螺母螺栓焊接监测系统及方法与流程
本发明涉及螺母螺栓焊接监测,主要涉及螺母螺栓焊接监测系统及方法。
背景技术:
1、对于目前的汽车制造行业而言,柔性制造、产业过程升级是迫在眉睫的事情,要实现“智能制造”的过程就要从过程控制进行入手。车身的钣金电阻焊接为白车身的主要连接工艺,固定焊接也未作为电阻焊的主要手段设备之一,成为大多数冲焊企业的主力设备。
2、其中,螺母螺栓焊接过程受到材料、工艺、环境、人员多种因素的影响,品质控制过程大多数需要依赖人工进行控制,而等到人工发现焊接问题时不良品已经造成,从而造成制造过程中产生大量报废和不良品返修的浪费。比如:螺母螺栓焊接位置错误,会有叠焊、漏焊、焊接点数不足等问题发生;螺栓螺母焊接过程的电流异常,造成焊接的报废和不良品的手修浪费。同时还有流出到客户和市场的风险,给汽车消费者带来使用方面的安全隐患。
技术实现思路
1、本发明所要解决的技术问题是提供一种保证焊接位置正确、确保螺母螺栓的焊接品质,检测出螺栓螺母焊接过程的电流是否异常、避免焊接的报废和不良品的手修浪费的螺母螺栓焊接监测系统及方法。
2、本发明所要解决的技术问题可以采用如下技术方案来实现:
3、螺母螺栓焊接监测系统,其特征在于,包括:
4、纵向设置的上电极杆、上电极传感器、横向设置的上通电模组,所述上电极杆与上通电模组之间导电连接;所述上电极杆与上通电模组同时向下移动,可实现与所述上电极感应器之间导电连接;
5、纵向设置的下定位杆、下电极传感器、横向设置的下通电模组、电流感应器,所述下定位杆与下通电模组之间导电连接,所述下电极传感器与下定位杆的中心轴线为同轴竖直设置;
6、检测控制器,所述上电极传感器、电流感应器的输出端分别与所述检测控制器的输入端之间进行电连接,所述下电极传感器与检测传感器之间采用电连接。
7、在本发明的一个优选实施例中,所述电流感应器包括感应线圈、天线组件,所述感应线圈为罗氏线圈,所述下通电模组与感应线圈的中心轴线为同轴水平设置。
8、在本发明的一个优选实施例中,所述螺母螺栓焊接监测方法,包括如下步骤:
9、s1:启动所述检测控制器,对所述上电极杆与下定位杆之间的距离进行归零操作;所述上电极传感器对物理位置进行初始检测;
10、s2:焊接准备,所述上电极传感器对螺母螺栓焊接的物理位置进行检测;
11、s3:通过下电极传感器对螺母安装物理位置进行检测,检测正常启动焊接,检测异常禁止焊接。
12、在本发明的一个优选实施例中,所述螺母螺栓焊接监测方法,还包括如下步骤:
13、s4:利用所述电流感应器对焊接电流进行检测,得到焊接电流周波数;
14、s5:通过电流周波采样后,再进行电流信号的优化、放大,检测电流强度;电流检测异常报警输出,电流检测正常焊接结束。
15、在本发明的一个优选实施例中,所述螺母螺栓焊接监测方法的步骤s1包括如下步骤:
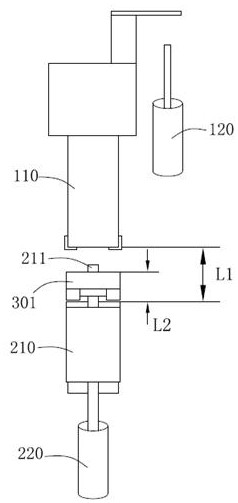
16、s101:首先将所述上电极杆的底端面与所述下定位杆的顶端面之间的距离设为第一距离l1,所述上电极传感器用于检测所述第一距离l1;
17、s102:在检测之前,需要对上电极、下电极的数据进行归零操作;归零操作是指:在没有螺母、螺栓和板材的情况下,焊接控制器控制所述上电极杆下降与下定位杆接触在一起,即第一距离l1=0。
18、在本发明的一个优选实施例中,所述螺母螺栓焊接监测方法的步骤s2包括如下步骤:
19、s201:焊接时,螺母、螺栓、工件分别安装在所述下定位杆上,焊接控制器控制所述上电极杆下降压到螺母、螺栓和板材,所述上电极传感器对第一距离l1进行检测;
20、s202:因部件是存在公差的,需要设公差许可范围值;当检测值大于或小于设定值的范围时,发出异常信号,有效检测出不良品。
21、在本发明的一个优选实施例中,所述螺母螺栓焊接监测方法的步骤s3包括如下步骤:
22、s301:将螺母顶端面与所述下定位杆顶端面之间的距离设为第二距离l2,所述下电极传感器用于检测所述第二距离l2;
23、s302:下电极传感器与螺母的定位销是连在一起的,如果螺母孔过小时,定位销不能完全进入螺母内;当上电极杆下降到位后,下电极传感器的检测值大于正常值;
24、如果螺母孔过大,下电极传感器的检测值小于测量值;
25、s303:以下两种情况,会使得螺母在安装时出现偏心:
26、①螺母压到下定位杆顶部的定位销,下电极传感器的检测数值大于正常值;
27、②螺母没有压到下定位杆顶部的定位销,下电极传感器的数值不会发生变化,也就是会小于给定值。
28、在本发明的一个优选实施例中,所述螺母螺栓焊接监测方法的步骤s4包括如下步骤:
29、s401:对焊接电流的每个周波数的最大值进行读取;
30、s402:求取电流周波数的中位数值;
31、当电流周波数n为奇数时中位数算法:
32、m=x(n+1)/2;
33、当电流周波数n为偶数时中位数算法:
34、m=[x(n/2)+x(n/2+1)]/2。
35、在本发明的一个优选实施例中,所述螺母螺栓焊接监测方法的步骤s5包括如下步骤:
36、s501:罗氏线圈感应到电流信号会转换成电压信号,经过电流采样放大电路,保证检测到可靠的电流信号输入到ad模数电路;ad模数电路处理后得到电流数据,单片机对电流数据进行数字滤波和补偿修正处理后,得到稳定可靠的电流数据。
37、在本发明的一个优选实施例中,所述电流采用放大电路包括芯片、一对并联连接的第一放大器、若干个串联的第二放大器、至少一个电感、若干个电容、若干个电阻,所述芯片、第一放大器、第二放大器、电感、电容、电阻之间采用电连接。
38、本发明的有益效果是:螺母螺栓焊接监测系统,上电极传感器和下电极传感器对焊接螺母螺栓时的位置空间进行全面检测,安装检测简便,保证焊接位置正确,防止叠焊、漏焊、焊接点数不足等问题发生,确保螺母螺栓的焊接品质。
39、电流感应器检测得出焊接电流数据,检测控制器接收检测数据,进而检测出螺栓螺母焊接过程的电流是否异常,及时得到异常信号,提前预防出现焊接品质问题,避免焊接的报废和不良品的手修浪费。
40、螺母螺栓焊接监测方法,利用上电极传感器对空间位置第一距离l1进行判断,检测有无螺母、螺母的尺寸高度、有无板材、双板材、板材厚度使用错误等问题;利用下电极传感器对第二距离l2位置空间进行判断,检测螺母孔大小、是否偏心等问题造成的位置尺寸的变化,从而有效的预防物理方面的错误。
41、上电极传感器和下电极传感器对螺母螺栓焊接物理位置的检测判断,主要采用上、下电极传感器综合焊接空间数据,检测得出焊接前后的物理空间位置变化,从而判断螺母螺栓板材焊接厚度是否正常。
42、通过电流传感器,在焊接过程中实时监测焊接电流的周波数和电流强度,判断焊接过程电流是否正常,当焊接电流过大或者过小时(超过设定阈值时)进行报警提醒作业人员进行焊接品的检查,从而避免不良品流入到下个工序。
- 还没有人留言评论。精彩留言会获得点赞!