一种电池定位加工装置的制作方法
本发明涉及电池制造,尤其涉及一种电池定位加工装置。
背景技术:
1、新汽车电动化已经成为世界汽车工业发展的主流趋势,对于动力电池的需求持续增长,全球锂离子电池市场规模将持续扩大。在电池密封钉焊接设备中有上料工位、激光清洗工位、上钉工位、预焊工位、终焊工位、焊后检测工位、下料工位,无论是清洗、上钉、焊接、检测工位都对电池定位有精度要求,然而现有的无论是转盘式还是直线式密封钉焊接设备均需要通过治具实现电池在各个工位之间的流动,当治具从上一个工位到下一个工位时,均需要对治具内的电池进行重新定位,存在重复定位的情况,导致成本高、效率提升困难、故障率高等问题。
技术实现思路
1、基于此,针对现有技术中存在的技术问题,本发明的目的是提供一种电池定位加工装置。
2、为实现上述目的,本发明采用以下技术方案。
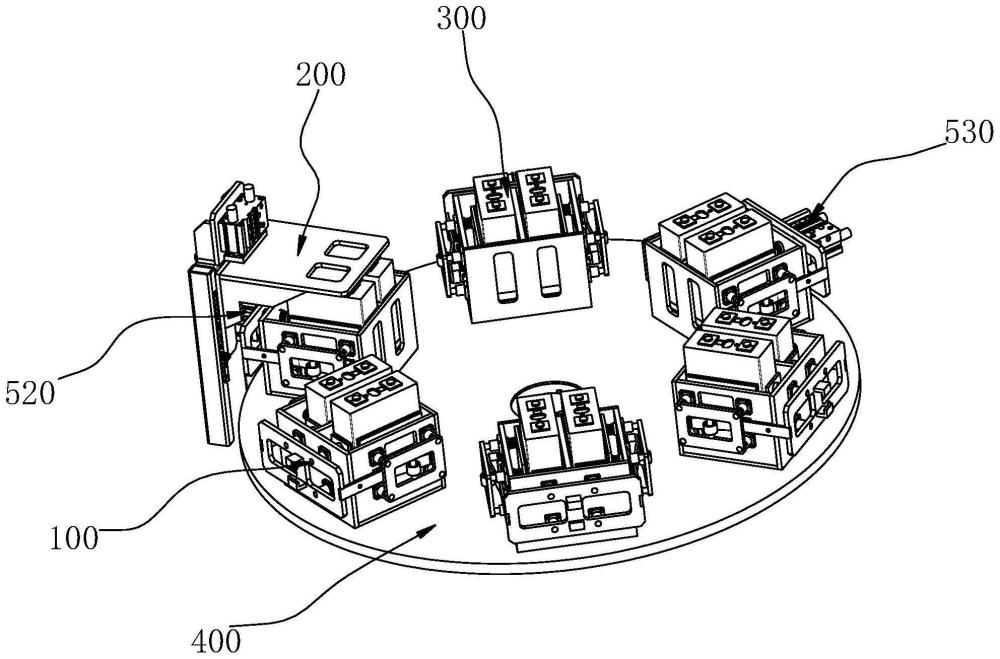
3、本发明提供的一种电池定位加工装置,其包括定位治具以及预压机构;定位治具设置有用于放置电池的若干个定位槽,各定位槽底部均设置有弹性件且定位治具上设置有用于对各定位槽内的电池进行夹紧的夹紧件;预压机构用于对各定位槽内的电池施加压力以使弹性件压缩,且当弹性件压缩时,夹紧件夹紧电池。
4、本发明通过设置弹性件、夹紧件以及预压机构,将电池上料至定位槽之后,通过预压机构对电池施加压力以使弹性件压缩,从而调节电池的高度,然后夹紧件再夹紧电池,即可完成电池的定位,定位之后,电池的位置无需再调整,只需定位一次即可满足加工定位精度,定位简单,位置精度一致性高,无需重复定位、简化机构设计、成本低的优点,进而提高电池加工的效率,降低设计、调试及维护的成本。
5、作为本发明上述方案的进一步改进,所述电池定位加工装置还包括传送机构以及调节机构;其中:
6、传送机构沿预定方向输送定位治具,沿着传送机构输送方向依次设置有电池上料工位、预压工位、若干个加工工位、电池下料工位;预压机构安装在预压工位;
7、调节机构包括调节件一、调节件二以及调节件三,调节件一、调节件二、调节件三分别安装在电池上料工位、预压工位、电池下料工位;当定位治具移动至上料工位时,调节件一解除夹紧件的夹紧力以进行定位槽的电池上料;当定位治具移动至预压工位时,调节件二解除夹紧件的夹紧力以进行预压机构预压电池,当弹性件压缩后夹紧件夹紧电池;当定位治具移动至电池下料工位时,调节件三解除夹紧件的夹紧力以进行电池的下料。
8、作为本发明上述方案的进一步改进,传送机构包括转盘以及驱动转盘转动的驱动电机,定位治具安装在转盘上并可随着转盘的转动而转动。
9、作为本发明上述方案的进一步改进,传送机构采用直线式输送机构。
10、作为本发明上述方案的进一步改进,弹性件包括多个弹簧一、底板以及多个导杆,多个弹簧一均安装在定位槽底部,底板设置在多个弹簧一上方且其底部与多个弹簧一连接,底板顶面安装有绝缘板一;多个导杆分别设置在多个弹簧一内,导杆顶端与底板连接且其底端与定位治具滑动配合连接。
11、作为本发明上述方案的进一步改进,夹紧件包括若干个侧夹板和若干个端夹板;若干个侧夹板分别设置在若干个定位槽内,侧夹板一侧面为夹紧面且夹紧面安装有绝缘板二,侧夹板的另一侧面连接有侧杆且侧杆滑动贯穿电池治具,侧杆位于定位槽内一段套装有弹簧二且弹簧二两端分别与侧夹板、电池治具连接;若干个端夹板分别设置在若干个定位槽内,端夹板位于侧夹板一侧并与侧夹板呈l型分布,端夹板靠近侧夹板一侧面为夹紧面且该夹紧面安装有绝缘板三,端夹板的另一侧面连接有端杆且端杆滑动贯穿电池治具,端杆位于定位槽内一段套装有弹簧三且弹簧三两端分别与端夹板、电池治具连接;在自然状态下,侧夹板、端夹板能够夹紧电池,调节件一、调节件二、调节件三用于对侧杆和端杆施加压力以增大侧夹板和端夹板与电池之间的距离,从而解除夹紧件的夹紧力。
12、作为本发明上述方案的进一步改进,定位治具设置有顶部敞开的开口腔,开口腔内固定有竖直布置的隔板,隔板将开口腔分隔成两个定位槽,隔板两侧面均安装有绝缘板四;两个定位槽内的侧夹板均与隔板平行相对布置,侧夹板、端夹板、隔板之间用于放置电池。
13、作为本发明上述方案的进一步改进,所述夹紧件还包括设置在定位治具外的两个连接板和移动板,两个连接板分别设置在定位治具两侧且两个连接板分别与两个侧夹板对应设置,连接板与侧杆连接,连接板上安装有竖直布置的连接轴且连接轴上转动安装有滚轮;连接板与定位治具之间设置有滑动板,滑动板倾斜布置且滑动板两端均通过滑块与定位治具滑动配合连接,滑动板一端连接有直板,滑动板远离直板一端与连接板之间的距离小于滑动板靠近直板一端与连接板之间的距离,滑动板始终与滚轮滚动贴合;移动板与隔板垂直设置,移动板与各端杆均连接,移动板与两个直板远离滑动板一端连接;调节件一、调节件二、调节件三用于拉动移动板向远离定位治具方向移动。
14、作为本发明上述方案的进一步改进,移动板远离定位治具一侧安装有两个上下相对布置的l型板,两个l型板之间形成卡槽;
15、调节件一包括气缸一,气缸一的伸缩端连接有卡块一,在气缸一处于伸展状态下,定位治具跟随转盘转动到电池上料工位时,卡块一能够卡入到卡槽内。
16、作为本发明上述方案的进一步改进,调节件二包括气缸二,气缸二的伸缩端连接有卡块二,在气缸二处于伸展状态下,定位治具跟随转盘转动到预压工位时,卡块二能够卡入到卡槽内。
17、作为本发明上述方案的进一步改进,调节件三包括气缸三,气缸三的伸缩端连接有卡块三,在气缸三处于伸展状态下,定位治具跟随转盘转动到电池下料工位时,卡块三能够卡入到卡槽内。
18、作为本发明上述方案的进一步改进,预压机构包括安装板、气缸四和预压板,安装板竖直布置,安装板靠近转盘一侧安装有竖直布置的导轨,预压板水平布置且其一端与导轨滑动配合连接,预压板底部安装有预压块;气缸四安装在安装板上且其伸缩端与预压板连接。
19、与现有技术相比,本发明具有以下有益效果:
20、本发明通过设置弹性件、夹紧件以及预压机构,将电池上料至定位槽之后,通过预压机构对电池施加压力以使弹性件压缩,从而调节电池的高度,然后夹紧件再夹紧电池,即可完成电池的定位,定位之后,电池的位置无需再调整,只需定位一次即可满足加工定位精度,定位简单,位置精度一致性高,无需重复定位、简化机构设计、成本低的优点,进而提高电池加工的效率,降低设计、调试及维护的成本。
技术特征:
1.一种电池定位加工装置,其特征在于,其包括定位治具(100)以及预压机构(200);定位治具(100)设置有用于放置电池(300)的若干个定位槽(110),各定位槽(110)底部均设置有弹性件(120)且定位治具(100)上设置有用于对各定位槽(110)内的电池电池(300)进行夹紧的夹紧件(130);预压机构(200)用于对各定位槽(110)内的电池(300)施加压力以使弹性件(120)压缩,且当弹性件(120)压缩时,夹紧件(130)夹紧电池(300)。
2.根据权利要求1所述的电池定位加工装置,其特征在于,所述电池(300)定位加工装置还包括传送机构(400)以及调节机构;其中:
3.根据权利要求2所述的电池定位加工装置,其特征在于,传送机构(400)包括转盘(410)以及驱动转盘(410)转动的驱动电机(420),定位治具(100)安装在转盘(410)上并可随着转盘(410)的转动而转动。
4.根据权利要求2所述的电池定位加工装置,其特征在于,传送机构(400)采用直线式输送机构。
5.根据权利要求1所述的电池定位加工装置,其特征在于,弹性件(120)包括多个弹簧一(121)、底板(122)以及多个导杆,多个弹簧一(121)均安装在定位槽(110)底部,底板(122)设置在多个弹簧一(121)上方且其底部与多个弹簧一(121)连接,底板(122)顶面安装有绝缘板一;多个导杆分别设置在多个弹簧一(121)内,导杆顶端与底板(122)连接且其底端与定位治具(100)滑动配合连接。
6.根据权利要求2所述的电池定位加工装置,其特征在于,夹紧件(130)包括若干个侧夹板(131)和若干个端夹板(132);若干个侧夹板(131)分别设置在若干个定位槽(110)内,侧夹板(131)一侧面为夹紧面且夹紧面安装有绝缘板二(133),侧夹板(131)的另一侧面连接有侧杆(134)且侧杆(134)滑动贯穿电池(300)治具,侧杆(134)位于定位槽(110)内一段套装有弹簧二(135)且弹簧二(135)两端分别与侧夹板(131)、电池(300)治具连接;若干个端夹板(132)分别设置在若干个定位槽(110)内,端夹板(132)位于侧夹板(131)一侧并与侧夹板(131)呈l型分布,端夹板(132)靠近侧夹板(131)一侧面为夹紧面且该夹紧面安装有绝缘板三(136),端夹板(132)的另一侧面连接有端杆(137)且端杆(137)滑动贯穿电池(300)治具,端杆(137)位于定位槽(110)内一段套装有弹簧三(138)且弹簧三(138)两端分别与端夹板(132)、电池(300)治具连接;在自然状态下,侧夹板(131)、端夹板(132)能够夹紧电池(300),调节件一(510)、调节件二(520)、调节件三(530)用于对侧杆(134)和端杆(137)施加压力以增大侧夹板(131)和端夹板(132)与电池(300)之间的距离,从而解除夹紧件(130)的夹紧力。
7.根据权利要求6所述的电池定位加工装置,其特征在于,定位治具(100)设置有顶部敞开的开口腔,开口腔内固定有竖直布置的隔板(140),隔板(140)将开口腔分隔成两个定位槽(110),隔板(140)两侧面均安装有绝缘板四(141);两个定位槽(110)内的侧夹板(131)均与隔板(140)平行相对布置,侧夹板(131)、端夹板(132)、隔板(140)之间用于放置电池(300)。
8.根据权利要求7所述的电池定位加工装置,其特征在于,所述夹紧件(130)还包括设置在定位治具(100)外的两个连接板(139)和移动板(1311),两个连接板(139)分别设置在定位治具(100)两侧且两个连接板(139)分别与两个侧夹板(131)对应设置,连接板(139)与侧杆(134)连接,连接板(139)上安装有竖直布置的连接轴(1312)且连接轴(1312)上转动安装有滚轮(1313);在连接板(139)与定位治具(100)之间设置有滑动板(1310),滑动板(1310)倾斜布置且滑动板(1310)两端均通过滑块(1315)与定位治具(100)滑动配合连接,滑动板(1310)一端连接有直板(1314),滑动板(1310)远离直板(1314)一端与连接板(139)之间的距离小于滑动板(1310)靠近直板(1314)一端与连接板(139)之间的距离,滑动板(1310)始终与滚轮(1313)滚动贴合;移动板(1311)与隔板(140)垂直设置,移动板(1311)与各端杆(137)均连接,移动板(1311)与直板(1314)远离滑动板(1310)一端连接;调节件一(510)、调节件二(520)、调节件三(530)用于拉动移动板(1311)向远离定位治具(100)方向移动。
9.根据权利要求8所述的电池定位加工装置,其特征在于,移动板(1311)远离定位治具(100)一侧安装有两个上下相对布置的l型板(1316),两个l型板(1316)之间形成卡槽;
10.根据权利要求1所述的电池定位加工装置,其特征在于,预压机构(200)包括安装板(210)、气缸四(220)和预压板(230),安装板(210)竖直布置,安装板(210)靠近转盘(410)一侧安装有竖直布置的导轨(240),预压板(230)水平布置且其一端与导轨(240)滑动配合连接,预压板(230)底部安装有预压块(250);气缸四(220)安装在安装板(210)上且其伸缩端与预压板(230)连接。
技术总结
本发明涉及一种电池定位加工装置,其包括定位治具以及预压机构;定位治具设置有用于放置电池的若干个定位槽,各定位槽底部均设置有弹性件且定位治具上设置有用于对各定位槽内的电池进行夹紧的夹紧件;预压机构用于对各定位槽内的电池施加压力以使弹性件压缩,且当弹性件压缩时,夹紧件夹紧电池。本发明通过设置弹性件、夹紧件以及预压机构,将电池上料至定位槽之后,通过预压机构对电池施加压力以使弹性件压缩,从而调节电池的高度,然后夹紧件再夹紧电池,即可完成电池的定位,定位之后,电池的位置无需再调整,有效提高加工效率。
技术研发人员:焦毅,朱春林,张旭
受保护的技术使用者:合肥国轩高科动力能源有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!