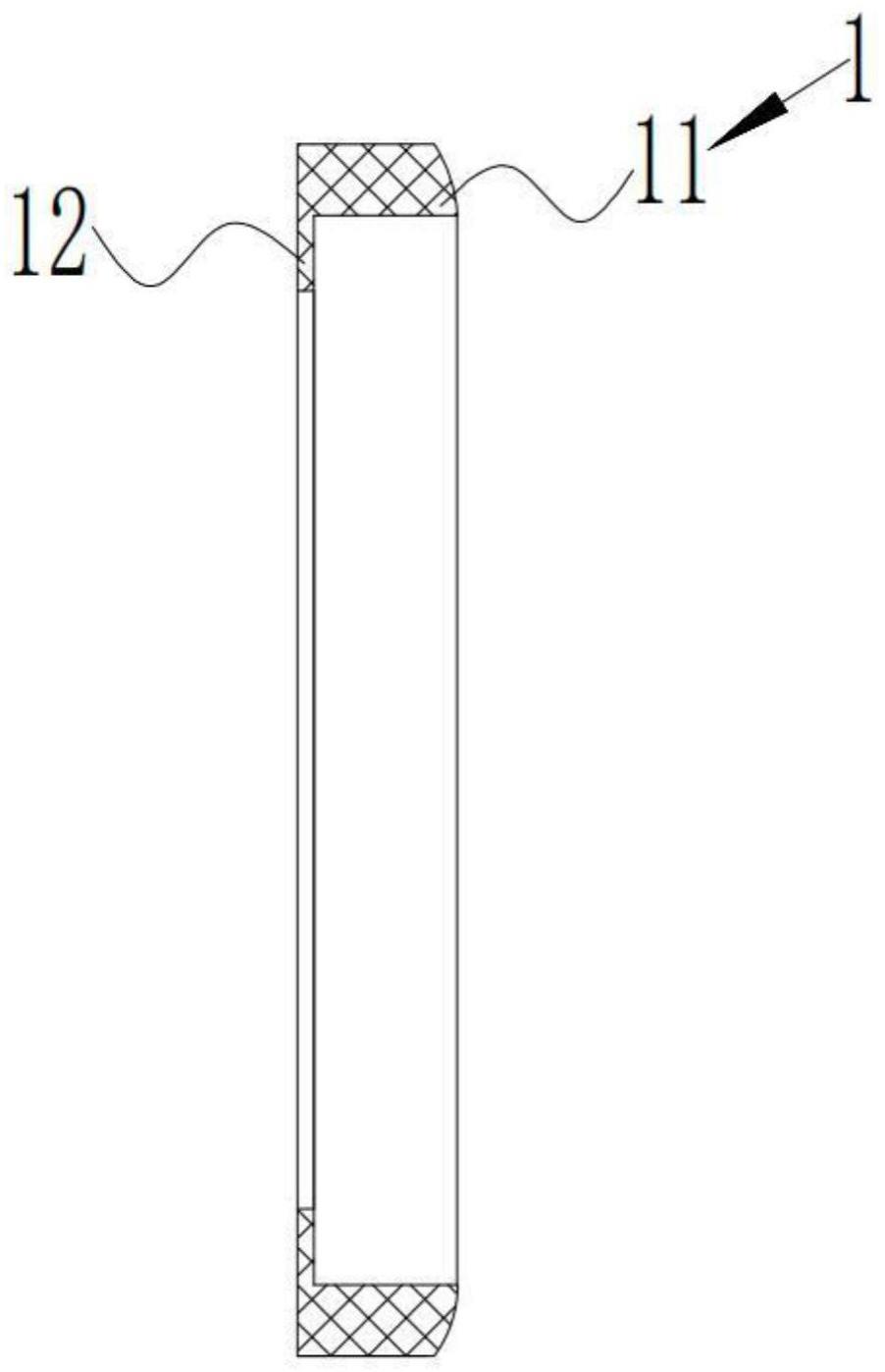
2、为实现上述目的,本发明提供了一种电缆生产用模芯垫环,包括环形支撑部,所述环形支撑部的底部垂直连接有环形底部;所述环形支撑部的外直径h1与n+1号模芯的底部外直径hn+1相同,环形支撑部的内直径h2与n号模芯的底部外直径hn相同;所述环形底部的厚度d与n号模芯的高度dn之和为n+1号模芯的高度dn+1;其中,n的取值为正整数。
3、优选的,所述环形底部的宽度小于所述n号模芯的底部厚度bn,这样避免安装n号模芯后环形底部超过n号模芯的底部,造成干涉模具。
4、优选的,所述n号模芯的底部外直径hn与所述n+1号模芯的底部外直径hn+1的公差取值均为下公差。
5、优选的,所述n号模芯的高度dn与所述n+1号模芯的高度dn+1的公差取值均为上公差。
6、优选的,所述环形支撑部和环形底部可配合于芯轴的模具安装内孔中。
7、本发明还提供了一种跨芯轴型号装配模具生产方法,采用如上所述的电缆生产用模芯垫环,包括如下步骤:
8、1)各组件清洁干净后先将芯轴放入机头中;
9、2)将模芯垫环放入与n+1号模芯相配合的芯轴的模具安装内孔中,再将n号模芯放入,再通过钢制垫片插入缝隙进行紧固:
10、3)依次将芯轴、支撑环和模套放入机头中后拧紧大螺母将所有模具位置固定;
11、4)最后将装配好的机头吊入挤铝机试开机,再次确定各模具间相对位置合适后才可开机。
12、本发明的有益效果是:
13、通过增加模芯垫环,可以在n号模芯外安装上模芯垫环,从而使n号模芯的安装尺寸同n+1号模芯的安装尺寸。即采用大一个型号的芯轴搭配小一个型号芯轴的模具进行装配,解决了芯轴占用无法进行装配调试导致交期延迟的问题,同时节约了采购成本。本发明针对现有装配模具条件的限制,利用增加模芯垫环,实现跨芯轴型号装配挤铝机模具生产,使之在使用大芯轴装配小芯轴模具进行生产调试,提高挤铝机生产调试的效率,节省了装配调试时间,具有方法简单、效果显著、成本低等优点。
技术特征:
1.一种电缆生产用模芯垫环,其特征在于:包括环形支撑部(11),所述环形支撑部(11)的底部垂直连接有环形底部(12);所述环形支撑部(11)的外直径h1与n+1号模芯(3)的底部外直径hn+1相同,环形支撑部(11)的内直径h2与n号模芯(2)的底部外直径hn相同;所述环形底部(12)的厚度d与n号模芯(2)的高度dn之和为n+1号模芯(3)的高度dn+1;其中,n的取值为正整数。
2.如权利要求1所述的电缆生产用模芯垫环,其特征在于:所述环形底部(12)的宽度小于所述n号模芯(2)的底部厚度bn。
3.如权利要求1所述的电缆生产用模芯垫环,其特征在于:所述n号模芯(2)的底部外直径hn与所述n+1号模芯(3)的底部外直径hn+1的公差取值均为下公差。
4.如权利要求1所述的电缆生产用模芯垫环,其特征在于:所述n号模芯(2)的高度dn与所述n+1号模芯(3)的高度dn+1的公差取值均为上公差。
5.如权利要求1所述的电缆生产用模芯垫环,其特征在于:所述环形支撑部(11)和环形底部(12)可配合于芯轴(4)的模具安装内孔中。
6.一种跨芯轴型号装配模具生产方法,采用如权利要求1至5任意一项的所述的电缆生产用模芯垫环,其特征在于:包括如下步骤:
技术总结
本发明涉及电缆生产挤铝机模具装配技术领域,特别是涉及一种电缆生产用模芯垫环及跨芯轴型号装配模具生产方法。本发明公开了一种电缆生产用模芯垫环,包括环形支撑部,环形支撑部的底部垂直连接有环形底部;环形支撑部的外直径H<subgt;1</subgt;与N+1号模芯的底部外直径H<subgt;N+1</subgt;相同,环形支撑部的内直径H<subgt;2</subgt;与N号模芯的底部外直径H<subgt;N</subgt;相同;环形底部的厚度D与N号模芯的高度D<subgt;N</subgt;之和为N+1号模芯的高度D<subgt;N+1</subgt;;其中,N的取值为正整数。本发明解决的技术问题是致力于开发一种可以采用大一个型号的芯轴搭配小一个型号的芯轴的模具进行装配的电缆生产用模芯垫环及跨芯轴型号装配模具生产方法。
技术研发人员:朱俊宇,张长午,何帅,佘生龙,蒋远力,代文鑫,程明亮,许亮,姜雪迪,赵恒,宋国林,赖成志,胡裕明,郭德富,单娟,赵欢庆
受保护的技术使用者:重庆泰山电缆有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!