一种摆动点环激光-电弧复合焊接方法与流程
本发明涉及激光加工,具体涉及一种摆动点环激光-电弧复合焊接方法。
背景技术:
1、中厚壁金属结构在航空航天、船舶制造、轨道交通和汽车工业等领域有着大量的应用。作为一种高效的焊接方法,激光-电弧复合焊在中厚壁构件的焊接领域应用广泛。激光的能量密度高,加热范围小,可以获得较大的熔深和较小的热影响区,电弧提高了激光焊的间隙搭桥能力,促进母材对激光的吸收。同时,匙孔中向外剧烈喷发的光致等离子体提高了电弧内部的带电粒子密度,增强了电弧的导电性,将电弧压缩在匙孔周围,使电弧在焊接过程中的稳定性得到提升,有利于获得成形质量良好的激光-电弧复合焊接头。然而常规的激光-电弧复合焊均以激光作为主要热源,电弧作为辅助热源,即大功率激光以深熔焊模式实现在母材厚度方向上的熔透,电弧仅熔化焊接接头的中上部,形成t形焊缝。在激光深熔焊模式下,匙孔的稳定性较差。匙孔的不稳定闭合易导致焊缝内部产生大量大尺寸的工艺气孔,严重降低焊接接头的力学性能。对于铝合金和镁合金等对激光反射率高的材料,其吸收激光能量的稳定性较差,采用大功率激光进行焊接时,焊接接头内部的工艺气孔倾向更强。
2、摆动激光在焊接过程中形成的匙孔能够随着激光束的摆动而变化位置,因此匙孔可以捕捉熔池内部的气泡并借助等离子体喷发而将气泡带出匙孔。与常规的单激光相比,摆动激光的加热面积增大,匙孔宽度增加,匙孔稳定性增强,不易闭合。因此采用摆动激光-电弧复合焊可以降低焊缝内部的气孔率。但随着激光功率增加,摆动激光-电弧复合焊的激光作用区中仍会形成工艺气孔,且飞溅仍会产生。点环激光近年来受到研究人员的关注,公开号为cn 114043092 a、公开日为2022年2月15日的发明专利公开了一种点环激光与电弧复合焊接方法。点环激光是由内部的点光源和外部的环光源组成的,环光和点光可以分别进行调节。环光扩大了匙孔上表面的宽度,增强了匙孔的稳定性,采用点环激光进行激光-电弧复合焊能够抑制工艺气孔和焊接飞溅。然而,这样的效果只在钢铁等对激光反射率较低的材料的激光-电弧复合焊中得到了实现,且多数为薄板焊接。对于厚度4mm以上的中厚壁材料,尤其是铝合金等对激光反射率较高的材料,点环激光-电弧复合焊接的焊缝底部激光作用区存在匙孔坍塌导致的毫米级工艺气孔,焊缝中上部存在大量的冶金气孔。这是由于氢等气体在液相和固相铝合金中溶解度差异大,凝固时气体从液相中大量析出,未及时逸出熔池,因此在焊缝中形成气孔。因此,点环激光-电弧复合焊对工艺气孔的抑制效果仍存在局限性。
3、综上所述,现有的点环激光-电弧复合焊接存在不适用于中厚壁金属材料和/或对激光反射率较高的材料,对工艺气孔的抑制效果具有局限性的问题。
技术实现思路
1、本发明的目的是为了解决现有的点环激光-电弧复合焊接存在不适用于中厚壁金属材料和/或对激光反射率较高的材料,对工艺气孔的抑制效果具有局限性的问题,进而提供一种摆动点环激光-电弧复合焊接方法。
2、本发明的技术方案是:
3、一种摆动点环激光-电弧复合焊接方法,所述复合焊接方法是通过以下步骤实现的,
4、步骤一、母材的清理:
5、首先对母材的待焊表面进行清理,然后清除母材表面的油污、氧化膜和水分;
6、步骤二、母材的固定:
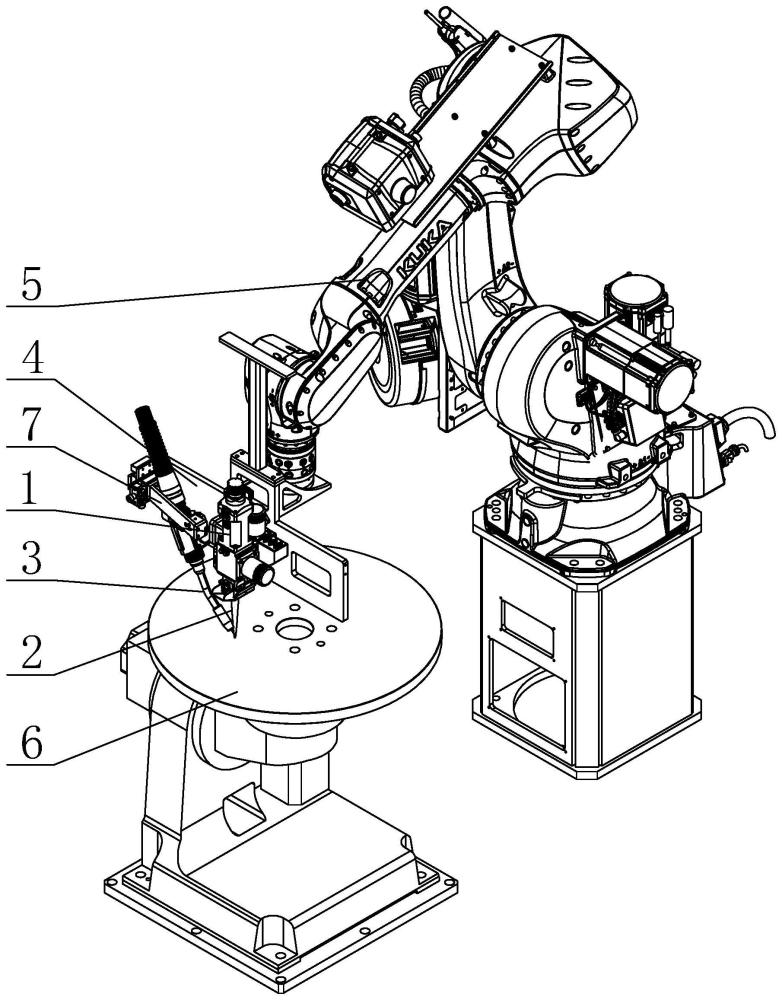
7、再利用夹具将母材固定于焊接实验平台6上;
8、步骤三、预热设备并示教路线:
9、开启水冷机、激光器、焊接机器人5、弧焊电源和摆动激光控制柜进行预热,并示教焊接路径中的特征点;
10、步骤四、摆动点环激光-电弧复合焊接:
11、设定焊接工艺参数,接通保护气,焊接机器人5按照示教的路线运动,进行摆动点环激光-电弧复合焊接。
12、进一步地,所述步骤一中母材厚度为4~10mm。
13、进一步地,所述步骤一中母材为铝合金。
14、进一步地,所述步骤一中在母材待焊处加工i形、v形或y形坡口。
15、进一步地,所述步骤一中对母材的待焊表面进行机械打磨,随后采用丙酮进一步清理待焊表面。
16、进一步地,所述步骤二中在焊缝正下方固定有铜质的u形强制成形槽。
17、进一步地,所述步骤四中点环激光由内部点光及外部环光组成,通过将二合一光纤与激光器相连从而获得点环激光,二合一光纤包括内部纤芯21及外部环芯22,内部纤芯21产生点光,外部环芯22产生环光,形成复合点环激光。
18、进一步地,所述步骤四中摆动点环激光由二合一光纤接入摆动激光头1而获得,能够实现点环激光的线性、圆形、8形和∞形的摆动。
19、进一步地,所述步骤四中焊接工艺参数为:激光功率为2000~6000w,焊接电流为100~320a,焊接速度为0.5~2.5m/min,摆动频率为50~350hz,摆动幅度为0.5~3mm,离焦量为-6~+6mm,光丝距为1~3mm,焊丝干伸长为12~15mm,保护气流量为15~25l/min,激光头与工件表面的夹角为90°,焊枪与工件表面的夹角为55°~75°。
20、进一步地,所述步骤四中的光丝距是指点光光斑与焊丝延长线与工件表面交点的间距。
21、本发明与现有技术相比具有以下效果:
22、本发明采用点环激光和摆动激光头获得摆动点环激光,实现摆动点环激光-电弧复合焊,获得成形良好的中厚壁金属材料焊接接头。本发明的摆动点环激光搅动熔池,提高了熔池金属的流动性,促进气体逸出。同时,摆动点环激光产生的匙孔也随着激光的摆动而摆动,匙孔捕捉熔池内部的气体,并将其随着等离子体羽辉的喷发而带出熔池,因此采用摆动点环激光-电弧复合焊的焊缝内部无明显气孔。
技术特征:
1.一种摆动点环激光-电弧复合焊接方法,其特征在于:所述复合焊接方法是通过以下步骤实现的,
2.根据权利要求1所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤一中母材厚度为4~10mm。
3.根据权利要求1所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤一中母材为铝合金。
4.根据权利要求1、2或3所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤一中在母材待焊处加工i形、v形或y形坡口。
5.根据权利要求4所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤一中对母材的待焊表面进行机械打磨,随后采用丙酮进一步清理待焊表面。
6.根据权利要求1所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤二中在焊缝正下方固定有铜质的u形强制成形槽。
7.根据权利要求1所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤四中点环激光由内部点光及外部环光组成,通过将二合一光纤与激光器相连从而获得点环激光,二合一光纤包括内部纤芯(21)及外部环芯(22),内部纤芯(21)产生点光,外部环芯(22)产生环光,形成复合点环激光。
8.根据权利要求7所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤四中摆动点环激光由二合一光纤接入摆动激光头(1)而获得,能够实现点环激光的线性、圆形、8形和∞形的摆动。
9.根据权利要求8所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤四中焊接工艺参数为:激光功率为2000~6000w,焊接电流为100~320a,焊接速度为0.5~2.5m/min,摆动频率为50~350hz,摆动幅度为0.5~3mm,离焦量为-6~+6mm,光丝距为1~3mm,焊丝干伸长为12~15mm,保护气流量为15~25l/min,激光头与工件表面的夹角为90°,焊枪与工件表面的夹角为55°~75°。
10.根据权利要求9所述的一种摆动点环激光-电弧复合焊接方法,其特征在于:所述步骤四中的光丝距是指点光光斑与焊丝延长线与工件表面交点的间距。
技术总结
一种摆动点环激光‑电弧复合焊接方法,它涉及激光加工技术领域。本发明解决了现有的点环激光‑电弧复合焊接存在不适用于中厚壁金属材料和/或对激光反射率较高的材料,对工艺气孔的抑制效果具有局限性的问题。本发明对母材的待焊表面进行清理,清除母材表面的油污、氧化膜和水分;利用夹具将母材固定于焊接实验平台上;开启水冷机、激光器、焊接机器人、弧焊电源和摆动激光控制柜进行预热,示教焊接路径中的特征点;设定焊接工艺参数,接通保护气,焊接机器人按照示教的路线运动,进行摆动点环激光‑电弧复合焊接。本发明通过采用点环激光和摆动激光头获得摆动点环激光,实现摆动点环激光‑电弧复合焊,获得成形良好的中厚壁金属材料焊接接头。
技术研发人员:陈曦,姜梦,马勇,徐陈,李炳尘,郑增超,万楚豪,林泳,陈彦宾
受保护的技术使用者:哈尔滨工大焊接科技有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!