一种用于磁路部分滚铆的通用上模装置的制作方法
本发明涉及一种用于磁路部分滚铆的通用上模装置,属于接触器磁路部分加工。
背景技术:
1、在接触器中,经常需要对磁路部分进行滚铆收口,如图17所示的磁路部分收口前后对比图所示,前期在研究过程中,根据不同外径的磁路部分设计专用的上模滚铆装置,不仅浪费设计时间,更加大了制造成本。
技术实现思路
1、为解决上述技术问题,本发明提供了一种用于磁路部分滚铆的通用上模装置,该用于磁路部分滚铆的通用上模装置能够根据不同直径大小的磁路部分,调整两侧滚轮固定块的相对位置并锁紧,可实现对不同直径的磁路部分的滚铆,规避不同的磁路部分外径需设计专用的上模装置的弊端。
2、本发明通过以下技术方案得以实现。
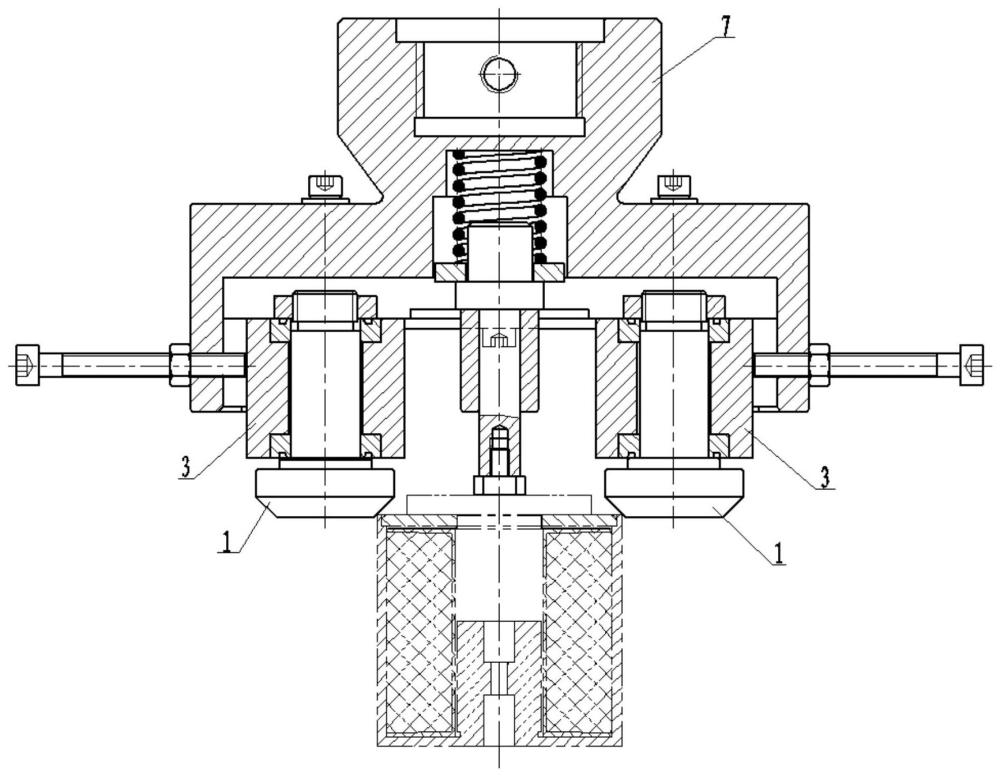
3、本发明提供的一种用于磁路部分滚铆的通用上模装置,包括上模基座;所述上模基座上装有可相对横向移动的两个滚轮固定块,滚轮固定块中套装有滚轮,滚轮通过锁紧块锁紧限位,上模基座上位于滚轮两侧侧面的位置穿过安装有第一螺钉,第一螺钉的内端抵紧滚轮固定块侧壁,第一螺钉上位于上模基座外壁的位置上有标准螺母;滚轮的下端面边沿为倒角斜面结构。
4、所述滚轮下端面边沿的倒角角度及尺寸,与待加工产品的预期滚铆角度及尺寸一致。
5、所述上模基座上有第二螺钉穿过,第二螺钉下端固定在滚轮固定块中将滚轮固定块固定于上模基座。
6、所述上模基座的中心位置有预压轴,预压轴顶端抵紧固定于垫片,预压轴头部套装在弹簧中且垫片抵紧安装弹簧,弹簧另一端安装于上模基座;预压轴下端固定安装有压块。
7、所述预压轴套装在固定块中,有第三螺钉穿过上模基座固定固定块。
8、所述固定块和预压轴间隙配合。
9、所述滚轮上套装有标准轴承,标准轴承位于滚轮固定块两端位置。
10、所述标准轴承和滚轮固定块过盈配合,滚轮和标准轴承间隙配合。
11、所述上模基座和滚轮固定块间隙配合。
12、本发明的有益效果在于:能够根据不同直径大小的磁路部分,调整两侧滚轮固定块的相对位置并锁紧,可实现对不同直径的磁路部分的滚铆,规避不同的磁路部分外径需设计专用的上模装置的弊端,从而大幅节约设计及制造成本。
技术特征:
1.一种用于磁路部分滚铆的通用上模装置,包括上模基座(7),其特征在于:所述上模基座(7)上装有可相对横向移动的两个滚轮固定块(3),滚轮固定块(3)中套装有滚轮(1),滚轮通过锁紧块(6)锁紧限位,上模基座(7)上位于滚轮(1)两侧侧面的位置穿过安装有第一螺钉(5),第一螺钉(5)的内端抵紧滚轮固定块(3)侧壁,第一螺钉(5)上位于上模基座(7)外壁的位置上有标准螺母(4);滚轮(1)的下端面边沿为倒角斜面结构。
2.如权利要求1所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述滚轮(1)下端面边沿的倒角角度及尺寸,与待加工产品的预期滚铆角度及尺寸一致。
3.如权利要求1所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述上模基座(7)上有第二螺钉(8)穿过,第二螺钉(8)下端固定在滚轮固定块(3)中将滚轮固定块(3)固定于上模基座(7)。
4.如权利要求1所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述上模基座(7)的中心位置有预压轴(12),预压轴(12)顶端抵紧固定于垫片(10),预压轴(12)头部套装在弹簧(9)中且垫片(10)抵紧安装弹簧(9),弹簧(9)另一端安装于上模基座(7);预压轴(12)下端固定安装有压块(13)。
5.如权利要求4所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述预压轴(12)套装在固定块(11)中,有第三螺钉(14)穿过上模基座(7)固定固定块(11)。
6.如权利要求5所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述固定块(11)和预压轴(12)间隙配合。
7.如权利要求1所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述滚轮(1)上套装有标准轴承(2),标准轴承(2)位于滚轮固定块(3)两端位置。
8.如权利要求7所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述标准轴承(2)和滚轮固定块(3)过盈配合,滚轮(1)和标准轴承(2)间隙配合。
9.如权利要求1所述的用于磁路部分滚铆的通用上模装置,其特征在于:所述上模基座(7)和滚轮固定块(3)间隙配合。
技术总结
本发明提供了一种用于磁路部分滚铆的通用上模装置,包括上模基座;所述上模基座上装有可相对横向移动的两个滚轮固定块,滚轮固定块中套装有滚轮,滚轮通过锁紧块锁紧限位,上模基座上位于滚轮两侧侧面的位置穿过安装有第一螺钉,第一螺钉的内端抵紧滚轮固定块侧壁,第一螺钉上位于上模基座外壁的位置上有标准螺母;滚轮的下端面边沿为倒角斜面结构。本发明能够根据不同直径大小的磁路部分,调整两侧滚轮固定块的相对位置并锁紧,可实现对不同直径的磁路部分的滚铆,规避不同的磁路部分外径需设计专用的上模装置的弊端,从而大幅节约设计及制造成本。
技术研发人员:吴良周,周敬,何云山,付汝边,邵将,杨帆
受保护的技术使用者:贵州振华群英电器有限公司(国营第八九一厂)
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!