一种杆件自动合缝焊接装置及其使用方法与流程
本发明涉及自动合缝焊接装置,尤其是一种杆件自动合缝焊接装置及其使用方法。
背景技术:
1、自动焊接机可对金属容器、金属焊接结构件进行各种焊缝、各种方式的焊接。它可以通过机械、电气和计算机等技术手段实现自动化操作,从而大大提高焊接效率和焊接质量。广泛应用于风电设备、压力容器、石化、管道、钢结构、锅炉、造船、堆焊修复等众多行业。杆件焊接除了需要实现焊接作业之外还需要对杆件位置进行调整。
2、中国专利公开号为cn215699102u,公开了一种杆件焊接装置,其包括第一支架、第二支架、搬移组件、传送组件、移动焊接组件和焊接台,所述第一支架上固定设置有所述搬移组件,所述第二支架上固定设置有传送组件,所述第二支架上位于所述传送组件的一侧固定设置有移动焊接组件,所述第二支架上固定设置有焊接台,所述焊接台位于所述移动焊接组件的一侧。通过搬移组件将杆件搬运到夹持座上,通过第一推动气缸推动第一滑动板在第一导轨上滑动进一步带动杆件实现横向滑动,保证杆件移动时不发生偏移;通过第二滑动板在第二导轨上滑动,进一步带动杆件纵向移动,将杆件送入焊接台,进一步保证在移动杆件时不发生偏移,保证杆件焊接牢固。
3、上述中的现有技术方案存在以下缺陷:其可实现对杆件焊接牢固,防止杆件偏移造成焊接不合格的问题,焊接的管件直径不一,夹持装置难以满足对不同直径焊接作业的稳定夹持,所以我们提出了一种杆件自动合缝焊接装置及其使用方法,以便于解决上述中提出的问题。
技术实现思路
1、本发明的目的在于提供一种杆件自动合缝焊接装置及其使用方法,以解决上述背景技术中提出焊接的管件直径不一,现有的自动合缝焊接装置夹持装置难以满足对不同直径焊接作业的稳定夹持的问题。
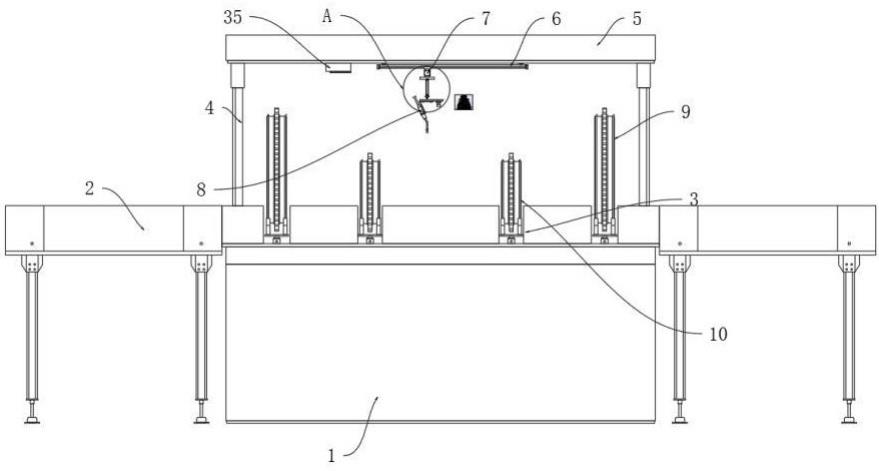
2、为实现上述目的,本发明提供如下技术方案:一种杆件自动合缝焊接装置,包括焊接台,所述焊接台的四个拐角处固定安装有固定柱,所述固定柱的上方安装有固定顶板,所述固定顶板下端的中间位置处设置有第一焊接丝杆,所述第一焊接丝杆的下方传动设置有第二焊接丝杆,所述第二焊接丝杆的下方设置有焊枪,所述焊接台上方的中间位置处设置有滚轮驱动机构,所述滚轮驱动机构包括两个从动滚轮架、两个第一主动滚轮架和一个第二主动滚轮架,所述从动滚轮架位于焊接台上方的两侧,所述第二主动滚轮架位于焊接台上方的中间位置处,所述第二主动滚轮架靠近从动滚轮架的一侧设置有第一主动滚轮架,所述从动滚轮架与第一主动滚轮架之间设置有第一夹持机构,所述第一主动滚轮架与第二主动滚轮架之间设置有第二夹持机构。
3、优选的,所述焊接台的两侧对称设置有输送机构,所述从动滚轮架、第一主动滚轮架、第二主动滚轮架和输送机构的中心线相重合,所述从动滚轮架、第一主动滚轮架、第二主动滚轮架和输送机构的上方以及第一夹持机构和第二夹持机构的内部设置有焊接杆。
4、优选的,所述第二焊接丝杆的下方传动设置有焊接驱动板,所述焊接驱动板的下方设置有焊接固定板,所述焊接固定板与焊接驱动板之间设置有焊接电动伸缩缸,所述焊接电动伸缩缸上下两端分别与焊接固定板与焊接驱动板固定连接,所述焊接固定板与焊枪之间通过焊枪架固定连接。
5、优选的,所述第一夹持机构的下端设置有第一夹持机构丝杆,所述第二夹持机构的下端设置有第一夹持机构丝杆,所述第一夹持机构和第二夹持机构的上端设置有夹持座,所述第一夹持机构的夹持座通径大于第二夹持机构的夹持座通径,所述夹持座的下方设置有夹持机构安装板,所述夹持机构安装板下方的中间位置处设置有驱动块,且驱动块分别与第一夹持机构丝杆和第一夹持机构丝杆传动连接。
6、优选的,所述夹持座外端的前后两侧对称设置有限位环,所述夹持机构安装板上方的两侧对称固定设置有限位座,且限位座与限位环滑动连接。
7、优选的,两个所述限位环之间设置有夹持机构外齿轮,且夹持机构外齿轮与夹持座固定连接,所述夹持座的一侧设置有夹持驱动电机,所述夹持驱动电机的输出端传动安装有驱动齿轮,且驱动齿轮与夹持机构外齿轮啮合连接。
8、优选的,所述夹持座的内侧环形设置有四十二个夹持杆,所述夹持座内侧的内部环形开设有夹持电动伸缩缸槽,且夹持杆与夹持电动伸缩缸槽滑动连接,所述夹持杆与夹持电动伸缩缸槽的内壁之间设置有夹持电动伸缩缸,所述夹持杆一端的两侧对称安装有夹持杆滑动块,所述夹持电动伸缩缸槽一端的两侧对称设置有夹持杆滑动槽,且夹持杆滑动槽与夹持杆滑动块滑动连接。
9、一种杆件自动合缝焊接装置的使用方法,包括以下步骤:
10、步骤一:将两个需要焊接的焊接杆分别放置在两侧的输送机构上方,根据焊接杆的直径选择使用第一夹持机构或第二夹持机构,当选择使用第一夹持机构时,驱动第一夹持机构的第一夹持机构丝杆,第一夹持机构丝杆带动第一夹持机构的驱动块向靠近输送机构方向移动直至夹持座的垂直中心线与输送机构的垂直中心线相重合,当选择使用第二夹持机构时,驱动第二夹持机构的第一夹持机构丝杆,第一夹持机构丝杆带动第二夹持机构的驱动块向靠近输送机构方向移动直至夹持座的垂直中心线与输送机构的垂直中心线相重合;
11、步骤二:启动输送机构、第一主动滚轮架和第二主动滚轮架,焊接杆在输送机构、第一主动滚轮架和第二主动滚轮架的驱动下,穿过第一夹持机构或第二夹持机构的内部并两端逐渐靠近,直至两个焊接杆的两端相贴合;
12、步骤三:伸展第一夹持机构或第二夹持机构的夹持电动伸缩缸,夹持电动伸缩缸的伸展推动夹持杆从夹持电动伸缩缸槽内滑出,夹持杆滑动的同时夹持杆滑动块在夹持杆滑动槽内部滑动,从而限制夹持杆的滑动方向,向内滑出的限制夹持杆对焊接杆接触,多个限制夹持杆推动焊接杆的中心与限制夹持杆的中心相重合;
13、步骤四:两个焊接杆均被第一夹持机构或第二夹持机构夹持后,两个焊接杆的两端相贴合,同时两个焊接杆的圆心由于第一夹持机构或第二夹持机构的夹持保持统一;
14、步骤五:通过摄像模块对两个焊接杆进行拍摄并发送给plc模块,plc模块对图像进行分析,确定焊接杆的两端相对应并相贴合,再分析两个焊接杆的焊接位置,plc模块驱动第一焊接丝杆对第二焊接丝杆左右位置进行调节,通过第二焊接丝杆对焊接驱动板的前后位置进行调节,通过焊接驱动板、焊接电动伸缩缸和焊接固定板带动焊枪进行移动,让焊枪位于焊接点的上方,通过焊接电动伸缩缸的伸展让焊枪与焊接点间隔2-4毫米;
15、步骤六:开启焊枪进行焊接作业,焊接的同时启动两个夹持驱动电机,夹持驱动电机带动驱动齿轮转动,驱动齿轮通过啮合连接带动设置有夹持机构外齿轮的夹持座在夹持机构外齿轮和限位环的限位下转动,通过夹持座的转动带动两个焊接杆同步缓慢转动,让焊枪对两个焊接杆接缝的一周进行焊接,焊接完成后,将焊枪复位,再收缩夹持电动伸缩缸解开对焊接杆的锁定,通过输送机构和滚轮驱动机构将焊接杆向一侧驱动,将焊接完成的焊接杆驱动出。
16、与现有技术相比,本发明的有益效果是:
17、1.本发明通过设置第一夹持机构和第二夹持机构可以选择杆件的直径选择对应的夹持机构,夹持时伸展第一夹持机构或第二夹持机构的夹持电动伸缩缸,夹持电动伸缩缸的伸展推动夹持杆从夹持电动伸缩缸槽内滑出,夹持杆滑动的同时夹持杆滑动块在夹持杆滑动槽内部滑动,从而限制夹持杆的滑动方向,向内滑出的限制夹持杆对焊接杆接触,多个限制夹持杆推动焊接杆的中心与限制夹持杆的中心相重合,通过多个限制夹持杆的设置实现对不同直径的夹持,解决了焊接的管件直径不一,现有的自动合缝焊接装置夹持装置难以满足对不同直径焊接作业的稳定夹持的问题。
18、2.本发明通过摄像模块对两个焊接杆进行拍摄并发送给plc模块,plc模块对图像进行分析,确定焊接杆的两端相对应并相贴合,再分析两个焊接杆的焊接位置,plc模块驱动第一焊接丝杆对第二焊接丝杆左右位置进行调节,通过第二焊接丝杆对焊接驱动板的前后位置进行调节,通过焊接驱动板、焊接电动伸缩缸和焊接固定板带动焊枪进行移动,让焊枪位于焊接点的上方,通过焊接电动伸缩缸的伸展让焊枪与焊接点间隔2-4毫米。
- 还没有人留言评论。精彩留言会获得点赞!