一种吊臂装配方法与流程
本发明涉及起重机吊臂,具体涉及一种吊臂装配方法。
背景技术:
1、随着社会工业的发展,在对大型重货物的移动过程中,往往需要使用吊臂吊取大型货物,然后移动到指定目的地,而在吊臂的生产过程中,需要将不同的工件装配组装形成吊臂,如中国专利申请号为202011312367.9,公布日为2021.02.09的专利文献,其公开了为一种海工吊臂架工装制作方法,包括如下操作步骤:步骤一:海工吊臂架本体是由两节至五节的本体以及臂架头部组成,且本体是由四根主管组成,并在每根主管上安装连接法兰,在对本体进行安装前需要对本体中的四根主管通过水平测量仪进行水平检测,检测每根主管是否平整,待检测每根主管均平整后,通过图纸尺寸进行安装;步骤二:在安装前,需要制作工装结构,通过制作的工装结构对各节本体进行安装,降低了操作者的劳动强度,降低了生产成本,提高了生产效率广。
2、该文献中是通过将多个已形成了本体进行焊接从而形成吊臂的安装,由于本体是已安装好的,从而本体的占地面积大,不方便运输,由于本体事先焊接好的,从而本体若在不同的支撑面进行安装时容易导致出现水平程度不相同的情况,从而导致将多个本体之间进行焊接时会因为多个本体之间水平不同导致焊接时需要进行多次对准操作,从而导致焊接效率低下的问题,另外由于多个本体之间是依次进行焊接,而对于具有主钩滑轮架的设置,由于其是额外进行设置的,从而无法保证其能与之前已装配好的本体进行可靠地连接。
技术实现思路
1、本发明的目的在于提供一种吊臂装配方法,能够提高吊臂的组装效率,从而提高吊臂在生产过程中的生产效率。
2、为达到上述目的,一种吊臂装配方法,所述吊臂包括吊臂前段、吊臂中段、吊臂根段、主钩滑轮架、副钩滑轮架以及管桁架;
3、还包括以下步骤:
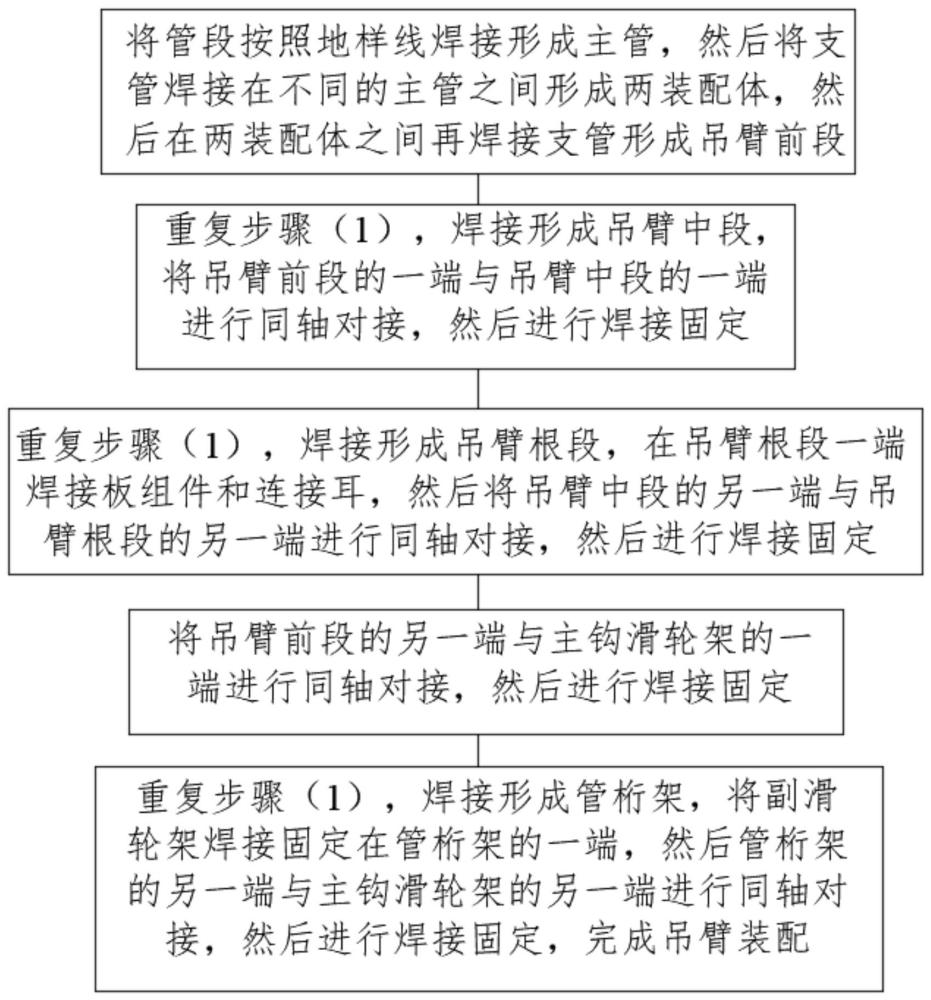
4、(1)将管段按照水平测试装置焊接形成主管,然后将支管焊接在不同的主管之间形成两装配体,然后在两装配体之间再焊接支管分别形成吊臂前段、吊臂中段和吊臂根段以及管桁架;
5、(2)将吊臂前段的一端与吊臂中段的一端进行同轴对接,然后进行焊接固定;
6、(3)在吊臂根段一端焊接板组件和连接耳,然后将吊臂中段的另一端与吊臂根段的另一端进行同轴对接,然后进行焊接固定;
7、(4)将吊臂前段的另一端与主钩滑轮架的一端进行同轴对接,然后进行焊接固定;
8、(5)将副滑轮架焊接固定在管桁架的一端,然后管桁架的另一端与主钩滑轮架的另一端进行同轴对接,然后进行焊接固定,完成吊臂装配。
9、以上设置,通过将先将管段焊接形成主管,然后将支管焊接在支管之间形成装配体,在通过支管焊接在装配体之间,这样能够通过拼接焊接的方式,使得支管能够快速、准确焊接在预设位置,从而形成吊臂前段、吊臂中段、吊臂根段和管桁架,提高装配效率;另外设置吊臂前段和吊臂中段同轴对接,这样能够使得装配好的吊臂前段与吊臂中段实现准确装配;而在吊臂前段焊接形成后,将吊臂前段与主钩滑轮架进行同轴对接,这样能够进一步使得吊臂前段准确装配在主钩滑轮架;而对于吊臂根段,则是在完成装配体组装后,接着再将板组件和连接耳组装焊接在吊臂根段上,最后在将吊臂根段与吊臂中段实现同轴对接,这样能够降低在完成吊臂根段与吊臂中段同轴对接后,再对板组件进行组装带来的装配误差,焊接可靠性高,由于吊臂前段、吊臂中段和吊臂根段等都是通过在同一水平测试装置同一个测试平面进行测试之后安装形成,从而使得三个吊臂分段之间的水平误差较小,无需分别对各段进行水平测试,从而对后续各段之间的连接带来方便,焊接效果高。
10、进一步的,所述水平测试装置为地样线,所述步骤(1)中还包括以下步骤:
11、(1.1)在地面上竖直地样线,把管段放置在地样线的卡位上进行拼接焊接形成两根主管,将支管焊接在两根主管之间的预设位置形成第一装配体;
12、(1.2)重复步骤(1.1),焊接形成第二装配体,然后将第一装配体和第二装配体固定在地面上,将支管焊接在第一装配体和第二装配体之间的预设位置;
13、(1.3)对第一装配体和第二装配体进行翻身,将支管焊接在第一装配体和第二装配体的另一侧。
14、以上设置,能够快速准确将支管组装焊接到主管上装配形成装配体,并通过在装配体之间准确焊接支管,从而实现吊臂的快速装配。
15、进一步的,所述板组件包括安装底板、盖板以及衔接板,衔接板和盖板都焊接在装配体上,盖板焊接在装配体且位于衔接板外侧边缘。
16、以上设置,能够提高连接耳与吊臂根段的连接处的强度。
17、进一步的,所述步骤(3)中还包括以下步骤:
18、(3.1)先将衔接板焊接在装配体上;
19、(3.2)然后将连接耳的一端焊接固定在衔接板上;
20、(3.3)将安装底板的一端与装配体进行焊接,安装底板的另一端与连接耳的另一端进行焊接固定;
21、(3.4)将盖板分别焊接固定在装配体上且位于衔接板的外侧边缘处。
22、以上设置,先将位于内侧的衔接板进行焊接然后在其上焊接连接耳,一方面对装配体进行固定,另一方面也方便对连接耳进行预固定,然后再将位于外侧的安装底板进行固定,固定连接连接耳,最后固定衔接板,从而对衔接板的外侧进行固定的同时也便于提高连接耳与吊臂根段连接处的稳定性。
23、进一步的,所述步骤(5)中还包括以下步骤:
24、(5.1)在管桁架与副钩滑轮架的连接端处且位于两装配体之间分别焊接装相对设置的装配板一和装配板二;
25、(5.2)将副钩滑轮架的一端分别与管桁架、装配板一和装配板二进行焊接固定;
26、(5.3)在管桁架的两侧且位于两装配体上分别焊接固定板一和固定板二,然后管桁架的另一端与主钩滑轮架的另一端进行同轴对接,然后进行焊接固定,完成吊臂装配。
27、以上设置,通过先在装配体之间安装装配板,然后固定固定板一和固定板二,通过装配板和固定板实现同轴安装,便于提高副钩滑轮架在管桁架上的稳定性,同时提高副钩滑轮架与管桁架连接处的强度。
技术特征:
1.一种吊臂装配方法,所述吊臂包括吊臂前段、吊臂中段、吊臂根段、主钩滑轮架、副钩滑轮架以及管桁架;
2.根据权利要求1所述的 一种吊臂装配方法,其特征在于:所述水平测试装置为地样线,所述步骤(1)中还包括以下步骤:
3.根据权利要求1所述的 一种吊臂装配方法,其特征在于:所述板组件包括安装底板、盖板以及衔接板,衔接板和盖板都焊接在装配体上,盖板焊接在装配体且位于衔接板外侧边缘。
4.根据权利要求1所述的 一种吊臂装配方法,其特征在于:所述步骤(3)中还包括以下步骤:
5.根据权利要求1所述的 一种吊臂装配方法,其特征在于:所述步骤(5)中还包括以下步骤:
技术总结
本发明提供一种吊臂装配方法,所述吊臂包括吊臂前段、吊臂中段、吊臂根段、主钩滑轮架、副钩滑轮架以及管桁架,通过对吊臂前段、吊臂中段、吊臂根段以及管桁架进行分开组装,然后通过同轴对接,使得吊臂前段、吊臂中段、吊臂根段、主钩滑轮架、副钩滑轮架以及管桁架一一装配形成吊臂;本发明能够提高吊臂的组装效率,从而提高吊臂在生产过程中的生产效率。
技术研发人员:宋耀祥,玉誉斌,赵旭,李研,何中天,罗建华,杨镇廣,覃振峰
受保护的技术使用者:中国船舶集团华南船机有限公司
技术研发日:
技术公布日:2024/2/8
- 还没有人留言评论。精彩留言会获得点赞!