一种钣金车门组件焊接工装总成的制作方法
本发明涉及钣金车门焊接领域,具体涉及一种钣金车门组件焊接工装总成。
背景技术:
1、车门焊接夹具是焊接车门的重要工艺装备,主要由车门焊接总成、车门内板焊接总成、车门外板焊接总成、铰链加强板焊接总成、防撞梁焊接总成等夹具分序焊接而成。
2、但是在车门焊接总成的焊接工装往往都是固定设置在产线上,导致拆装检修过长,同时对于不同结构的钣金车门焊接时,无法进行工位的快速更换,从而导致在钣金车门焊接过程费时费力。
技术实现思路
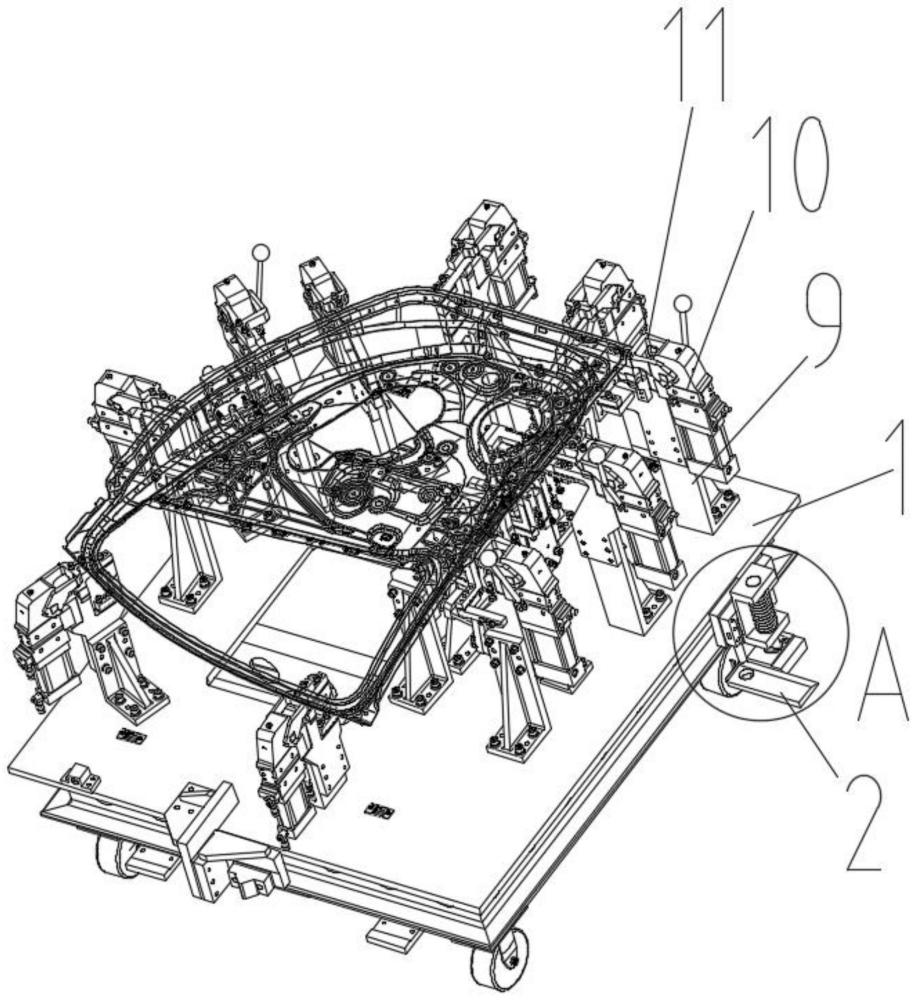
1、为解决上述技术问题,本发明提出了一种钣金车门组件焊接工装总成,与产线工位配合,用于钣金车门的焊接,包括:移动板,所述移动板设有多个围绕钣金车门边缘设置的支撑台以及夹紧组件,通过夹紧组件与支撑台配合对钣金车门进行夹紧,所述移动板固定连接有多个与夹持组件配合的定位组件,所述产线工位设有与移动板配合的矩形工位槽,所述移动板两平行侧壁均设有一锁止组件,所述矩形工位槽设有与锁止组件配合的锁止板。
2、优选的,锁止组件包括:固定设置在移动板侧边的l型板,l型板设有与竖直部以及水平部,水平部设有一圆形通孔,所述竖直部固定连接有一限位块,所述限位块设有两水平设置的限位部,所述限位部均设有一与圆形通孔同轴设置的导向孔,所述导向孔内竖直设有一锁止柱,所述锁止柱外侧壁螺纹配合有一限位板,所述限位板设有与两限位部之间,所述限位板与其中一限位部之间设有一复位弹簧,所述复位弹簧套设于锁止柱的外侧壁,所述锁止柱穿过两限位部设有与圆形通孔配合的锁止部。
3、优选的,夹紧组件包括:固定设置在支撑台上的旋转台,所述旋转台铰接有一夹紧块,所述支撑台固定连接有一配合块以及支撑块,所述夹紧块铰接点旋转并与配合块以及支撑块配合,从而带动钣金车门设于夹紧块与支撑块之间。
4、优选的,夹紧块与配合块之间的间隙小于支撑块与配合块之间的间隙。
5、优选的,定位组件包括:与移动板固定连接的定位台,所述定位台均固定连接有一液压缸,所述液压缸的伸缩杆均固定连接有一与钣金车门配合的定位柱。
6、优选的,定位柱顶端设有一对接部,对接部向定位柱顶端延伸直径逐渐缩小。
7、优选的,夹紧块固定钣金车门贴合的贴合板,所述贴合板设有与车门钣金同轴设置的通孔,所述定位柱穿过钣金车门与贴合板配合。
8、优选的,移动板侧壁设有一定位块,所述矩形工位槽设有与定位块配合的定位槽。
9、优选的,移动板底部固定连接有多个万向轮。
10、本发明具有如下优点:
11、1.通过锁止组件与矩形工位槽配合,实现钣金车门组件焊接工装总成与矩形工位槽配合,实现焊接工装总成与矩形工位槽快速拆分以及安装,从而减小拆装检修的时间,便于同一产线对不同钣金车门的焊接,简化钣金车门焊接过程。
12、2.通过锁止柱与锁止板以及圆形通孔配合,实现车门焊接工装快速与矩形工位槽配合,简化整体的工作时间。
13、3.通过夹紧块与配合块配合,减小夹紧力过大导致夹紧工装压坏钣金车门的现象,从而提高产品的合格率。
技术特征:
1.一种钣金车门组件焊接工装总成,与产线工位配合,用于钣金车门的焊接,其特征在于,包括:移动板,所述移动板设有多个围绕钣金车门边缘设置的支撑台以及夹紧组件,通过夹紧组件与支撑台配合对钣金车门进行夹紧,所述移动板固定连接有多个与夹持组件配合的定位组件,所述产线工位设有与移动板配合的矩形工位槽,所述移动板两平行侧壁均设有一锁止组件,所述矩形工位槽设有与锁止组件配合的锁止板。
2.根据权利要求1所述的钣金车门组件焊接工装总成,其特征在于,所述锁止组件包括:固定设置在移动板侧边的l型板,l型板设有与竖直部以及水平部,水平部设有一圆形通孔,所述竖直部固定连接有一限位块,所述限位块设有两水平设置的限位部,所述限位部均设有一与圆形通孔同轴设置的导向孔,所述导向孔内竖直设有一锁止柱,所述锁止柱外侧壁螺纹配合有一限位板,所述限位板设有与两限位部之间,所述限位板与其中一限位部之间设有一复位弹簧,所述复位弹簧套设于锁止柱的外侧壁,所述锁止柱穿过两限位部设有与圆形通孔配合的锁止部。
3.根据权利要求1所述的钣金车门组件焊接工装总成,其特征在于,夹紧组件包括:固定设置在支撑台上的旋转台,所述旋转台铰接有一夹紧块,所述支撑台固定连接有一配合块以及支撑块,所述夹紧块铰接点旋转并与配合块以及支撑块配合,从而带动钣金车门设于夹紧块与支撑块之间。
4.根据权利要求3所述的钣金车门组件焊接工装总成,其特征在于,所述夹紧块与配合块之间的间隙小于支撑块与配合块之间的间隙。
5.根据权利要求3所述的钣金车门组件焊接工装总成,其特征在于,所述定位组件包括:与移动板固定连接的定位台,所述定位台均固定连接有一液压缸,所述液压缸的伸缩杆均固定连接有一与钣金车门配合的定位柱。
6.根据权利要求5所述的钣金车门组件焊接工装总成,其特征在于,所述定位柱顶端设有一对接部,对接部向定位柱顶端延伸直径逐渐缩小。
7.根据权利要求5所述的钣金车门组件焊接工装总成,其特征在于,所述夹紧块固定钣金车门贴合的贴合板,所述贴合板设有与车门钣金同轴设置的通孔,所述定位柱穿过钣金车门与贴合板配合。
8.根据权利要求1所述的钣金车门组件焊接工装总成,其特征在于,所述移动板侧壁设有一定位块,所述矩形工位槽设有与定位块配合的定位槽。
9.根据权利要求1所述的钣金车门组件焊接工装总成,其特征在于,所述移动板底部固定连接有多个万向轮。
技术总结
本发明提供了一种钣金车门组件焊接工装总成,与产线工位配合,用于钣金车门的焊接,包括:移动板,所述移动板设有多个围绕钣金车门边缘设置的支撑台以及夹紧组件,通过夹紧组件与支撑台配合对钣金车门进行夹紧,所述移动板固定连接有多个与夹持组件配合的定位组件,所述产线工位设有与移动板配合的矩形工位槽,所述移动板两平行侧壁均设有一锁止组件,所述矩形工位槽设有与锁止组件配合的锁止板。通过锁止组件与矩形工位槽配合,实现钣金车门组件焊接工装总成与矩形工位槽配合,实现焊接工装总成与矩形工位槽快速拆分以及安装,从而减小拆装检修的时间,便于同一产线对不同钣金车门的焊接,简化钣金车门焊接过程。
技术研发人员:王兵,胡丰,田艳萍,吕芳,李怀北,刘志艳,李朴
受保护的技术使用者:徐州市博威机械制造有限公司
技术研发日:
技术公布日:2024/1/5
- 还没有人留言评论。精彩留言会获得点赞!