一种组装间隙定位装置及组装方法与流程
本发明属于零部件组装,特别涉及一种组装间隙定位装置及组装方法。
背景技术:
1、轨道车辆转向架车轮降噪块需要组装在车轮上,每个车轮共8块,需要紧贴车轮内侧的侧壁上,块与块间距要均匀,组装间隙公差要控制在毫米级,间隙调整后进行固定。
2、目前,车轮降噪块在现场安装中存在以下几个问题:
3、1.该项组装操作需要双人配合操作,需要不断使用量具测量,调整间距均匀,此操作过程费时费力,同时造成过多人力浪费。
4、2.该位置组装无合适的工装辅助操作,完全借用人力完成,一次组装合格率极低,需要反复调整8块降噪块,以保证组装尺寸,劳动强度大,作业时间长,导致生产节拍增加,影响生产效率。
5、3.由于降噪块是金属材质,且存在棱边,对要求表面加工精度较高的车轮来说,较为粗糙,反复组装调整的过程中极易产生磕碰,导致车轮表面擦伤,致使车轮为保证组装精度需进行再加工,部分磕碰磨损较深,甚至于导致车轮报废,影响产品质量和生产节拍,同时也增加了制造成本。
6、综合以上问题可知,原有组装方式导致存在返工返时现象,增加生产成本,极大地影响了生产效率。
技术实现思路
1、本发明主要解决的技术问题是,提供一种可精确控制组装间隙,保证组装质量,提高组装效率,降低成本的组装间隙定位装置,同时提供一种利用该组装间隙定位装置的组装方法。
2、为解决上述技术问题,本发明采用第一个技术方案的基本构思是:
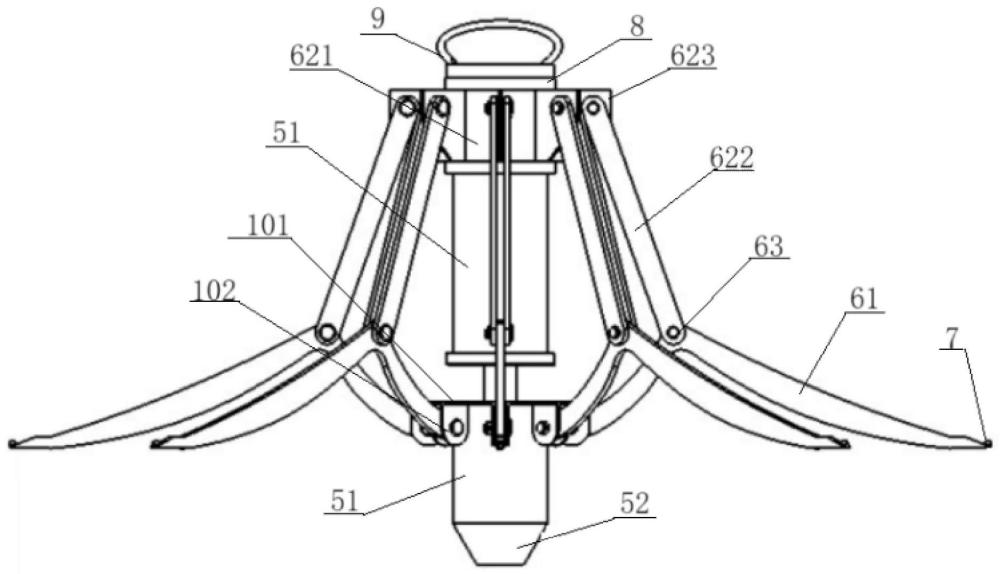
3、一种组装间隙定位装置,包括定位部和多组间隙控制部,所述定位部与基体的定位结构配合实现定位,所述间隙控制部的一端与所述定位部连接,另一端可向待调整间隙的方向伸缩移动,在所述间隙控制部的前端部设置有间隙调整件,控制所述间隙控制部向前伸出带动所述间隙调整件插入组装件之间,利用所述间隙调整件调整组装件之间的间隙尺寸。
4、进一步,所述定位部包括中心主轴及设置在所述中心主轴一端的定位端,所述定位端与基体上的定位结构配合实现定位,所述间隙控制部的一端连接在所述中心主轴上。
5、进一步,所述中心主轴为圆柱轴、半圆柱轴或方形柱轴,所述间隙控制部以所述中心主轴为中心等间距或不等间距设置呈放射装伸出或平行伸出。
6、进一步,:所述间隙调整件为三角体结构,其尖端朝向待调整间隙;
7、所述间隙调整件设置在所述间隙控制部端部的外侧;
8、或,所述间隙调整件设置在所述间隙控制部端部的上方或下方,所述间隙控制部的端部在调整时插入组装件与基体之间的间隙内定位。
9、进一步,所述间隙控制部包括控制杆,所述控制杆的一端与所述定位部转动连接,在所述控制杆的另一端设置所述间隙调整件,所述控制杆中间具有连接支点,所述连接支点通过连杆机构与所述定位部连接,通过控制连杆机构控制所述控制杆的伸缩移动;
10、或,所述控制杆的一端与所述定位部固定或转动连接,所述控制杆采用伸缩杆结构实现控制杆的伸缩移动。
11、进一步,所述连杆机构包括第一连接座和多根连杆,所述连杆的一端转动连接在对应的控制杆的连接支点上,所述连杆的另一端转动连接在所述第一连接座上,所述第一连接座滑动安装在所述定位部上,沿所述定位部的轴向滑动安装在所述定位部上,控制所述第一连接座沿所述定位部滑动通过连杆带动所述控制杆实现伸缩移动。
12、进一步,所述第一连接座具有中心通孔,所述第一连接座套装在所述定位部的外侧并沿定位部滑动;
13、或,所述第一连接座与所述定位部之间通过滑动副连接;
14、在所述第一连接座的外周设置多组第一连接耳,所述第一连接耳的数量与连杆的数量相同,所述连杆通过转轴与对应的第一连接耳转动连接。
15、进一步,所述控制杆为v形结构,v形的折弯点为所述连接支点,所述控制杆的折弯角度使所述控制杆在收缩状态时下半段为垂直状态。
16、进一步,在所述定位部上固定安装有第二连接座,在所述第二连接座上沿周向设置有多组第二连接耳,所述控制杆与对应的第二连接耳固定连接或通过转轴转动连接。
17、本发明的另一个技术方案是:
18、一种采用如上所述的组装间隙定位装置的组装方法,包括如下步骤:
19、s1、将待组装件预组装在基体上;
20、s2、将装置放置在基体上,并使定位部与基体上的定位结构配合;
21、s3、控制多组间隙控制部向外伸出,将端部的多个间隙调整件插入对应的组装件之间,控制组装件之间的间隙尺寸;
22、s4、将组装件紧固组装在基体上;
23、s5、使用结束后将装置恢复至初始状态。
24、综上内容,本发明所提供的一种组装间隙定位装置及组装方法,与现有技术相比,具有如下优点:
25、(1)本发明间隙控制部采用可伸缩移动的结构,通过控制多组间隙控制部向间隙方向伸出,利用间隙调整件即可自动且精确地调整控制多个组装间隙,且可保证各组装间隙均能一次性满足组装要求,不但大幅提升了组装精度和组装效率,还大幅了提升一次组装合格率,有效避免前期手动组装所带来的组装偏差问题,进而提升产品质量,降低了制造成本。
26、(2)本发明整体结构简单,操作快捷方便,由单人即可完成组装作业,大量节约了人员和工时,降低了操作人员的劳动强度,最大程度地提高了组装效率。
27、(3)本发明可以完全避免在组装时对基体的磕碰击伤,避免了返工返修等问题,进一步提升了组装效率,降低了制造成本。
28、(4)本发明在不使用时,则可以将间隙控制部缩回收敛,用以减少该装置的整体占用空间,方便收纳。
29、(5)本发明还方便控制间隙控制部的伸展长度,用以与不同尺寸的基体相匹配,有利于提升本发明的通用性。
30、下面结合附图对本发明的具体实施方式作进一步详细的描述。
技术特征:
1.一种组装间隙定位装置,其特征在于:包括定位部和多组间隙控制部,所述定位部与基体的定位结构配合实现定位,所述间隙控制部的一端与所述定位部连接,另一端可向待调整间隙的方向伸缩移动,在所述间隙控制部的前端部设置有间隙调整件,控制所述间隙控制部向前伸出带动所述间隙调整件插入组装件之间,利用所述间隙调整件调整组装件之间的间隙尺寸。
2.根据权利要求1所述的组装间隙定位装置,其特征在于:所述定位部包括中心主轴及设置在所述中心主轴一端的定位端,所述定位端与基体上的定位结构配合实现定位,所述间隙控制部的一端连接在所述中心主轴上。
3.根据权利要求2所述的组装间隙定位装置,其特征在于:所述中心主轴为圆柱轴、半圆柱轴或方形柱轴,所述间隙控制部以所述中心主轴为中心等间距或不等间距设置呈放射装伸出或平行伸出。
4.根据权利要求1所述的组装间隙定位装置,其特征在于:所述间隙调整件为三角体结构,其尖端朝向待调整间隙;
5.根据权利要求1-4任一项所述的组装间隙定位装置,所述间隙控制部包括控制杆,所述控制杆的一端与所述定位部转动连接,在所述控制杆的另一端设置所述间隙调整件,所述控制杆中间具有连接支点,所述连接支点通过连杆机构与所述定位部连接,通过控制连杆机构控制所述控制杆的伸缩移动;
6.根据权利要求5所述的组装间隙定位装置,其特征在于:所述连杆机构包括第一连接座和多根连杆,所述连杆的一端转动连接在对应的控制杆的连接支点上,所述连杆的另一端转动连接在所述第一连接座上,所述第一连接座滑动安装在所述定位部上,沿所述定位部的轴向滑动安装在所述定位部上,控制所述第一连接座沿所述定位部滑动通过连杆带动所述控制杆实现伸缩移动。
7.根据权利要求6所述的组装间隙定位装置,其特征在于:所述第一连接座具有中心通孔,所述第一连接座套装在所述定位部的外侧并沿定位部滑动;
8.根据权利要求5所述的组装间隙定位装置,其特征在于:所述控制杆为v形结构,v形的折弯点为所述连接支点,所述控制杆的折弯角度使所述控制杆在收缩状态时下半段为垂直状态。
9.根据权利要求5所述的组装间隙定位装置,其特征在于:在所述定位部上固定安装有第二连接座,在所述第二连接座上沿周向设置有多组第二连接耳,所述控制杆与对应的第二连接耳固定连接或通过转轴转动连接。
10.一种采用如权利要求1-9任一项所述组装间隙定位装置的组装方法,其特征在于,包括如下步骤:
技术总结
本发明涉及一种组装间隙定位装置及组装方法,装置包括定位部和多组间隙控制部,所述定位部与基体的定位结构配合实现定位,所述间隙控制部的一端与所述定位部连接,另一端可向待调整间隙的方向伸缩移动,在所述间隙控制部的前端部设置有间隙调整件,控制所述间隙控制部向前伸出带动所述间隙调整件插入组装件之间,利用所述间隙调整件调整组装件之间的间隙尺寸。本发明可精确控制组装间隙,保证组装质量,提高组装效率,降低成本。
技术研发人员:尹加干,陶俊池,袁成,徐华祥,吕光宙,陈北平
受保护的技术使用者:中车青岛四方机车车辆股份有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!