激光加工数控系统中实现提升辅助夹持效率的处理方法、装置、处理器及其可读存储介质与流程
本发明涉及激光切割加工领域,尤其涉及激光管切加工领域,具体是指一种激光加工数控系统中实现提升辅助夹持效率的处理方法、装置、处理器及其计算机可读存储介质。
背景技术:
1、在激光管切加工的过程中,为防止重管或者长管产生精度差,会使用辅助夹持。当管材需要加工多个平面时,跨楞的蛙跳过程将会涉及到辅助夹持的动作。
2、参考文献[1]发明了一种在激光切管机中实现高效空运行的控制方法,该方法根据当前轮廓和下一个轮廓之间的位置信息,实现四种不同的空移过程,分别为直接平移,抬枪平移,蛙跳空移和门式空移,在保证安全的前提下,降低无效加工时间,最大化提高空移的效率。
3、参考文献[2]发明了一种激光头的控制方法,该方法能够根据平动速度、平动加速度、蛙跳速度、蛙跳加速度和斜坡角度,判定存在目标激光切割头与目标障碍物碰撞的时刻,并以此获取蛙跳限制曲线;该蛙跳限制曲线可以与目标障碍物较好的适应,使得激光切割头不会被障碍物阻挡,从而避免目标激光切割头会损坏。
4、参考文献[3]提供了一种带蛙跳动作的平面激光加工方法,通过获取加工顺序相邻的第一图形和第二图形的图像数据以及预估时间模型,确定加工轨迹以及蛙跳运动规划;当加工头运动到蛙跳起点时,加工头基于蛙跳运动轨迹,蛙跳至蛙跳终点。
5、参考文献[4]公开了一种加工头蛙跳计算方法,通过加速段和减速段的最大速度及时间,计算实际能达到最大速度vm,并基于此得到蛙跳的实际高度,该方法能动态规划合适的蛙跳上抬高度,提升蛙跳的效率。
6、现有的方法主要是对蛙跳的上抬及下降进行优化,而对于辅助夹持参与的跨楞蛙跳动作则相对较少,即涉及到辅助夹持的情况,流程动作仍较慢。
7、参考文献:
8、[1]专利名:一种在激光切管机中实现高效空运行的控制方法授权公告号:cn108393591b专利权人:广东宏石激光技术股份有限公司。
9、[2]专利名:激光切割头的控制方法、装置、终端设备以及存储介质授权公告号:cn114296403a专利权人:深圳市汇川技术股份有限公司。
10、[3]专利名:带蛙跳动作的平面激光加工方法、装置、电子设备以及存储介质授权公告号:cn115391863a专利权人:上海柏楚电子科技股份有限公司。
11、[4]专利名:一种加工头蛙跳计算方法、加工设备及存储介质,授权公告号:cn114595422a专利权人:大族激光科技产业集团股份有限公司;深圳市大族智能控制科技有限公司。
技术实现思路
1、本发明的目的是克服了上述现有技术的缺点,提供了一种满足等待时间短、加工效率高、适用范围较为广泛的激光加工数控系统中实现提升辅助夹持效率的处理方法、装置、处理器及其计算机可读存储介质。
2、为了实现上述目的,本发明的激光加工数控系统中实现提升辅助夹持效率的处理方法、装置、处理器及其计算机可读存储介质如下:
3、该激光加工数控系统中实现提升辅助夹持效率的处理方法,其主要特点是,所述的方法包括以下步骤:
4、(1)建立机床坐标系,得到x轴、y轴、z轴和b轴,上抬z轴,当z轴运动至管材外接圆位置时,辅助夹持开始执行松开动作;
5、(2)x轴、y轴、z轴和b轴开始向下一段切割起点运动;
6、(3)计算得到b轴最大剩余角度;
7、(4)根据b轴最大剩余角度计算得到此时b轴距离终点的一定位置,在b轴运动至距离终点的一定位置时,辅助夹持将开始夹紧;
8、(5)z轴下降至加工位置,准备下一次加工。
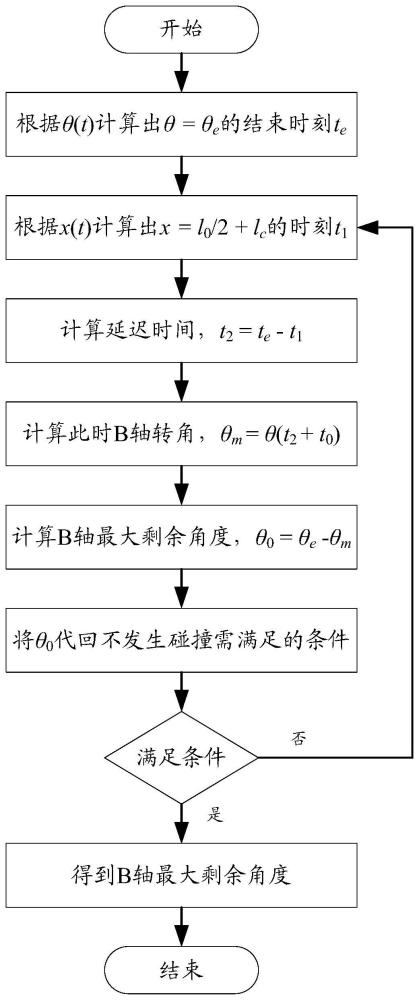
9、较佳地,所述的步骤(3)具体包括以下步骤:
10、(3.1)根据b轴的运动状态θ(t)计算在θ=θe时的结束时刻te,其中,θe为b轴的结束位移;
11、(3.2)根据x轴的运动状态x(t)计算得到在x=l0/2+lc的时刻t1,其中,l0为方管的宽度,lc为最小间隙量;
12、(3.3)计算得到辅助夹持启动需要的延时时间t2;
13、(3.4)计算得到此时b轴转角θm;
14、(3.5)计算b轴最大剩余角度θ0,θ0=θe-θm;
15、(3.6)根据θ0和不发生碰撞需要满足的条件,验证是否符合条件,若不符合则适当调大最小间隙量lc,并继续步骤(3.2)至(3.6)。
16、较佳地,所述的步骤(3.3)中计算得到辅助夹持启动需要的延时时间t2,具体为:
17、根据以下公式计算得到辅助夹持启动需要的延时时间t2:
18、t2=te-t1;
19、其中,te为在θ=θe时的结束时刻,t1为在x=l0/2+lc的时刻。
20、较佳地,所述的步骤(3.4)中计算得到此时b轴转角θm,具体为:
21、根据以下公式计算得到此时b轴转角θm:
22、θm=θ(t2+t0);
23、其中,t0为b轴开始运动的起始时刻,t2为辅助夹持启动需要的延时时间。
24、该激光加工数控系统中用于实现提升辅助夹持效率的处理的装置,其主要特点是,所述的装置包括:
25、处理器,被配置成执行计算机可执行指令;
26、存储器,存储一个或多个计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的激光加工数控系统中实现提升辅助夹持效率的处理方法的各个步骤。
27、该激光加工数控系统中用于实现提升辅助夹持效率的处理的处理器,其主要特点是,所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现上述的激光加工数控系统中实现提升辅助夹持效率的处理方法的各个步骤。
28、该计算机可读存储介质,其主要特点是,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现上述的激光加工数控系统中实现提升辅助夹持效率的处理方法的各个步骤。
29、采用了本发明的激光加工数控系统中实现提升辅助夹持效率的处理方法、装置、处理器及其计算机可读存储介质,减少了辅助夹持的等待时间,缩短整体的加工时间。本发明给出了提升辅助夹持效率的方法中,b轴最大剩余角度的求解方法,简化了过程,提高运算时的效率。
技术特征:
1.一种激光加工数控系统中实现提升辅助夹持效率的处理方法,其特征在于,所述的方法包括以下步骤:
2.根据权利要求1所述的激光加工数控系统中实现提升辅助夹持效率的处理方法,其特征在于,所述的步骤(3)具体包括以下步骤:
3.根据权利要求2所述的激光加工数控系统中实现提升辅助夹持效率的处理方法,其特征在于,所述的步骤(3.3)中计算得到辅助夹持启动需要的延时时间t2,具体为:
4.根据权利要求2所述的激光加工数控系统中实现提升辅助夹持效率的处理方法,其特征在于,所述的步骤(3.4)中计算得到此时b轴转角θm,具体为:
5.一种激光加工数控系统中用于实现提升辅助夹持效率的处理的装置,其特征在于,所述的装置包括:
6.一种激光加工数控系统中用于实现提升辅助夹持效率的处理的处理器,其特征在于,所述的处理器被配置成执行计算机可执行指令,所述的计算机可执行指令被所述的处理器执行时,实现权利要求1至6中任一项所述的激光加工数控系统中实现提升辅助夹持效率的处理方法的各个步骤。
7.一种计算机可读存储介质,其特征在于,其上存储有计算机程序,所述的计算机程序可被处理器执行以实现权利要求1至6中任一项所述的激光加工数控系统中实现提升辅助夹持效率的处理方法的各个步骤。
技术总结
本发明涉及一种激光加工数控系统中实现提升辅助夹持效率的处理方法,包括以下步骤:上抬Z轴,当Z轴运动至管材外接圆位置时,辅助夹持开始执行松开动作;X轴、Y轴、Z轴和B轴开始向下一段切割起点运动;计算得到B轴最大剩余角度;在B轴运动至距离终点的一定位置时,辅助夹持将开始夹紧;Z轴下降至加工位置,准备下一次加工。采用了本发明的激光加工数控系统中实现提升辅助夹持效率的处理方法、装置、处理器及其计算机可读存储介质,减少了辅助夹持的等待时间,缩短整体的加工时间。本发明给出了提升辅助夹持效率的方法中,B轴最大剩余角度的求解方法,简化了过程,提高运算时的效率。
技术研发人员:唐涛,郑之开,陈百旺,董奕辰
受保护的技术使用者:上海维宏电子科技股份有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!