一种异形薄壁钼管成型加工工艺的制作方法
本发明涉及钼管加工,具体为一种异形薄壁钼管成型加工工艺。
背景技术:
1、异型薄壁钼管是指具有特殊形状的薄壁钼管,可用于制造高性能的钼合金制品,如高强度、高耐蚀性的钼合金、高精度加工的钼零件等,可广泛应用于航空航天、石油化工领域、电子工业领域和其他领域如核工业、医疗器械等。
2、目前,现有的钼管加工大部分是针对普通厚度的钼合金管或圆孔薄壁钼合金管的成型加工,很少有针对异形薄壁钼管的加工成型工艺。为此,我们提出一种异形薄壁钼管成型加工工艺。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供一种异形薄壁钼管成型加工工艺,工艺可靠,加工成品率高,通过外模固定管坯在挤压前先在管坯上加工两个与上下模对应的定位孔,即上定位孔和下定位孔,用于上模和下模的定位,挤压过程中更加稳定,进一步提高了成品率,保证了最终产品的质量,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:一种异形薄壁钼管成型加工工艺,包括以下步骤:
3、s1)管坯的制备:包括原料混合、静态压制、预烧结、烧结、退火处理等步骤,将原料制备为实心管坯;
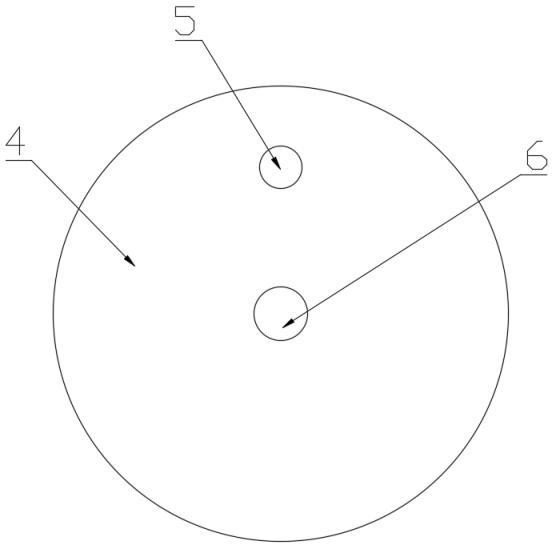
4、s2)对管坯的处理:通过矫直机将管坯矫直,然后对管坯外表面进行车削等操作,使其外侧各处直径相同,与外模的内径相等或略小于外模的内径,接着通过深孔钻在钻床上沿管坯的长度方向钻上下两个定位孔,分别为上定位孔和下定位孔;
5、s3)表面润滑:对步骤s2制得的管坯的外侧表面及上定位孔和下定位孔的内侧表面涂覆玻璃润滑剂,同时对外模的内侧表面、上模和上定位头的外侧表面、下模和下定位头的外侧表面涂覆玻璃润滑剂;
6、s4)挤压成型:将管坯插入到外模内,然后通过外部的机械装置分别带动上模和下模对管坯进行挤压,挤压时使上定位头和下定位头分别定位并插入到上定位孔和下定位孔内,以保证挤压过程的稳定;
7、s5)成型后加工:挤压成型完成后,将成型的钼管从外模中取出,并对其两端进行切割。
8、作为本发明的一种优选技术方案,所述步骤s1管坯的制备具体为:
9、原料混合:将钼粉和钛粉或钨粉或铼粉按重量份1∶1~99∶1混合均匀;
10、静态压制:通过等静压机对混合均匀后的钼粉和铼粉进行压制成型,得到高密度的坯料;
11、预烧结:在预烧结炉中对压制成型的坯料进行中温预烧结;
12、烧结:对经过预烧结的坯料进行高温烧结;
13、锻造:将高温烧结得到的烧坯通过锻造机锻造为圆柱状的锻坯;
14、退火:对锻造好的锻坯进行退火处理,得到实心的长条圆柱状管坯。
15、作为本发明的一种优选技术方案,原料混合时采用psg系列气固喷射器以流态化进行混合。
16、作为本发明的一种优选技术方案,静态压制过程中压力为160~240mpa,保压时间为0.5~1h。
17、作为本发明的一种优选技术方案,预烧结过程中的温度为1000~1450℃,保温时间为1~2h。
18、作为本发明的一种优选技术方案,烧结过程中烧结温度为2650~2980℃,保温时间为2h~16h。
19、作为本发明的一种优选技术方案,锻造时的加热温度为1100~1700℃,保温时间0.5~1h,锻造总变形量为60~90%。
20、与现有技术相比,本发明的有益效果是:工艺可靠,加工成品率高,通过外模固定管坯,然后通过上模和下模的同时挤压,可以使管坯快速被挤压成型为异形薄壁钼管;在挤压前先在管坯上加工两个与上下模对应的定位孔,即上定位孔和下定位孔,用于上模和下模的定位,挤压过程中更加稳定,进一步提高了成品率,保证了最终产品的质量;上模和下模之间的空隙和上模和下模与外模之间的空隙相等,均为0.5~1.2mm,即挤压成型的异形薄壁钼管的厚度在0.5~1.2mm之间,上模和下模及外模的具体形状和尺寸等可以根据最终产品的需求进行定制,从而生产相应的异形薄壁钼合金管。
技术特征:
1.一种异形薄壁钼管成型加工工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种异形薄壁钼管成型加工工艺,其特征在于:所述步骤s1管坯的制备具体为:
3.根据权利要求2所述的一种异形薄壁钼管成型加工工艺,其特征在于:原料混合时采用psg系列气固喷射器以流态化进行混合。
4.根据权利要求2所述的一种异形薄壁钼管成型加工工艺,其特征在于:静态压制过程中压力为160~240mpa,保压时间为0.5~1h。
5.根据权利要求2所述的一种异形薄壁钼管成型加工工艺,其特征在于:预烧结过程中的温度为1000~1450℃,保温时间为1~2h。
6.根据权利要求2所述的一种异形薄壁钼管成型加工工艺,其特征在于:烧结过程中烧结温度为2650~2980℃,保温时间为2h~16h。
7.根据权利要求2所述的一种异形薄壁钼管成型加工工艺,其特征在于:锻造时的加热温度为1100~1700℃,保温时间0.5~1h,锻造总变形量为60~90%。
技术总结
本发明公开了一种异形薄壁钼管成型加工工艺,包括管坯的制备、对管坯的处理、表面润滑、挤压成型和成型后加工等步骤,工艺可靠,加工成品率高,通过外模固定管坯,然后通过上模和下模的同时挤压,可以使管坯快速被挤压成型为异形薄壁钼管;在挤压前先在管坯上加工两个与上下模对应的定位孔,即上定位孔和下定位孔,用于上模和下模的定位,挤压过程中更加稳定,进一步提高了成品率,保证了最终产品的质量。
技术研发人员:邓锐,单鹏,吕晗
受保护的技术使用者:洛阳汇晶新材料科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!