一种可快速更换模具的铝型材成型加工设备的制作方法
本发明属于铝型材加工,尤其是涉及一种可快速更换模具的铝型材成型加工设备。
背景技术:
1、铝型材是指将铝和少数金属如镁等材料熔铸,并通过轧制、挤压、拉伸或锻造挤压等压型工艺压铸成目标形状的一种有色金属材料,相比于传统的钢板抗压结构,铝合金型材不仅具备更高的结构强度,而且其本身的重量更轻,因此广泛应用于航空航天、汽车制造以及建筑装修等领域。
2、然而现有的铝型材成型加工设备在使用时往往还存在以下问题:
3、1、在铝型材的挤压成型工艺中通常需要使用适配的铝型材模具进行加工,以挤压出目标形状的铝型材,如果需要加工不同形状的铝型材则需要更换对应的模具,然而在更换模具时通常需要关闭停止压型加工设备中的液压装置,不仅使得铝型材模具更换的速度较慢,而且会降低铝型材压型加工的整体效率;
4、2、铝型材压型在进入压型工艺前需要将加热完成的铝棒输送至挤压加工位置处,而加热铝棒的输送供给机构的驱动源往往需要单独设置,增加了铝型材压型加工的驱动成本以及设备的使用成本;
5、3、在铝棒经过压型加工后需要将挤压完成的铝型材输送至后续工艺部分,目前设备中一般采用若干转动辊实现挤压后铝型材的输送,然而这种输送方式同样需要设置驱动机构,增加了设备的使用能耗成本,而且在不设置驱动机构的被动输送方式下还可能会影响铝型材的后续加工。
技术实现思路
1、本发明的目的是针对上述背景技术中提出的铝型材加工技术问题,提供一种可快速更换模具的铝型材成型加工设备。
2、为达到上述目的,本发明采用了下列技术方案:一种可快速更换模具的铝型材成型加工设备,包括加工底座,所述加工底座上固定连接有承接台,所述加工底座上安装有液压机,所述液压机输出端上固定连接有支架,所述支架下端固定连接有两个双齿条板;
3、模具更换组件,所述模具更换组件包括第一凹槽、第一蜗杆、两个第一齿轮、第一转轴、第一蜗轮和两个传动齿轮,所述第一凹槽开设于加工底座上,所述第一蜗杆通过阻尼轴承转动连接于第一凹槽内壁上,两个所述第一齿轮分别通过单向轴承转动连接于第一蜗杆两端,两个所述第一齿轮均与双齿条板上的齿条相互啮合,所述第一转轴转动连接于第一凹槽内壁上,所述第一蜗轮固定连接于第一转轴中部,所述第一蜗轮与第一蜗杆相互啮合,两个所述传动齿轮分别固定连接于第一转轴两端;
4、所述加工底座上设置有自动升降组件和自动输送组件。
5、进一步,所述模具更换组件还包括两个支撑板、模具承装块、两个模具腔和两个传动齿环,两个所述支撑板均固定连接于加工底座上,所述模具承装块转动连接于两个支撑板之间,两个所述模具腔开设于模具承装块轴向侧壁上,两个所述传动齿环套装于模具承装块周向侧壁上,两个所述传动齿环分别与两个传动齿轮相互啮合。
6、进一步,所述自动升降组件包括第二凹槽、第二蜗杆、两个第二齿轮、两个螺纹杆、两个第二蜗轮、两个螺母、两个支撑架和升降台,所述第二凹槽开设于加工底座上,所述第二蜗杆转动连接于第二凹槽内壁上,两个所述第二齿轮分别固定连接于第二蜗杆两端,所述第二齿轮与双齿条板上的齿条相互啮合,两个所述螺纹杆转动连接于第二凹槽内底面上,两个所述螺纹杆上的螺纹螺旋方向相反,两个所述第二蜗轮分别固定连接于两个螺纹杆上端,两个所述第二蜗轮均与第二蜗杆相互啮合,两个所述螺母分别螺纹连接于两个螺纹杆上,两个所述支撑架分别固定连接于两个螺母上,所述升降台固定连接于两个支撑架上端。
7、进一步,所述自动输送组件包括输送台、第三凹槽、第二转轴、第三齿轮、第一传动轮、第二传动轮和传动带,所述输送台安装于加工底座上,所述第三凹槽开设于加工底座上,所述第二转轴转动连接于第三凹槽内壁上,所述第三齿轮、第一传动轮均固定连接于第二转轴上,所述第三齿轮与双齿条板上的齿条相互啮合,所述第二传动轮固定连接于输送台的轮轴上,所述第一传动轮通过传动带与第二传动轮传动连接。
8、进一步,所述承接台、支撑板上均开设有通孔。
9、进一步,所述模具腔由模具放置腔和输出腔组成,所述模具放置腔的内径尺寸大于输出腔,所述输出腔的内径尺寸等于通孔。
10、进一步,所述承接台、支撑板底部均开设有凸型孔,所述双齿条板滑动连接于凸型孔处。
11、进一步,所述输送台的输送带表面设置有防滑纹路。
12、本发明具有以下优点:
13、1、本发明中设置模具更换组件,在液压机启动的同时带动双齿条板移动,进而带动模具承装块转动,使得待更换的模具移动至压型位置处,从而无需关闭液压装置即可完成模具更换,提高了铝型材压型模具的更换速度,而且提升了铝型材压型加工的整体效率。
14、2、本发明中设置自动升降组件,在压型加工前通过液压机带动双齿条板的移动而带动放置有加热铝棒的升降台上升,从而可将加热铝棒输送至对应的挤压加工处,实现了加热铝棒的快速供给,降低铝型材成型加工的驱动成本和设备的使用成本。
15、3、本发明中设置自动输送组件,在铝型材的挤压加工过程中通过带动输送台的转动而实现挤压完成后的铝型材的主动式输送,减少设备能耗成本的同时还可保证铝型材的后续加工。
技术特征:
1.一种可快速更换模具的铝型材成型加工设备,其特征在于,包括:
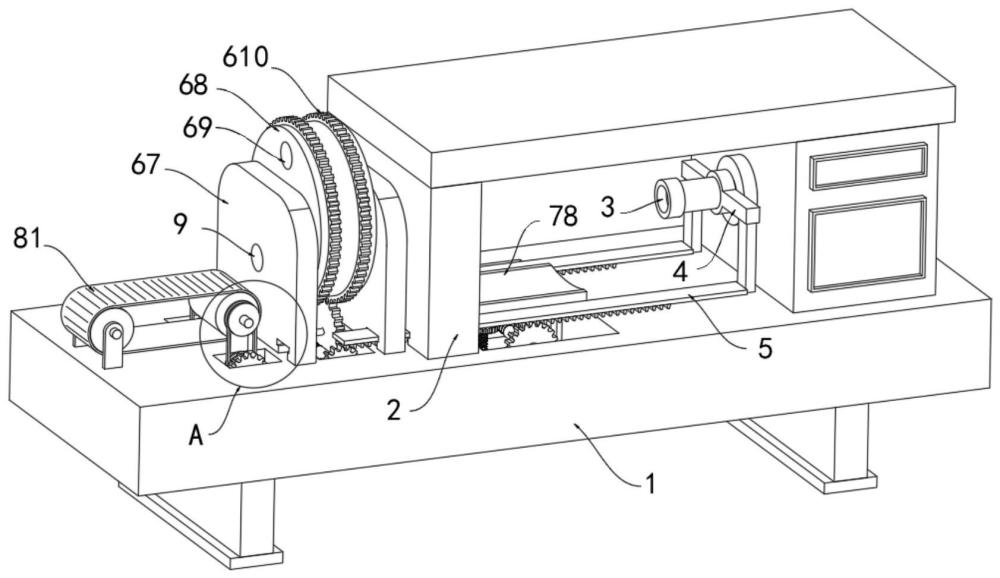
2.根据权利要求1所述的一种可快速更换模具的铝型材成型加工设备,其特征在于,所述模具更换组件(6)还包括两个支撑板(67)、模具承装块(68)、两个模具腔(69)和两个传动齿环(610),两个所述支撑板(67)均固定连接于加工底座(1)上,所述模具承装块(68)转动连接于两个支撑板(67)之间,两个所述模具腔(69)开设于模具承装块(68)轴向侧壁上,两个所述传动齿环(610)套装于模具承装块(68)周向侧壁上,两个所述传动齿环(610)分别与两个传动齿轮(66)相互啮合。
3.根据权利要求1所述的一种可快速更换模具的铝型材成型加工设备,其特征在于,所述自动升降组件(7)包括第二凹槽(71)、第二蜗杆(72)、两个第二齿轮(73)、两个螺纹杆(74)、两个第二蜗轮(75)、两个螺母(76)、两个支撑架(77)和升降台(78),所述第二凹槽(71)开设于加工底座(1)上,所述第二蜗杆(72)转动连接于第二凹槽(71)内壁上,两个所述第二齿轮(73)分别固定连接于第二蜗杆(72)两端,所述第二齿轮(73)与双齿条板(5)上的齿条相互啮合,两个所述螺纹杆(74)转动连接于第二凹槽(71)内底面上,两个所述螺纹杆(74)上的螺纹螺旋方向相反,两个所述第二蜗轮(75)分别固定连接于两个螺纹杆(74)上端,两个所述第二蜗轮(75)均与第二蜗杆(72)相互啮合,两个所述螺母(76)分别螺纹连接于两个螺纹杆(74)上,两个所述支撑架(77)分别固定连接于两个螺母(76)上,所述升降台(78)固定连接于两个支撑架(77)上端。
4.根据权利要求1所述的一种可快速更换模具的铝型材成型加工设备,其特征在于,所述自动输送组件(8)包括输送台(81)、第三凹槽(82)、第二转轴(83)、第三齿轮(84)、第一传动轮(85)、第二传动轮(86)和传动带(87),所述输送台(81)安装于加工底座(1)上,所述第三凹槽(82)开设于加工底座(1)上,所述第二转轴(83)转动连接于第三凹槽(82)内壁上,所述第三齿轮(84)、第一传动轮(85)均固定连接于第二转轴(83)上,所述第三齿轮(84)与双齿条板(5)上的齿条相互啮合,所述第二传动轮(86)固定连接于输送台(81)的轮轴上,所述第一传动轮(85)通过传动带(87)与第二传动轮(86)传动连接。
5.根据权利要求2所述的一种可快速更换模具的铝型材成型加工设备,其特征在于,所述承接台(2)、支撑板(67)上均开设有通孔(9)。
6.根据权利要求5所述的一种可快速更换模具的铝型材成型加工设备,其特征在于,所述模具腔(69)由模具放置腔(10)和输出腔(11)组成,所述模具放置腔(10)的内径尺寸大于输出腔(11),所述输出腔(11)的内径尺寸等于通孔(9)。
7.根据权利要求2所述的一种可快速更换模具的铝型材成型加工设备,其特征在于,所述承接台(2)、支撑板(67)底部均开设有凸型孔(12),所述双齿条板(5)滑动连接于凸型孔(12)处。
8.根据权利要求4所述的一种可快速更换模具的铝型材成型加工设备,其特征在于,所述输送台(81)的输送带表面设置有防滑纹路。
技术总结
本发明属于铝型材加工技术领域,尤其是涉及一种可快速更换模具的铝型材成型加工设备,包括加工底座,所述加工底座上固定连接有承接台,所述加工底座上安装有液压机,所述液压机输出端上固定连接有支架,所述支架下端固定连接有两个双齿条板。本发明可在无需关闭液压装置的基础上完成压型模具的快速更换,提高铝型材压型模具的更换速度,而且能够提升铝型材压型加工的整体效率,同时在加热铝棒挤压加工前可实现加热铝棒的快速供给,降低铝型材成型加工的驱动成本和设备的使用成本,并且能够实现挤压完成后铝型材的主动式输送,减少设备能耗成本的同时还可保证铝型材的后续加工。
技术研发人员:吕祥武,尹玉清,赛峥军
受保护的技术使用者:滁州市永兴模具配件有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!