一种非调质钢制传动轴连接盘毛坯的锻造工艺的制作方法
本发明涉及汽车用材料成型,特别涉及一种非调质钢制传动轴连接盘毛坯的锻造工艺。
背景技术:
1、连接盘作为汽车传动轴总成装配的重要零部件,其性能的好坏直接影响传动轴总成的疲劳寿命。因此,对于连接盘的力学性能要求严格,包括抗拉强度需控制在870-1000mpa,断后伸长率≥12%、冲击功≥28j。国内传动轴连接盘的主要材料基本为中碳合金调质钢,热处理后有一定的产品报废率,如热处理后裂纹等问题,影响着产品质量稳定性。另外,调质处理的能源需求及费用较高,不利于节能减排。因此对于非调质钢传动轴连接盘的研究十分迫切。
2、目前,非调质钢传动轴连接盘研究较少,其锻造工艺及参数的选择,尚无数据支持。对于非调质钢的锻造工艺,加热温度过高,使晶粒在高温下持续长大,导致锻件晶粒粗大,锻件的力学性能降低;另外,锻后的冷却速度过低,也不利于提升锻件的力学性能。因此,合理精确地控制加热温度及锻后冷却速度等工艺参数,可以有效提升毛坯的力学性能及一致性,并提高非调质连接盘毛坯的机加工性能,有效保证连接盘质量。
技术实现思路
1、本发明就是为了克服上述现有技术存在的缺点,提供一种非调质钢制传动轴连接盘毛坯的锻造工艺,解决现有的锻造后的非调质钢传动轴连接盘毛坯力学性能较低的问题。
2、本发明解决其技术问题所采取的技术方案是:
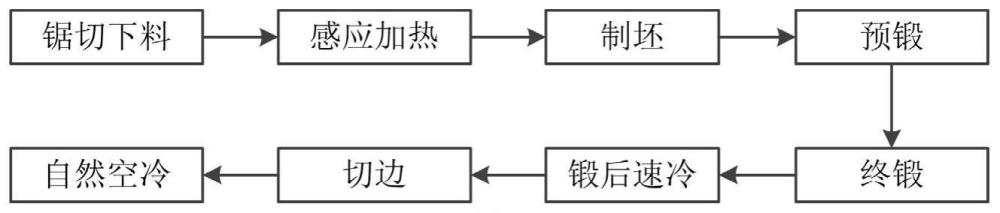
3、一种非调质钢制传动轴连接盘毛坯的锻造工艺,锻造工艺包括如下步骤:下料→中频感应加热→制坯→预锻→终锻→控制冷却→切边→冷却;所述中频感应加热中,控制坯料加热温度1125±25℃;所述预锻中,控制预锻温度≥1050℃;所述终锻中,控制终锻温度≥1050℃。
4、优选的,在所述中频感应加热后,进行高压水除磷,保证棒料表面的氧化皮去净率≥90%。
5、优选的,在所述控制冷却中,采用封闭风冷空间进行毛坯冷却,控制冷却速度2.5~5℃/s。
6、优选的,所述封闭风冷空间的进出口设置红外自动测温装置。
7、优选的,所述切边前,控制毛坯温度≥700℃。
8、优选的,所述切边后,采用自然空冷冷却。
9、本发明具有如下有益效果:
10、1、本发明提供了一种非调质钢制传动轴连接盘毛坯的锻造工艺,包括下料→中频感应加热→制坯→预锻→终锻→控制冷却→切边→冷却;通过控制连接盘锻造工艺过程中的毛坯的感应加热温度、锻造温度、锻后风冷速度和切边温度,有效控制锻后毛坯的力学性能,确保了连接盘毛坯的性能一致性,制得连接盘毛坯的机加工表面质量均与调质件相当。
技术特征:
1.一种非调质钢制传动轴连接盘毛坯的锻造工艺,其特征在于,锻造工艺包括如下步骤:下料→中频感应加热→制坯→预锻→终锻→控制冷却→切边→冷却;所述中频感应加热中,控制坯料加热温度1125±25℃;所述预锻中,控制预锻温度≥1050℃;所述终锻中,控制终锻温度≥1050℃。
2.如权利要求1所述的一种非调质钢制传动轴连接盘毛坯的锻造工艺,其特征在于,在所述中频感应加热后,进行高压水除磷,保证棒料表面的氧化皮去净率≥90%。
3.如权利要求1所述的一种非调质钢制传动轴连接盘毛坯的锻造工艺,其特征在于,在所述控制冷却中,采用封闭风冷空间进行毛坯冷却,控制冷却速度2.5~5℃/s。
4.如权利要求3所述的一种非调质钢制传动轴连接盘毛坯的锻造工艺,其特征在于,所述封闭风冷空间的进出口设置红外自动测温装置。
5.如权利要求1所述的一种非调质钢制传动轴连接盘毛坯的锻造工艺,其特征在于,所述切边前,控制毛坯温度≥700℃。
6.如权利要求1所述的一种非调质钢制传动轴连接盘毛坯的锻造工艺,其特征在于,所述切边后,采用自然空冷冷却。
技术总结
本发明公开了一种非调质钢制传动轴连接盘毛坯的锻造工艺,过程如下:下料→中频感应加热→制坯→预锻→终锻→控制冷却→切边→冷却;在中频感应加热中,控制坯料加热温度1125±25℃;在预锻中,控制预锻温度≥1050℃;在终锻中,控制终锻温度≥1050℃;在中频感应加热后,进行高压水除磷,保证棒料表面的氧化皮去净率≥90%;在控制冷却中,采用封闭风冷空间进行毛坯冷却,控制冷却速度2.5~5℃/s;封闭风冷空间的进出口设置红外自动测温装置;切边前,控制毛坯温度≥700℃;切边后,采用自然空冷冷却。本发明通过控制感应加热温度、锻造温度、锻后冷速和切边温度,有效提升毛坯的力学性能及一致性,并提高非调质连接盘毛坯的机加工性能。
技术研发人员:李凤飞,鲁统轮,陈孝学,刘玉志,李兆举
受保护的技术使用者:中国重汽集团济南动力有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!