一种基于激光视觉的实时自适应的焊缝跟踪装置及方法与流程
本发明涉及机器人焊接,尤其涉及一种基于激光视觉的实时自适应的焊缝跟踪装置及方法。
背景技术:
1、焊接机器人在现代制造业中发挥着越来越重要的作用,随着焊接机器人自动化程度的提高,基于视觉系统和控制技术,根据工件的形状、大小和材料自动调整焊接参数,从而能够实现更高水平的自主操作和决策。但在实际应用时,焊接机器人对于实际环境及工件的自主适应性始终是一个重要问题,虽然如今的焊接机器人越来越灵活,但它们仍然相对固定于特定焊接任务和工件类型,更改焊接任务可能需要重新编程和调整,这可能需要时间和专业知识;同时对于使用焊接机器人需要专业的培训和技术知识,包括编程、维护和故障排除。这可能对一些制造企业的工作人员构成挑战;另外在焊接过程中焊缝会因为受热而产生位置或形状的动态变化,焊接对象也可能因为加工的误差而产生与理论模型的误差,导致焊缝产生位置和形状的静态变化。因此需要一种可以实时检测动态调整的自适应焊缝跟踪方法,从而实现更精确、高效和可靠的焊接过程。
2、abb的weldguide系统是一种全面的焊缝跟踪和监测解决方案,能够在不断变化的工件上实现高质量的焊接;weldguide系统配备了先进的视觉系统和传感器,可以自适应地处理不同尺寸和形状的工件,从而增加了柔性制造能力。但为了能适应不同的环境及工件,需要示教与编程相结合,这需要较强的专业技能和经验。meta vision的mtr焊缝跟踪系统,要求工程师在现场先对焊缝进行分段示教,因此对于一些复杂的焊缝呈现出示教难度大,示教工作量大等缺点;而一些可以实现自主跟踪的焊缝跟踪产品,需要操作人员根据现场焊缝的特点进行简单地设置后,即可由传感器头引导焊枪完成对焊缝的跟踪,虽然该种方式能够在很大程度上提升了焊缝跟踪的智能化程度,但是当遇到存在一定曲率的工件时,无法调整焊枪即传感器的姿势,从而在传感器的视野中丧失了焊缝,无法把握焊缝的宏观走向,因此对于焊枪的位置和姿势的自适应调整都十分重要。
技术实现思路
1、有鉴于现有技术的上述缺陷,本发明所要解决的技术问题是如何实时检测并跟踪焊缝,以克服焊接过程中焊缝因受热而变形与模型中的静态焊缝参数产生误差的问题。
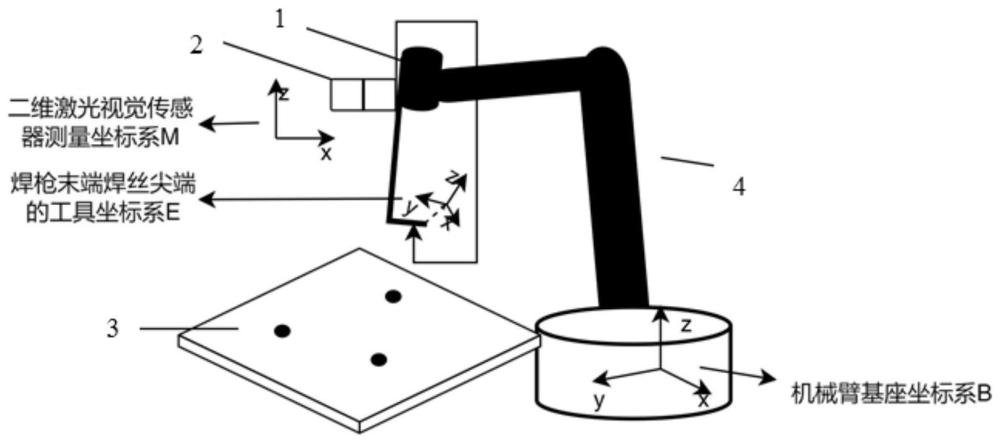
2、为解决上述技术问题,本发明提供了一种基于激光视觉的实时自适应的焊缝跟踪装置,包括焊枪,通过转接装置固定安装于机械臂末端;二维激光视觉传感器,通过转接支架固定于所述焊枪前方,与工控机连接通讯并在所述工控机上完成运算;标定板,固定置于平面上。
3、本发明还提供了一种基于激光视觉的实时自适应的焊缝跟踪方法,采用如上所述的焊缝跟踪装置,包括如下步骤:
4、在所述标定板上标记三个点,所述二维激光视觉传感器采集到的三个点的坐标分别标记为同时读取所述二维激光传感器采集到这三个点时的所述机械臂末端位姿记为将焊枪末端分别对准这三个点,读取此时机械臂末端位姿其中,m表示所述二维激光视觉传感器测量坐标系,b表示:所述机械臂基座坐标系,得到正交矩阵tme,其中,e表示焊枪末端焊丝尖端的工具坐标系。
5、将所述焊枪移动至焊缝起点附近,使得所述二维激光视觉传感器可以扫描到焊缝起点,且保证所述焊枪姿势相对于焊缝起点为标准的焊接角度;
6、同步所述二维激光传感器和机械臂控制系统的时钟,得到各自的起始时间戳tsm、tsr,其中,m表示二维激光传感器,r表示机械臂控制系统,s表示开始时刻,tsm为二位激光传感器开始采集时的时间戳,tsr表示机械臂控制系统开始采集时的时间戳;
7、所述二维激光视觉传感器开始采集点云数据,通过点云数据计算得到焊缝的参数,并得到质心其中,c表示质心,xc表示质心的横坐标,yc表示质心的纵坐标;
8、读取机械臂末端位姿,比较得到位姿时的时间戳变化值δtm及得到质心时的时间戳变化值δtr,获得在读取到质心时刻tt时的机械臂位姿
9、计算同步时间tt下的焊缝追踪点及所述焊枪末端在机械臂基座坐标系b下的机械臂位姿
10、计算所述焊缝起点在机械臂基座坐标系下的位姿;
11、将得到的焊缝起点坐标发送给机械臂控制器系统,使得机械臂末端移动到该位置,移动过程中所述二维激光传感器持续采集计算焊缝质心且读取机械臂末端位姿,并计算得到同步后的ti时刻的焊缝质心在机械臂基座坐标系下的值,并写入集合记为w’={pbproceas|tl,i=1...n},其中,n表示一条轨迹中采集到的点的个数;
12、计算t0、t1、t2时刻的焊缝质心的偏差角,利用偏差角修正pbtarget|t2,计算对应的rpy形式的姿势值;
13、利用旋转向量rtool|t2和pbtarget|t2组成新的轨迹路径点以此类推生成最终的轨迹路径点合集
14、使用所述轨迹路径点合集w中的数据驱动机器人跟踪焊缝运动并在运动中重复上述步骤实时生成后续轨迹。
15、在本发明的一个优选实施例中,当所述位姿时的时间戳变化值δtm及得到所述质心时的时间戳变化值δtr差值较大时进行差值处理,对机械臂的位置坐标及样条插值,姿态进行圆弧插补后获得在读取到质心时刻tt时的机械臂位姿
16、在本发明的一个优选实施例中,所述焊缝的参数包括几何参数,面积、宽度、深度和形状。
17、优选的,所述点云数据计算包括数据预处理、边缘检测、曲线拟合、焊缝检测。
18、在本发明的一个优选实施例中,所述标准的焊接角度为垂直方向焊枪的垂直角度在10-45°之间,水平角度与焊缝平行。
19、在本发明的一个优选实施例中,所述正交矩阵tme通过下式计算获得:
20、
21、
22、
23、其中为正交矩阵,因此:
24、
25、在本发明的一个优选实施例中,所述质心中:
26、
27、
28、其中,a表示焊缝的总面积,xi表示焊缝点云中点的x坐标,yi表示焊缝点云中点的y坐标,ai表示焊缝的密度函数。
29、优选的,所述机械臂位姿ttool|sb=(rtool|sb,pbtool|s),其中,rtool|sb,pbtool|s为在机械臂基座坐标系b下组成机械臂位姿的旋转矩阵及位置矩阵,
30、优选的,所述焊缝起点在机械臂基座坐标系下的位姿为
31、本发明的有益效果:
32、(1)本发明具备强大的实时自适应焊缝跟踪能力,无需事先进行离线编程,可以根据现场环境的实时反馈,即时调整焊接路径和焊枪姿态,以实现焊接任务,而无需依赖预先规划的结果;
33、(2)本发明根据检测出的焊缝跟踪点分布特性实时调整焊枪及二维激光视觉传感器姿势,可以平稳持续扫描到具有一定曲率的焊缝即空间曲线焊缝;
34、(3)本发明适用于各种焊缝类型,包括直线、平面曲线和空间曲线焊缝,且能够确保焊接质量和精确性,并且能够保持焊缝跟踪的可靠性。
35、以下将结合附图对本发明的构思、具体结构及产生的技术效果作进一步说明,以充分地了解本发明的目的、特征和效果。
- 还没有人留言评论。精彩留言会获得点赞!