一种提高轧件控冷精度的方法及控冷系统与流程
本申请涉及轧件控冷,具体而言,涉及一种提高轧件控冷精度的方法及控冷系统。
背景技术:
1、随着经济的高速发展,对高速线材的要求,无论是数量上,还是品质上均有很大的提高,高品质、高速抗震螺纹钢筋市场占比大,前景广阔。
2、常规控冷工艺或轧件头部穿水控冷工艺轧制螺纹盘条时,由于没有研究精轧机和吐丝机区间新增夹送辊的固有延迟因素,当新增夹送辊工况状态发生变化,动作灵敏度下降时,致使新增夹送辊的夹头动作和控冷单元开启不同步,当控冷单元按程序开启时,夹送辊的夹头动作滞后,造成区间起套堆钢,故障频次增加。
技术实现思路
1、本申请的目的包括,例如,提供了一种提高轧件控冷精度的方法,其能够提高轧件控冷的精度,减少故障频次。
2、本申请的目的还包括,提供了一种控冷系统,其能够提高轧件控冷的精度,减少故障频次。
3、本申请可以这样实现:
4、本申请提供了一种提高轧件控冷精度的方法,其包括:
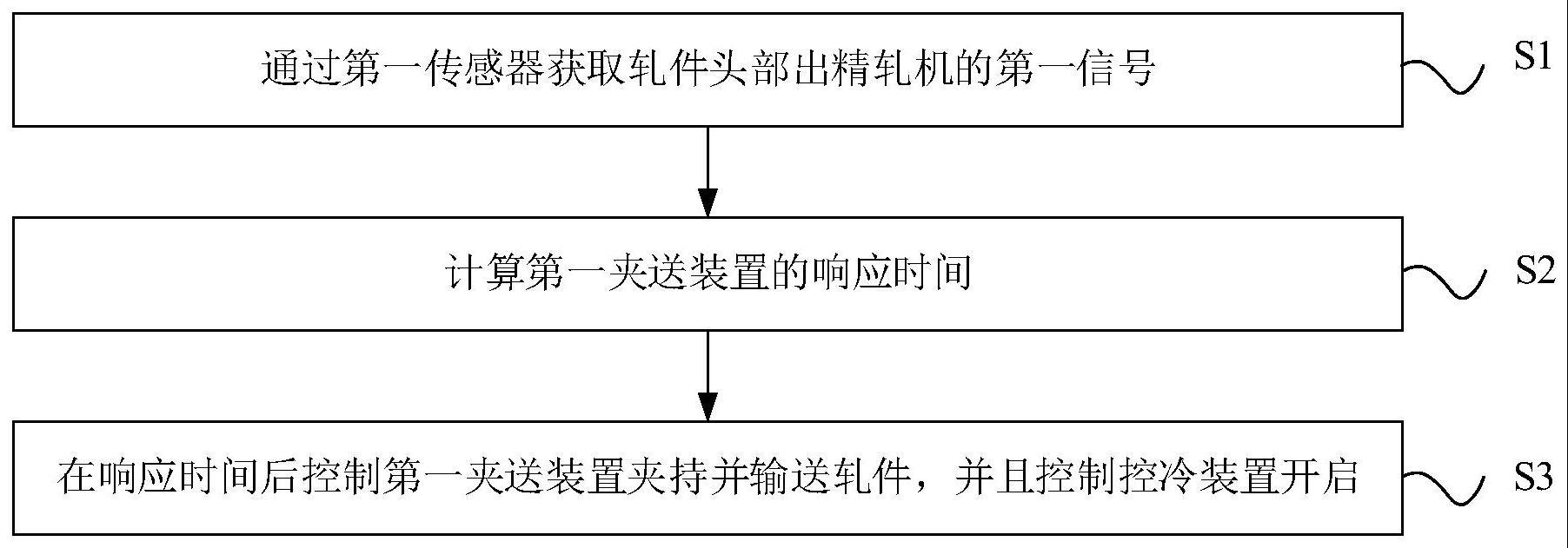
5、通过第一传感器获取轧件头部出精轧机的第一信号;
6、计算第一夹送装置的响应时间;
7、在所述响应时间后控制所述第一夹送装置夹持并输送轧件,并且控制控冷装置开启;
8、其中,所述响应时间包括第一时间、第二时间及第三时间,所述第一时间为轧件头部从精轧机出口到达第一夹送装置的时间,所述第二时间为预设时间,所述第三时间为第一夹送装置得到控制信号到开始夹持的延迟时间。
9、可选的,计算第一夹送装置的响应时间的步骤包括:
10、根据以下公式计算第一时间:t1=l1/v1;
11、根据以下公式计算第二时间:t2=l2/v1;
12、根据以下公式计算第三时间:t3=l3/v1;
13、根据以下公式计算响应时间:t=t1+t2+t3;
14、其中,t为响应时间,t1为第一时间,t2为第二时间,t3为第三时间,l1为精轧机与第一夹送装置之间的距离,l2为第一延迟长度,l3为第二延迟长度,v1为精轧机出口处轧件的前滑速度。
15、可选的,计算第三时间的步骤包括:
16、根据以下公式计算第二延迟长度:l3=l0-l2,其中,l0为在第一夹送装置开始夹持并输送轧件时,轧件头部与第一夹送装置之间的实测距离。
17、可选的,计算第一夹送装置的响应时间的步骤还包括:
18、根据以下公式计算精轧机出口处轧件的前滑速度:v1=sv*v,其中,sv为精轧机的前滑系数,v为精轧机的线速度。
19、可选的,计算精轧机出口处轧件的前滑速度的步骤包括:
20、根据以下公式计算前滑系数:sv=1+sh,其中,sh=k(d/h)2,k为常数,d为轧辊直径,h为精轧机出口处的轧件高度。
21、可选的,在响应时间后控制第一夹送装置夹持并输送轧件,并且控制控冷装置开启的步骤包括:
22、根据以下公式计算第一夹送装置的线速度:v0=v1*(e+1),其中v0为第一夹送装置的线速度,e为超前量经验值。
23、可选的,所述超前量经验值为3%-5%。
24、可选的,所述方法还包括:
25、计算第一夹送装置处的实际张力值;
26、若实际张力值大于或等于预设张力值,调整第一夹送装置中夹送辊的直径,和/或第一夹送装置出口的轧件高度,和/或精轧机内轧辊的直径,和/或精轧机出口处的轧件高度,直至实际张力值小于预设张力值;若实际张力值小于预设张力值,则表明实际张力值满足要求。
27、可选的,计算第一夹送装置处的实际张力值的步骤包括:
28、根据以下公式计算实际张力值:kh=c1*sv1/c*sv-1,其中,kh为实际张力值,c1为第一夹送装置处的金属秒流量,c为精轧机处的金属秒流量,sv1为第一夹送装置的前滑系数;
29、若实际张力值大于或等于预设张力值,调整第一夹送装置中夹送辊的直径,和/或第一夹送装置出口的轧件高度,和/或精轧机内轧辊的直径,和/或精轧机出口处的轧件高度的步骤包括:
30、若实际张力值大于或等于预设张力值,减小第一夹送装置中夹送辊的直径,和/或增大第一夹送装置出口的轧件高度,和/或增大精轧机内的轧辊直径,和/或减小精轧机出口的轧件高度,直至实际张力值小于预设张力值。
31、本申请还提供了一种控冷系统,用于实现上述的提高轧件控冷精度的方法。
32、本申请的提高轧件控冷精度的方法及控冷系统的有益效果包括,例如:为了提高轧件控冷的精度,设计了一种全新的提高轧件控冷精度的方法,在该方法中,首先通过第一传感器获取轧件头部出精轧机的第一信号,在获取到第一信号后计算第一夹送装置的响应时间,在响应时间后控制第一夹送装置夹持并输送轧件,并且控制控冷装置开启;其中,响应时间包括轧件头部从精轧机出口到达第一夹送装置的时间、预设时间及第一夹送装置得到控制信号到开始夹持的延迟时间,由于在响应时间后同时控制第一夹送装置夹持并输送轧件以及控制控冷装置开启,使得第一夹送装置与控冷装置同步运行,不易出现第一夹送装置较控冷装置动作滞后的情况,提高了轧件控冷的精度,也不易出现堆钢的问题,减少了故障频次。
技术特征:
1.一种提高轧件控冷精度的方法,其特征在于,包括:
2.根据权利要求1所述的提高轧件控冷精度的方法,其特征在于,计算第一夹送装置的响应时间的步骤包括:
3.根据权利要求2所述的提高轧件控冷精度的方法,其特征在于,计算第三时间的步骤包括:
4.根据权利要求2所述的提高轧件控冷精度的方法,其特征在于,计算第一夹送装置的响应时间的步骤还包括:
5.根据权利要求4所述的提高轧件控冷精度的方法,其特征在于,计算精轧机出口处轧件的前滑速度的步骤包括:
6.根据权利要求4所述的提高轧件控冷精度的方法,其特征在于,在响应时间后控制第一夹送装置夹持并输送轧件,并且控制控冷装置开启的步骤包括:
7.根据权利要求6所述的提高轧件控冷精度的方法,其特征在于,所述超前量经验值为3%-5%。
8.根据权利要求5所述的提高轧件控冷精度的方法,其特征在于,所述方法还包括:
9.根据权利要求5所述的提高轧件控冷精度的方法,其特征在于,计算第一夹送装置处的实际张力值的步骤包括:
10.一种控冷系统,其特征在于,用于实现权利要求1-9任一项所述的提高轧件控冷精度的方法。
技术总结
本申请提供了一种提高轧件控冷精度的方法及控冷系统,涉及轧件控冷技术领域。该提高轧件控冷精度的方法包括:通过第一传感器获取轧件头部出精轧机的第一信号;计算第一夹送装置的响应时间;在响应时间后控制所述第一夹送装置夹持并输送轧件,并且控制控冷装置开启;其能够提高轧件控冷的精度,减少故障频次。
技术研发人员:颜宜斌,王海轮,李贺,邱冬,熊雄,周利娇,闫博,于隆昊,刘洋,肖颖,胡庆,张春斌,黄小山,黄新峰,舒建,廖佳文,李世昶,谌洁
受保护的技术使用者:新余钢铁股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!