一种微小斜孔定位工装的制作方法
本发明涉及机械加工,尤其涉及一种微小斜孔定位工装。
背景技术:
1、钛合金材料因其具有强度高、重量轻、耐蚀性好、耐热性高等特点而被广泛用,随着航空宇航技术和海洋工程技术的发展,钛合金越来越受到人们的重视,使用范围越来越广,钛合金材料强度高密度小,为常见的难加工材料,传统加工中对于难加工材料的小孔通常采用电火花加工,但因钛合金导热性差,因此加工效果不太理想,且对于生产批量大的零件,电火花加工不但增大了生产成本,而且延长了生产周期。
2、现有的加工装置在对一些钛合金零件小孔加工时,由于钛合金零件小孔为圆周方向斜孔,沿圆周方向分布多个,小孔中心位于圆周台阶面上,为线定位,且台阶面深度较小,因此在实际加工中,钻头极易摆动而折断,存在很大困难,普通数控铣床难以满足加工要求,为了克服现有设备无法直接加工问题。
技术实现思路
1、本发明的目的是为了解决现有技术中加工装置在对一些钛合金零件小孔加工时,由于钛合金零件小孔为圆周方向斜孔,沿圆周方向分布多个,小孔中心位于圆周台阶面上,为线定位,且台阶面深度较小,因此在实际加工中,钻头极易摆动而折断,存在很大困难,普通数控铣床难以满足加工要求,为了克服现有设备无法直接加工问题的问题,而提出的一种微小斜孔定位工装。
2、为了实现上述目的,本发明采用了如下技术方案:
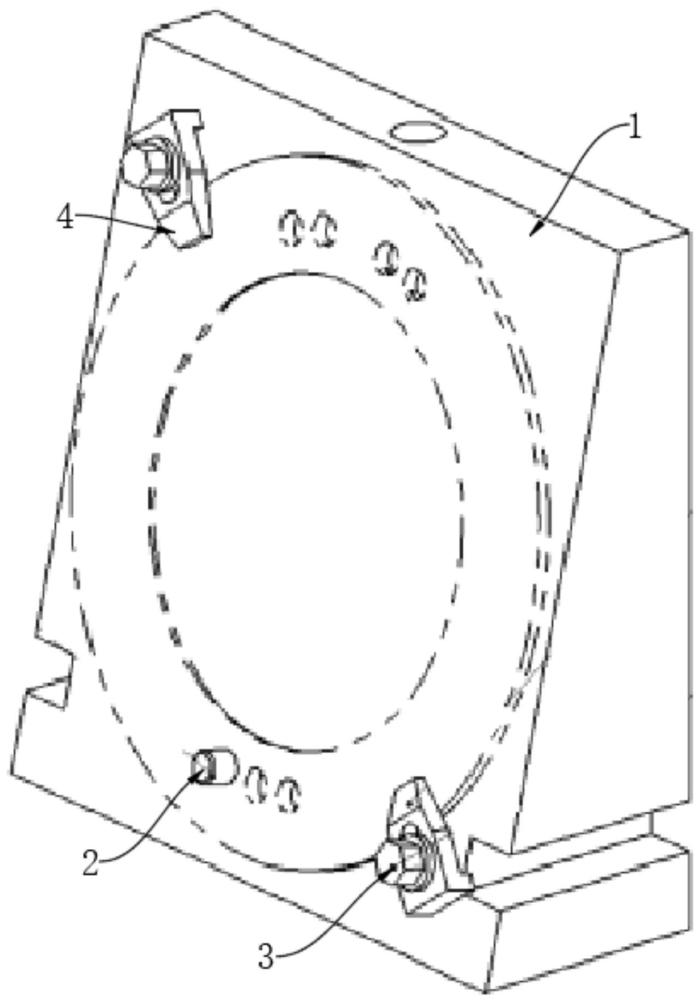
3、一种微小斜孔定位工装,包括定位基座、定位销、螺钉、压板,所述定位基座上设置有斜面,所述定位基座倾斜角度与钛合金零件小孔角度一致,所述定位基座上设置有销孔与台阶孔,所述压板通过螺钉和定位基座固定。
4、优选的,所述所述销孔直径为12mm,深度为15mm,偏移的角度与零件孔位为尺寸一致。
5、优选的,所述定位基座顶部上设置有对刀孔,且对刀孔直径为20mm,深度为10mm。
6、优选的,所述定位基座侧面平行度为0.02,两侧面设计有凹槽。
7、与现有技术相比,本发明提供了一种微小斜孔定位工装,具备以下有益效果:
8、1、该微小斜孔定位工装,通过设置的定位基座、定位销、螺钉和压板,能够有效地解决了钛合金零件小孔加工时生产问题,提高生产效率和质量,降低生产成本,并且结构简单,拆卸方便。
9、2、该微小斜孔定位工装,通过普通数控铣床搭配加工即可,降低了生产成本。
10、而且该装置中未涉及部分均与现有技术相同或可采用现有技术加以实现,本发明能够有效地解决了钛合金零件小孔加工时生产问题,提高生产效率和质量,降低生产成本,并且结构简单,拆卸方便和通过普通数控铣床搭配加工即可,降低了生产成本。
技术特征:
1.一种微小斜孔定位工装,包括定位基座(1)、定位销(2)、螺钉(3)、压板(4),其特征在于,所述定位基座(1)上设置有斜面,所述定位基座(1)倾斜角度与钛合金零件小孔角度一致,所述定位基座(1)上设置有销孔与台阶孔,所述压板(4)通过螺钉(3)和定位基座(1)固定。
2.根据权利要求1所述的一种微小斜孔定位工装,其特征在于,所述所述销孔直径为12mm,深度为15mm,偏移的角度与零件孔位为尺寸一致。
3.根据权利要求1所述的一种微小斜孔定位工装,其特征在于,所述定位基座(1)顶部上设置有对刀孔,且对刀孔直径为20mm,深度为10mm。
4.根据权利要求1所述的一种微小斜孔定位工装,其特征在于,所述定位基座(1)侧面平行度为0.02,两侧面设计有凹槽。
技术总结
本发明涉及机械加工技术领域,且公开了一种微小斜孔定位工装,包括定位基座、定位销、螺钉、压板,所述定位基座上设置有斜面,所述定位基座倾斜角度与钛合金零件小孔角度一致,所述定位基座上设置有销孔与台阶孔,所述压板通过螺钉和定位基座固定。本发明能够有效地解决了钛合金零件小孔加工时生产问题,提高生产效率和质量,降低生产成本,并且结构简单,拆卸方便和通过普通数控铣床搭配加工即可,降低了生产成本。
技术研发人员:张菊亚,赵福利,于峰,袁晓鹏,赵刚,杨景捷,黄锴,张立,李菁,陶鼎文,雷勇
受保护的技术使用者:中船重工西安东仪科工集团有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!