一种不等深SUS加工工艺的制作方法
本发明涉及一种sus加工工艺,具体为一种不等深sus加工工艺。
背景技术:
1、不锈钢(sus)根据gb/t20878-2007中定义是以不锈、耐蚀性为主要特性,且铬含量至少为10.5%,碳含量最大不超过1.2%的钢。不锈钢的耐蚀性随含碳量的增加而降低,因此,大多数不锈钢的含碳量均较低,最大不超过1.2%,有些钢的ωc(含碳量)甚至低于0.03%(如00cr12)。不锈钢中的主要合金元素是cr(铬),只有当cr含量达到一定值时,钢材有耐蚀性。因此,不锈钢一般cr(铬)含量至少为10.5%。不锈钢中还含有ni、ti、mn、n、nb、mo、si、cu等元素。
2、现有技术之中对于不锈钢板材的加工大多会使用到中间等厚全断型与两边等厚半断型蚀刻工艺,即只能实现对不锈钢板材进行等深度的蚀刻加工操作,在对不锈钢板材的后期加工操作上,易出现不锈钢板材加工区弯折强度稍弱,支撑性能比较弱的情况,从而降低不锈钢板材的加工质量,不利于不锈钢板材的使用。
3、基于以上的原因,本发明提出一种不等深sus加工工艺来解决现有技术加工工艺的出现的问题。
技术实现思路
1、针对现有技术的不足,本发明提供了一种不等深sus加工工艺。
2、为了解决上述技术问题,本发明提供了如下的技术方案:
3、一种不等深sus加工工艺,包括以下步骤:
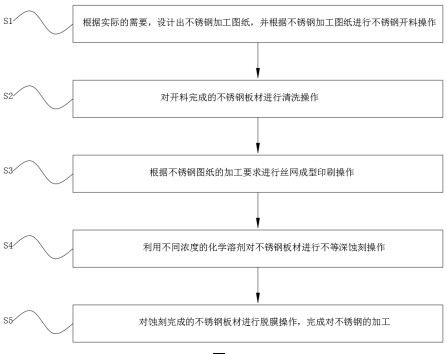
4、s1:根据实际的需要,设计出不锈钢加工图纸,并根据不锈钢加工图纸进行不锈钢开料操作;
5、s2:对开料完成的不锈钢板材进行清洗操作;
6、s3:根据不锈钢图纸的加工要求进行丝网成型印刷操作;
7、s4:利用不同浓度的化学溶剂对不锈钢板材进行不等深蚀刻操作;
8、s5:对蚀刻完成的不锈钢板材进行脱膜操作,完成对不锈钢的加工。
9、作为本发明的一种优选技术方案,所述步骤1中对于不锈钢开料操作,包括以下步骤:
10、s11:对较大的不锈钢板材原料进行固定,并利用钢锯或者剪切机对不锈钢板材进行切割操作,得出与图纸尺寸相近的不锈钢板材;
11、s12:通过人工或者高精度的机床设备对得到的不锈钢板材进行依据图纸尺寸的高精度加工切割加工,得到符合尺寸的不锈钢板材;
12、s13:对符合尺寸的不锈钢板材进行毛刺去除和打磨操作,提高不锈钢板材的质量。
13、作为本发明的一种优选技术方案,所述步骤2中对于不锈钢板材采用温和的溶剂和水压进行清洗,实现对不锈钢板材上的油污、杂质和颗粒进行彻底的清除操作,确保不锈钢板材的表面平滑且干净。
14、作为本发明的一种优选技术方案,所述步骤3中对于不锈钢板材表面的丝网成型印刷操作,包括以下的步骤:
15、s31:在不锈钢板材上下两个表面上均匀的涂敷和应用光刻胶膜;
16、s32:利用cad对需要进行蚀刻的形状进行绘制,并将绘制后的图像转移到不锈钢板材的光刻胶膜上;
17、s33:通过紫外光对转移图像后的光刻胶膜进行照射,不需要进行蚀刻加工的位置紫外光可以穿过,使得光刻胶膜变硬且坚固,相反,需要进行蚀刻加工的位置紫外线光不受紫外光的影响,保持柔软;
18、s34:将经过紫外光处理后的不锈钢板材移植显影设备内,实现不锈钢板材的丝网成型印刷操作。
19、作为本发明的一种优选技术方案,所述步骤32中需要在黄光照明的房间中进行,以防止紫外线的暴露。
20、作为本发明的一种优选技术方案,所述步骤34中对于不锈钢板材的移植显影设备的操作,包括以下的步骤:
21、s341:首先,利用碱性溶液对不锈钢金属板材进行冲洗操作,洗去柔软的光刻胶膜,使待蚀刻的部分暴露出来;
22、s342:然后,对冲洗完成后的不锈钢板材上的碱性溶液进行清洗,避免溶液的残留;
23、s343:最后,对冲洗完成的不锈钢板材进行干燥处理。
24、作为本发明的一种优选技术方案,所述步骤4中的蚀刻用的化学溶剂的配方为:三氯化铁(40-45)波美度含量65%、双氧水含量10%和氢氟酸含量25% 或者是浓盐酸210 克/升、浓硝酸200 克/升、冰醋酸20克/升、氢氟酸200 克/升、磷酸氢二钠12个结晶水12克/升和水358克/升。
25、作为本发明的一种优选技术方案,所述步骤4中对于不锈钢板材的不等深蚀刻操作,包括以下的步骤:
26、s41:在不锈钢板材的一侧以显影后的光刻胶膜形状利用外部的模具进行分割封闭操作;
27、s42:向分割模具内加注不同浓度的蚀刻用化学溶剂,中心处的蚀刻用化学溶剂最大,向两侧的蚀刻用化学溶剂浓度依次减小;
28、s43:保持温度在30-50摄氏度,蚀刻指定的时间,实现对不锈钢板材的充分蚀刻操作;
29、s44:将蚀刻完成后的蚀刻用化学溶剂排出分割模具,并将分割模具从不锈钢板材上取下,完成对不锈钢板材一个侧面的不等深蚀刻加工操作;
30、s45:重复上述的步骤,完成对不锈钢板材另一个侧面的不等深蚀刻加工操作,并对加工完成后的不锈钢板材进行清洗,完成对不锈钢板材的整体不等深加工操作。
31、作为本发明的一种优选技术方案,所述步骤5中对于光刻胶膜的去除利用胶膜去除剂来实现的,通过将胶膜去除剂均匀的涂抹到不锈钢板材的两个侧壁上,完成对光刻胶膜的彻底去除,并对去除胶膜后的不锈钢板材进行清洗操作。
32、本发明实施例提供了一种不等深sus加工工艺,具备以下有益效果:
33、1、本发明通过设置不同比例的药剂调配可以控制在相同时间里的蚀刻sus的深度,从而使得不锈钢板材上形成均匀分布不等深的蚀刻槽,相对于现有技术的中间与两边均采用不等深度的蚀刻工艺来说,通过不等深的蚀刻槽的形成,在对不锈钢板材进行折弯加工时,折弯效果好且不锈钢板材的表面的支撑性能更加优越,有效的提高不锈钢板材的加工质量;
34、2、本发明通过设置有丝网成型印刷操作工艺,可以实现在不锈钢板材上根据实际的需要进行高效且精准光刻胶膜涂覆操作,通过显影操作可以方便的将需要进行蚀刻的形状显示出来,方便对不锈钢板材的不等深蚀刻加工操作。
技术特征:
1.一种不等深sus加工工艺,包括以下步骤,其特征在于:
2.根据权利要求1所述的一种不等深sus加工工艺,其特征在于,所述步骤1中对于不锈钢开料操作,包括以下步骤:
3.根据权利要求1所述的一种不等深sus加工工艺,其特征在于,所述步骤2中对于不锈钢板材采用温和的溶剂和水压进行清洗,实现对不锈钢板材上的油污、杂质和颗粒进行彻底的清除操作,确保不锈钢板材的表面平滑且干净。
4.根据权利要求1所述的一种不等深sus加工工艺,其特征在于,所述步骤3中对于不锈钢板材表面的丝网成型印刷操作,包括以下的步骤:
5.根据权利要求4所述的一种不等深sus加工工艺,其特征在于,所述步骤32中需要在黄光照明的房间中进行,以防止紫外线的暴露。
6.根据权利要求4所述的一种不等深sus加工工艺,其特征在于,所述步骤34中对于不锈钢板材的移植显影设备的操作,包括以下的步骤:
7.根据权利要求1所述的一种不等深sus加工工艺,其特征在于,所述步骤4中的蚀刻用的化学溶剂的配方为:三氯化铁(40-45)波美度含量65%、双氧水含量10%和氢氟酸含量25%或者是浓盐酸210 克/升、浓硝酸200 克/升、冰醋酸20克/升、氢氟酸200 克/升、磷酸氢二钠12个结晶水12克/升和水358克/升。
8.根据权利要求1所述的一种不等深sus加工工艺,其特征在于,所述步骤4中对于不锈钢板材的不等深蚀刻操作,包括以下的步骤:
9.根据权利要求1所述的一种不等深sus加工工艺,其特征在于,所述步骤5中对于光刻胶膜的去除利用胶膜去除剂来实现的,通过将胶膜去除剂均匀的涂抹到不锈钢板材的两个侧壁上,完成对光刻胶膜的彻底去除,并对去除胶膜后的不锈钢板材进行清洗操作。
技术总结
本发明涉及不锈钢加工技术领域,具体涉及一种不等深SUS加工工艺,本发明通过设置不同比例的药剂调配可以控制在相同时间里的蚀刻SUS的深度,从而使得不锈钢板材上形成均匀分布不等深的蚀刻槽,相对于现有技术的中间与两边均采用不等深度的蚀刻工艺来说,通过不等深的蚀刻槽的形成,在对不锈钢板材进行折弯加工时,折弯效果好且不锈钢板材的表面的支撑性能更加优越,有效的提高不锈钢板材的加工质量;本发明通过设置有丝网成型印刷操作工艺,可以实现在不锈钢板材上根据实际的需要进行高效且精准光刻胶膜涂覆操作,通过显影操作可以方便的将需要进行蚀刻的形状显示出来,方便对不锈钢板材的不等深蚀刻加工操作。
技术研发人员:刘建荣
受保护的技术使用者:四川亚通达科技有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!