一种U型架类铸件的校正装置及方法与流程
本发明涉及铸造,尤其涉及一种u型架类铸件的校正装置及方法。
背景技术:
1、在铝合金铸造生产过程中,铝合金铸件由于结构的不同,温度场、冷却收缩的不同,会造成不同程度的变形,在进行固溶热处理时,在高温状态下,快速冷却液的冲击更容易造成铸件大的变形。
2、常规的生产中,铸件铸造完成、清理干净后直接进行固溶热处理,然后进行校正,完成后再进行时效处理,一个完整的t5或t6热处理过程,中间穿插着校正。对于一些简单结构的铸件,上述处理过程能够满足正常的生产技术要求,而大型的u型架类产品,由于其本身属于易变形的结构,生产过程产生的变形量比较大,铝硅系材质的产品在固溶状态几乎没有弹性,容易校正,但铝铜合金zl205a材质产品即使在固溶状态弹性也特别好,校正相当困难,采用常规的敲击校正方法时,铝铜合金zl205a材质产品在敲击结束后即刻就弹性变形回来,校正的难度相当大,因此对于铝铜合金zl205a材质的大型u型架类铸件,常规敲击办法无法进行校正,变形较严重的该类铸件一般都作为废品处置,为此,亟待一种用于u型架类铸件的校正装置及方法,以解决上述技术问题。
技术实现思路
1、针对现有技术存在的技术问题,本发明提供了一种u型架类铸件的校正装置及方法,主要针对铝铜合金zl205a材质且外形尺寸在600mm*600mm*600mm以上的石膏型、硅溶胶和砂型铸件。
2、为实现上述目的,本发明提供如下技术方案:
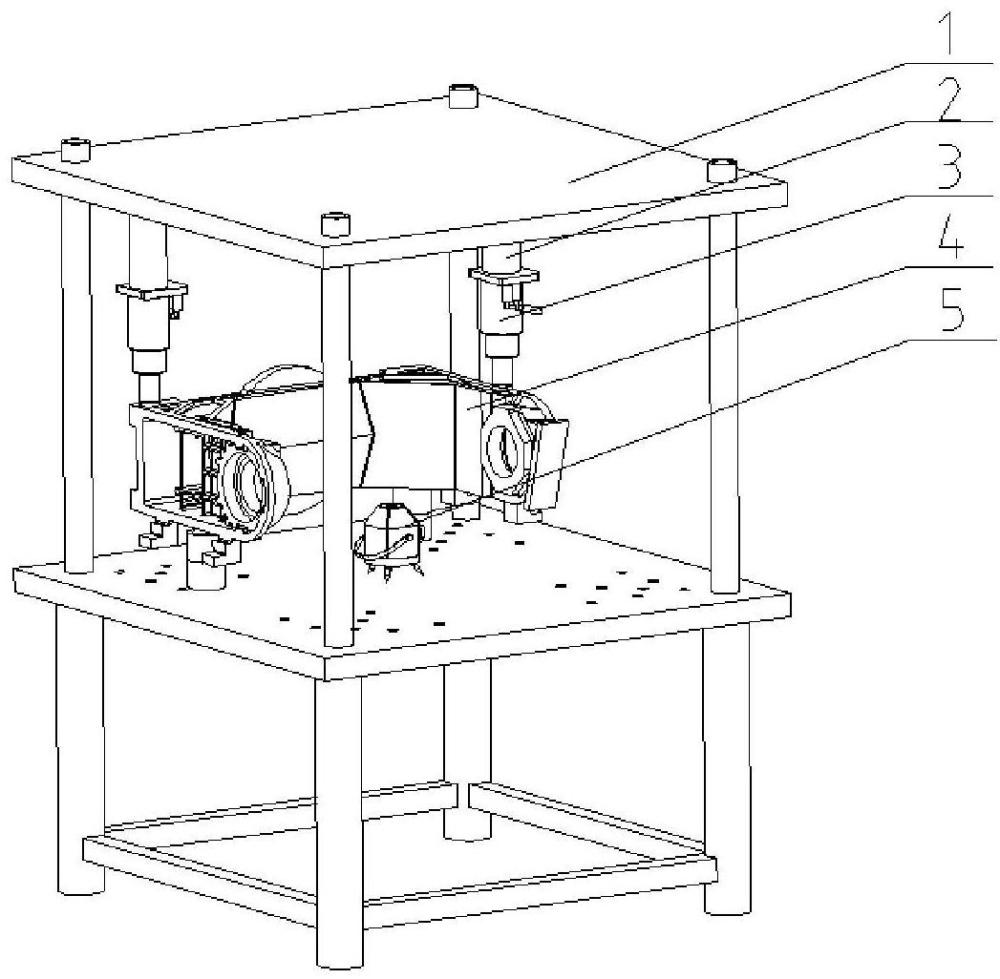
3、一种u型架类铸件的校正装置,包括校正平台,还包括水平高度仪、可拆卸连接于校正平台上的支撑组件和千斤顶,所述支撑组件和千斤顶均设有两个。
4、优选的,所述支撑组件包括底座和下垫块,所述校正平台上设有多个圆形固定孔,所述底座上设有与圆形固定孔相匹配的圆柱凸台。
5、优选的,所述校正平台包括下底板和上顶板,所述上顶板和千斤顶之间设有上垫块。
6、一种u型架类铸件的校正方法,包括以下步骤:
7、s1退火处理,退火时温度280~300℃,保温2~5小时;
8、s2固溶处理,将铸件固定至固溶处理料筐内,水温60~100℃;
9、s3利用上述所述的校正装置对铸件进行校正。
10、优选的,铸件铸造时采用工艺拉筋。
11、优选的,s1步骤中,退火前,将浇注完成的铸件冷却至室温后进行破箱、清理,要求所有浇冒口去除干净,大平面上的浇口不影响铸件的校正。
12、优选的,s1步骤中,退火后对铸件进行预校正,使铸件的垂直度、尺寸符合要求并按产品尺寸公差控制,在铸件易变形部位采用点焊方式固定拉筋。
13、优选的,s2步骤中,铸件从上至下进入冷却水池且与水平面平行的横截面为最小平面。
14、优选的,s3步骤具体为:
15、(1)对铸件进行固定
16、将铸件放于两个支撑组件上,根据铸件的变形情况调整两个支撑组件在校正平台的位置,使其中一个支撑组件位于铸件发生变形的位置,另一个支撑组件位于远离铸件发生变形的位置,将两个千斤顶均顶在铸件的上方,其中一个千斤顶放置于两个支撑组件之间,另一个千斤顶放置于远离铸件发生变形的位置;
17、(2)轻压远离铸件变形位置处的千斤顶,使两个千斤顶和两个支撑组件均发生轻微变形并固定,用水平高度仪对远离铸件变形位置处千斤顶对应的铸件部分最下沿进行十字光标定位;定好高度位置后,操作远离铸件变形位置处千斤顶的压杆使其延长下压,从而使得该千斤顶对应的铸件部分向下发生反变形,当变形量达到要求后保持10~20分钟,最后取下铸件进行检查,如果检查不合格,重复校正步骤并增大变形量、延长保持时间。
18、优选的,检查合格后对铸件点焊反变形工艺筋进行时效处理。
19、相对于现有技术,本发明具有以下有益效果:
20、(1)、增加了退火工序,提前对铸件进行去应力处理,退火后进行第一次校正并在铸件易变形部位固定拉筋,保证固溶处理前铸件状态正常且防止铸件发生大的变形;
21、(2)、固溶热处理时对铸件固定并以特定方向放置,控制固溶处理水温,减小温差过大造成的变形;
22、(3)、通过专用校正装置进行校正,避免锤击对铸件造成的伤害,且能实现对校正程度的控制,避免校正不足或校正过量。
23、本发明通过专用的校正装置并结合对铸造、退火、固溶处理、校正各步骤的工艺改进,能大大降低对u型架类铸件的校正难度,提高铸件校正成功的概率,取得较好的校正效果,铸件变形量小,且铸件校裂的风险大大降低。
技术特征:
1.一种u型架类铸件的校正装置,包括校正平台,其特征在于,还包括水平高度仪、可拆卸连接于校正平台上的支撑组件和千斤顶,所述支撑组件和千斤顶均设有两个。
2.根据权利要求1所述的一种u型架类铸件的校正装置,其特征在于,所述支撑组件包括底座和下垫块,所述校正平台上设有多个圆形固定孔,所述底座上设有与圆形固定孔相匹配的圆柱凸台。
3.根据权利要求1所述的一种u型架类铸件的校正装置,其特征在于,所述校正平台包括下底板和上顶板,所述上顶板和千斤顶之间设有上垫块。
4.一种u型架类铸件的校正方法,其特征在于,包括以下步骤:
5.根据权利要求4所述的一种u型架类铸件的校正方法,其特征在于,铸件铸造时采用工艺拉筋。
6.根据权利要求4所述的一种u型架类铸件的校正方法,其特征在于,s1步骤中,退火前,将浇注完成的铸件冷却至室温后进行破箱、清理,要求所有浇冒口去除干净,大平面上的浇口不影响铸件的校正。
7.根据权利要求4所述的一种u型架类铸件的校正方法,其特征在于,s1步骤中,退火后对铸件进行预校正,使铸件的垂直度、尺寸符合要求并按产品尺寸公差控制,在铸件易变形部位采用点焊方式固定拉筋。
8.根据权利要求4所述的一种u型架类铸件的校正方法,其特征在于,s2步骤中,铸件从上至下进入冷却水池且与水平面平行的横截面为最小平面。
9.根据权利要求4所述的一种u型架类铸件的校正方法,其特征在于,s3步骤具体为:
10.根据权利要求9所述的一种u型架类铸件的校正方法,其特征在于,检查合格后对铸件点焊反变形工艺筋进行时效处理。
技术总结
本发明涉及铸造技术领域,公开了一种U型架类铸件的校正装置及方法,其中校正装置包括校正平台、水平高度仪、支撑组件和千斤顶;校正方法,包括以下步骤:S1退火处理,退火时温度280~300℃,保温2~5小时;S2固溶处理,将铸件固定至固溶处理料筐内,水温60~100℃;S3利用权利要求1所述的校正装置对铸件进行校正。本发明能大大降低对U型架类铸件的校正难度,提高铸件校正成功的概率,取得较好的校正效果,铸件变形量小,且铸件校裂的风险大大降低。
技术研发人员:史小宝,许广涛,郭家梁,李飞,何欢,杜鹏飞,司金梅,李晶晶,王朝斌,种宏伟
受保护的技术使用者:河南平原光电有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!