一种动力电池壳体冲压拉伸设备
本发明属于冲压设备领域,尤其涉及一种动力电池壳体冲压拉伸设备。
背景技术:
1、在新能源汽车快速发展的引领下,电动化已成为全球汽车发展的主要趋势,动力电池是为其提供动力来源的电源,动力电池是新能源汽车的核心部件,也是未来能源转型的重要方向。动力电池外壳作为动力电池模块的承载体,对电池模块的安全工作和防护起着关键作用,而汽车动力电池组外壳在加工时,需要进行冲压和拉伸等多种工艺。
2、现有动力电池壳体冲压拉伸设备包括加工装置、输送装置和存放装置,所述加工装置包括拉伸机构和冲压机构,主要用于对电池壳体原板进行加工,输送装置用于对电池壳体原板以及冲压成型的电池壳体进行输送,存放装置用于将冲压成型的电池壳体进行码垛,省去人工码垛,提高生产效率。
3、但在现有设备中,输送装置可以将电池壳体原板自动输送至加工装置内,但冲压机构将电池壳体原板冲压成型后,此时冲压成型的电池壳体位于冲压模具槽体内,需要人工拿取的方式,将其从冲压模具槽体内拿取至输送装置上,便于输送装置将其输送至存放装置处,这样不仅较为麻烦,费时费力,而且会对处于加工装置所在位置的工作人员的人身安全造成一定的威胁。
4、因此,针对以上现状,迫切需要开发一种动力电池壳体冲压拉伸设备,以克服当前实际应用中的不足。
技术实现思路
1、针对现有技术存在的不足,本发明实施例的目的在于提供一种动力电池壳体冲压拉伸设备,以解决上述背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:
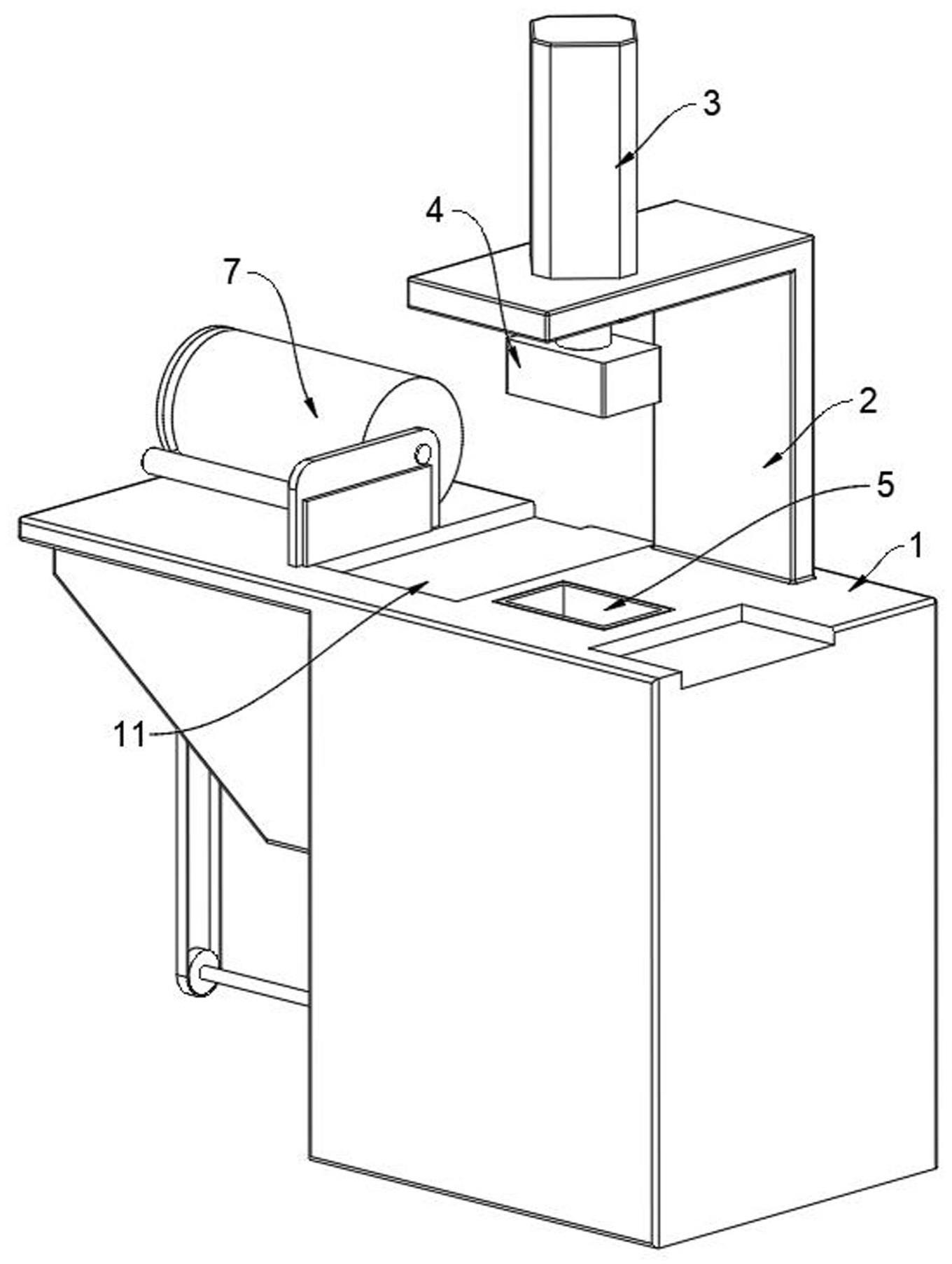
3、一种动力电池壳体冲压拉伸设备,包括设备箱,所述设备箱的两端均开设有用于安装传送带的安装槽,位于两组安装槽之间的设备箱上安装有支架,所述支架上安装有用于带动冲压模移动的液压系统,所述冲压模的下方设置有成型模,所述成型模的底部延伸至设备箱内,还包括:
4、驱动机构,所述驱动机构设置在设备箱内,所述驱动机构的输出端分别与送料机构和卸料机构相连,所述送料机构设置在设备箱的一端,且所述送料机构与一组传送带相配合;
5、所述卸料机构包括移动座、连接柱、连接组件和旋转组件,所述移动座的两侧均通过连接组件与设备箱内壁上开设的滑槽滑动配合,所述移动座的底部与驱动机构的输出端相连,所述移动座的顶部通过连接柱与成型模的底部固定相连;
6、所述旋转组件包括安装座、第三转轴、限位座、插杆和柔性件,所述安装座的一端固定在连接柱的外壁上,所述安装座的另一端与转动安装在限位座内的第三转轴相连,所述限位座的一侧滑动设置在滑槽内,所述限位座与设备箱内壁上开设的限位槽间歇配合,所述限位座上分布有插杆,所述插杆的外壁上套装有柔性件,所述插杆和柔性件均与设备箱内壁上分布的插槽相配合;
7、当需要将成型模内的冲压壳体卸下时,驱动机构带动移动座上升的同时,驱动机构也带动送料机构工作,移动座同时带动连接组件和连接柱上升,连接柱同时带动旋转组件和成型模上升;
8、当限位座上升至与设备箱的内壁抵触且插杆和柔性件均进入插槽内部时,限位座通过与限位槽相配合的方式对第三转轴进行限位,连接柱通过安装座带动第三转轴在限位座和限位槽之间转动,第三转轴通过安装座带动连接柱偏转,连接柱带动成型模偏转,成型模通过偏转的方式将其内的冲压壳体输送至设备箱一侧的传送带上;
9、在成型模带动冲压壳体上升且将其输送至传送带的过程中,送料机构处于静止状态,当成型模卸料完毕且其顶部进入设备箱内部时,送料机构通过往复移动的方式将设备箱另一侧传送带上的壳体板材推送至设备箱上并且处于成型模的上方,送料机构和卸料机构通过与传送带、驱动机构和设备箱相配合的方式实现对壳体板材的自动上料以及对冲压壳体的自动下料。
10、作为本发明进一步的技术方案,所述柔性件的外径尺寸大于插槽的内径尺寸,且所述柔性件是一种由摩擦性和弹性均好的橡胶材料制成的环形结构。
11、作为本发明进一步的技术方案,所述连接组件包括固定座、第一弹性件和滑动座,所述固定座固定在移动座的两侧,所述滑动座滑动设置在设备箱两侧内壁上的滑槽内,一侧所述移动座与同侧的滑动座之间设置有第一弹性件。
12、作为本发明进一步的技术方案,所述驱动机构包括驱动件、第二转轴、第一转动件和第二转动件,所述驱动件固定在设备箱内,所述驱动件的输出端上安装有第二转轴,所述第二转轴分别与第一转动件和送料机构相连,所述第一转动件的一端与活动安装在移动座底部的第二转动件相连。
13、作为本发明进一步的技术方案,所述送料机构包括传动组件、移动组件和送料座,所述传动组件的一端与第二转轴相连,所述传动组件的另一端延伸至设备箱外并且与移动组件相连,所述移动组件设置在设备箱的一端,且所述移动组件的输出端上固定有送料座。
14、作为本发明进一步的技术方案,所述传动组件包括第一传动模块、第二传动模块、第三传动模块和第一转轴,所述第一传动模块的一端设置在第二转轴上,所述第一传动模块的另一端延伸至设备箱外,且所述第一传动模块的另一端通过第二传动模块与第三传动模块的一端相连,所述第三传动模块的另一端与活动安装在设备箱一端的第一转轴相连,所述第一转轴与移动组件相连。
15、作为本发明进一步的技术方案,所述移动组件包括旋转座、连接件和移动件,所述旋转座固定在第一转轴上,所述旋转座上开设有与连接件滑动配合的连接槽,所述连接件固定在移动件上,所述移动件滑动设置在设备箱上,所述移动件的一端固定有送料座。
16、作为本发明进一步的技术方案,所述连接槽是一种由圆环形槽体和u形槽体共同组成的槽体。
17、与现有技术相比,本发明的有益效果是:
18、当需要将成型模内的冲压壳体卸下时,驱动机构带动移动座上升的同时,驱动机构也带动送料机构工作,移动座同时带动连接组件和连接柱上升,连接柱同时带动旋转组件和成型模上升,在成型模带动冲压壳体上升且将其输送至传送带的过程中,送料机构处于静止状态,送料机构此时并不会对传送带上的电池壳体原板进行推送;
19、当限位座上升至与设备箱的内壁抵触且插杆和柔性件均进入插槽内部时,此时限位座通过与限位槽相配合的方式,从而对第三转轴进行限位,而在此过程中,驱动机构持续带动移动座上升,而在移动座持续带动连接柱上升的过程中,连接柱通过安装座带动第三转轴在限位座和限位槽之间转动,第三转轴通过安装座带动连接柱偏转,连接柱带动成型模和移动座偏转,移动座通过偏转以及与固定座和滑动座相配合的方式,从而对第一弹性件进行拉伸,使得第一弹性件处于蓄力状态,而蓄力状态下的第一弹性件可以通过自身的弹性力后期带动移动座回转,成型模通过偏转的方式,可以将其内的冲压壳体输送至设备箱一侧的传送带上,方便传送带将冲压壳体输送至指定位置,进而方便存放装置对其进行码垛和存放;
20、当成型模卸料完毕且其顶部进入设备箱内部时,此时送料机构做往复运动,送料机构通过往复移动的方式,可以将设备箱另一侧传送带上的壳体板材推送至设备箱上并且处于成型模的上方,方便液压系统带动冲压模下移并对其进行冲压,从而实现对壳体板材的自动上料以及对冲压壳体的自动下料,提高电池壳体的生产效率,进而提高设备的工作效率和实用性。
21、为更清楚地阐述本发明的结构特征和功效,下面结合附图与具体实施例来对本发明进行详细说明。
- 还没有人留言评论。精彩留言会获得点赞!