中置柜门板自动焊接打磨系统的制作方法
本发明涉及中置柜门板自动焊接打磨,具体为中置柜门板自动焊接打磨系统。
背景技术:
1、中置柜,全称为金属铠装中置移开式开关设备,属于高压配电装置,最高工作电压3.6/7.2/12kv,系三相交流50hz单母线分段系统或双母线分段系统的户内成套配电装置,用于接受和配3.6-12kv的网络电能,并对电力电路实行控制保护、监视和测量,焊接打磨系统是中置柜门板生产所需的重要设备,因为随着对中置柜的需求越来越高,对于焊接打磨系统的要求也越来越高;
2、现有的部分中置柜门板自动焊接打磨系统,采用夹紧单元规格固定的方式,进行中置柜门板的夹紧工作,一部分的中置柜门板自动焊接打磨系统,采用人工移动的方式,进行中置柜门板在工位之间的转移;
3、现在存在一些问题,比如夹紧单元规格固定方式,可能限制中置柜门板自动焊接打磨系统适用的中置柜门板范围,人工移动的方式继续宁中置柜门板在工位之间的转移,可能增加了工作人员的工作负担,进而可能影响中置柜门板的焊接打磨效率。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供中置柜门板自动焊接打磨系统,能够实现不同宽度和高度产品的夹紧定位,也可通过整体吊装实现不同类型产品的快速换型,有效扩大了中置柜门板自动焊接打磨系统焊接打磨工作的适用范围,同时使得中置柜门板自动焊接打磨系统焊接打磨效率得到大大提高,可以有效解决背景技术中的问题。
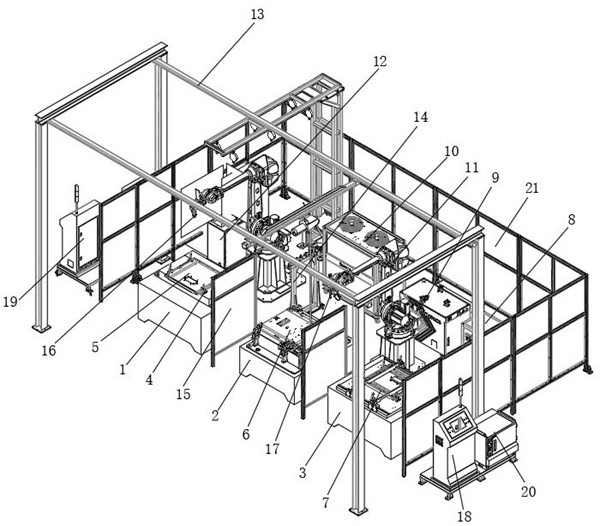
2、为实现上述目的,本发明提供如下技术方案:中置柜门板自动焊接打磨系统,包括焊缝打磨工位和夹紧机构;
3、焊缝打磨工位:其右方设置有门角满焊工位,焊缝打磨工位和门角满焊工位之间设置有挡板,门角满焊工位的右方设置有加强筋焊接工位,加强筋焊接工位和门角满焊工位之间也设置有挡板,焊缝打磨工位的后方和加强筋焊接工位和门角满焊工位之间的后方均设置有机械臂,左侧的机械臂的输出端设置有打磨头,右侧的机械臂的输出端设置有焊枪;
4、夹紧机构:其均匀设置于焊缝打磨工位和加强筋焊接工位的上端;
5、其中:还包括焊缝打磨工位的左方设置有螺柱焊打磨电控系统,加强筋焊接工位的右方设置有激光焊电控系统,螺柱焊打磨电控系统和激光焊电控系统的输入端均与外部电源电连接,螺柱焊打磨电控系统和激光焊电控系统的后方均设置有机器人控制箱,螺柱焊打磨电控系统和激光焊电控系统的输出端均与机器人控制箱的输入端电连接,机器人控制箱的输出端均与横向相邻的机械臂的输入端电连接,实现不同宽度和高度产品的夹紧定位,也可通过整体吊装实现不同类型产品的快速换型,有效扩大了中置柜门板自动焊接打磨系统焊接打磨工作的适用范围,同时使得中置柜门板自动焊接打磨系统焊接打磨效率得到大大提高。
6、进一步的,所述夹紧机构包括定位座、支架、调节柄一、调节柄二、连接轴、夹紧柱、连接柄和驱动柄,所述定位座均匀设置于焊缝打磨工位和加强筋焊接工位的上端,定位座的上端均设置有支架,支架的下端均通过销轴转动连接有调节柄一,支架的上端也均通过销轴转动连接有调节柄二,调节柄二的中部均与竖向相邻的调节柄一套接,调节柄二的中部均通过连接轴转动连接有连接柄,连接柄的上端也均通过销轴与竖向相邻的调节柄一的上端转动连接,调节柄一的上端均固定连接有驱动柄,调节柄二远离支架的一端均设置有夹紧柱,焊缝打磨工位上端的夹紧柱均与同一个燃弧柜前门一配合安装,实现焊缝待打磨的中置柜门板的稳定夹持。
7、进一步的,所述门角满焊工位上表面的前端设置有固定架,门角满焊工位上表面的后端设置有均匀分布的滑轨二,滑轨二之间滑动连接有支撑架,固定架和支撑架的上端均设置有对称分布的压紧装置,压紧装置之间设置有燃弧柜前门二,固定架的上端设置有对称分布的顶紧座,顶紧座靠近门角满焊工位中心的一端均与燃弧柜前门二的前端配合安装,支撑架的上端设置有对称分布的顶紧装置,顶紧装置靠近门角满焊工位中心的一端均与燃弧柜前门二的后端配合安装,固定架和支撑架的左右两端均设置有顶紧气缸,顶紧气缸的活塞杆均与燃弧柜前门二的中部配合安装,顶紧气缸均与外部气泵通过气管连通,外部气泵的输入端均与螺柱焊打磨电控系统的输出端电连接,实现门角满焊的中置柜门板的稳定夹持。
8、进一步的,所述加强筋焊接工位上表面的前后两端均设置有滑轨一,滑轨一的上端均设置有均匀分布卡座,纵向相邻的卡座之间均卡接有压板,压板之间设置有均匀分布的加强筋,加强筋焊接工位的上端设置有燃弧柜前门三,卡座的上端和加强筋焊接工位的上端也均设置有夹紧机构,卡座上端的夹紧机构均与竖向相邻的压板的上端配合安装,加强筋焊接工位上端的夹紧机构均与燃弧柜前门三的上端配合安装,实现待加强筋焊接的中置柜门板的稳定夹持。
9、进一步的,所述加强筋焊接工位的后方设置有激光器,激光器的右方设置有稳压器,稳压器的输入端与激光焊电控系统的输出端电连接,激光器的输入端与稳压器的输出端电连接,激光器的输出端与焊枪的输入端电连接,实现中置柜门板的激光焊接。
10、进一步的,所述门角满焊工位的后方设置有冷水机,冷水机的出水口与激光器的发射口连通,冷水机的输入端与激光焊电控系统的输出端电连接,使得激光器产生的激光更加,提高激光焊的效果。
11、进一步的,所述焊缝打磨工位的后方设置有自动换砂台,自动换砂台的输出口与焊缝打磨工位的上端配合安装,自动换砂台的输入端与螺柱焊打磨电控系统的输出端电连接,有效保障焊缝打磨效率。
12、进一步的,所述焊缝打磨工位和门角满焊工位之间的后方设置有螺柱焊枪打磨头切换装置,便于更换焊枪和打磨头。
13、进一步的,所述焊缝打磨工位的前方设置有kbk行吊,焊缝打磨工位、门角满焊工位和加强筋焊接工位的上端均与kbk行吊的下端配合安装,kbk行吊的输入端与外部电源电连接,实现中置柜门板的整体吊装。
14、进一步的,所述焊缝打磨工位和门角满焊工位之间和门角满焊工位和加强筋焊接工位之间均设置有挡板,焊缝打磨工位和螺柱焊打磨电控系统之间加强筋焊接工位和激光焊电控系统之间设置有同一个外部围栏,提高中置柜门板自动焊接打磨系统的生产安全性。
15、与现有技术相比,本发明的有益效果是:本中置柜门板自动焊接打磨系统,具有以下好处:
16、人员首先将待进行焊缝打磨的燃弧柜前门一放置在焊缝打磨工位的上端,而后将定位座均移动至所需位置,而后通过驱动柄向上转动竖向相邻的调节柄一,使得调节柄一均绕支架下端的销轴中心轴线转动,调节柄一转动带动竖向相邻的连接柄均绕竖向相邻的连接轴的中心轴线向上转动,当调节柄一转动至竖直位置时,连接柄均通过竖向相邻的连接轴支撑调节柄二,进而实现对调节柄二横向相邻的压紧柱下压,进而实现对燃弧柜前门一的固定工作,待燃弧柜前门一固定稳定后,人员通过螺柱焊打磨电控系统通过纵向相邻的机器人控制箱实现左侧的机械臂运行,机械臂通过输出端的打磨头实现对焊缝的打磨,同时焊打磨电控系统实现自动换砂机运行,对焊缝打磨产生的碎屑和灰尘进行吸附收集,避免灰尘积累影响焊缝打磨效果,人员将待门角焊接的燃弧柜前门二放置在门角满焊工位的上端,而后移动支撑架,使得支撑架在滑轨二的导向作用下向前滑动,支撑架前移带动竖向相邻的顶紧装置以及竖向相邻的压紧装置前移,待支撑架至所需位置,使得燃弧柜前门二的前端与顶紧座的后端配合安装,而后人员通过顶紧装置,使得顶紧装置与纵向相邻的顶紧座配合工作,实现对燃弧柜前门二的纵向稳定夹持,而后通过螺柱焊接打磨系统实现外部气泵运行,使得压紧气缸的活塞杆伸缩,实现对燃弧柜前门二的横向稳定夹持,而后通过而后通过压紧装置实现对燃弧柜前门二的竖向稳定夹持,而后通过激光焊电控系统,实现稳压器运行,稳压器使得输入至激光器的电压处于稳定状态,进而保障激光器输出端的激光处于稳定状态,激光焊电控系统实现激光器运行,激光器向右侧机械臂输出端的焊枪输出激光,同时实现冷水机运行,冷水机使用的离子水使得对激光器输出的激光进行净化,使得激光焊效果更佳,同时激光焊电控系统通过纵向相邻的机器人控制箱控制右侧的机械臂,进而完成燃弧柜前门二的门角满焊工作,同时人员将待进行加强筋焊接的燃弧柜前门三放置加强筋焊接工位的上端,人员首先将待焊接的加强筋放置燃弧柜前门三所需焊接的位置,而后将卡座均通过导轨一移动至所需位置,将压板均卡接入纵向相邻的卡座的内部,而后通过卡座竖向相邻的夹紧机构实现对竖向相邻压板的固定,进而通过压板实现对加强筋位置的固定,而后通过均匀分布的夹紧机构实现对燃弧柜前门三的位置固定,等待进行加强筋的焊接工作,待燃弧柜前门二的门角满焊结束后,机械臂实现对燃弧柜前门三加强筋焊接,同时,人员结束顶紧装置、压紧装置和顶紧气缸对燃弧柜前门二的夹持固定,而后通过kbk行吊实现燃弧柜前门二的移动,将燃弧柜前门二移动至焊缝打磨工位的上端,而后通过均匀分布的夹紧机构实现对燃弧柜前门二的位置固定,而后通过左端的机械臂实现对燃弧柜前门二的焊缝打磨工作,实现不同宽度和高度产品的夹紧定位,也可通过整体吊装实现不同类型产品的快速换型,有效扩大了中置柜门板自动焊接打磨系统焊接打磨工作的适用范围,同时使得中置柜门板自动焊接打磨系统焊接打磨效率得到大大提高。
- 还没有人留言评论。精彩留言会获得点赞!