一种装配设备的制作方法
本发明涉及自动组装设备,尤其涉及一种装配设备。
背景技术:
1、空调内机底壳上的贯流风叶为圆筒状结构,目前底壳与贯流风叶采用人工作业装配,作业人员通过手动固定的方式实现贯流风叶与底壳的有效装配。人工作业装配存在生产效率低,劳动强度大,质量稳定性差的问题。
技术实现思路
1、本发明的目的是提供一种装配设备,旨在解决现有的目前底壳与贯流风叶采用人工作业装配导致生产效率低,劳动强度大,质量稳定性较差的技术问题。
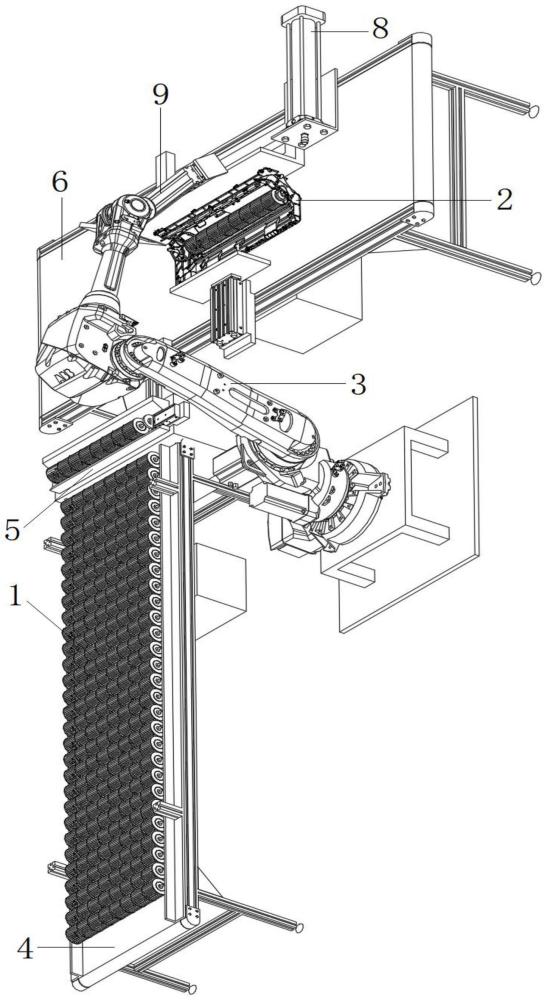
2、为了解决上述问题,本发明实施例提供了一种装配设备,该装配设备用于装配贯流风叶与底壳,装配设备包括:
3、第一输送定位组件,用于对贯流风叶进行输送以及定位;
4、第二输送定位组件,用于对底壳进行输送以及定位;
5、抓取组件,用于夹取定位后的贯流风叶,并将其装配至定位后底壳上。
6、在一些实施方式中,第一输送定位组件包括第一输送组件,第一输送组件包括第一驱动单元和第一输送带,第一驱动单元能够驱动第一输送带移动,以将第一输送带上的贯流风叶输送至第一预设位置。
7、在一些实施方式中,第一输送组件还包括第一支架以及转动设置在第一支架上的至少两个第一滚筒,第一输送带绕设于至少两个第一滚筒上,第一驱动单元设置在第一支架上,且能够驱动至少一个第一滚筒转动,第一支架上位于第一输送带的至少一侧设置有挡板;挡板位于第一输送带输送方向的末端设置有能够阻挡贯流风叶的挡料结构;和/或,挡板位于第一输送带输送行程的末端设置有能够感应贯流风叶被挡料结构阻挡的第一感应单元。
8、在一些实施方式中,第一输送定位组件还包括定位单元,定位单元设置在第一输送组件朝向其输送方向的一侧,抓取组件能够将第一预设位置上的贯流风叶夹取至定位单元上,以对贯流风叶定位。
9、在一些实施方式中,定位单元包括第二支架以及第一可伸缩单元,第二支架具有与贯流风叶的外周相适配的定位槽,定位槽长度方向的一端具有挡肩,第一可伸缩单元设置在第二支架上,第一可伸缩单元的伸缩部能够推动定位槽中的贯流风叶的轴向端部与挡肩相抵接。
10、在一些实施方式中,第二输送定位组件包括第二输送组件、夹持组件以及第二可伸缩单元,第二输送组件用于输送底壳,在第二输送组件的输送方向上,夹持组件和第二可伸缩单元在第二输送组件上依次设置,夹持组件能够在第二可伸缩单元将底壳阻挡至第二预设位置时对底壳进行夹持。
11、在一些实施方式中,第二输送组件包括第三驱动单元和第二输送带,第三驱动单元能够驱动第二输送带移动,以将底壳输送至第二预设位置。
12、在一些实施方式中,第二输送组件还包括第三支架以及转动设置在第三支架上的至少两个第二滚筒,第二输送带绕设于至少两个第二滚筒上,第三驱动单元设置在第三支架上,且能够驱动至少一个第二滚筒转动。
13、在一些实施方式中,第二可伸缩单元设置在第三支架上且位于第二输送带宽度方向的一侧,第二可伸缩单元的伸缩部伸缩时能够使得第二输送带上的底壳被阻拦至第二预设位置或放行;和/或,第三支架上还设置有第二感应单元,第二感应单元位于第二预设位置上的底壳远离第二可伸缩单元的一侧;和/或,夹持组件包括设置在第三支架上的导向定位结构和第三可伸缩单元,导向定位结构和第三可伸缩单元分别位于第二输送带宽度方向的两侧,第三可伸缩单元上的伸缩部在伸缩时能够使得位于第二预设位置的底壳被夹持或松开。
14、在一些实施方式中,装配设备还包括夹爪组件,夹爪组件包括固定架以及设置在固定架上的一对能够相向靠近或相背远离的夹板,固定架设置在抓取组件上,以使得一对夹板对贯流风叶进行夹持。
15、与现有技术相比,本发明的装配设备至少具有下列有益效果:
16、本发明实施例公开了一种装配设备,该装配设备用于装配贯流风叶与底壳,该装配设备包括第一输送定位组件、第二输送定位组件以及抓取组件,具体的,第一输送定位组件用于对贯流风叶进行输送以及定位,第一输送定位组件实现了贯流风叶的自动上料以及精确定位;第二输送定位组件用于对底壳进行输送以及定位,第二输送定位组件实现了底壳的自动上料以及精确定位,抓取组件用于夹取定位后的贯流风叶,并将其装配至定位后底壳上,通过抓取组件将精确定位后的贯流风叶夹取并装配到精确定位后的底壳,保证了装配的精度;因此本发明通过第一输送定位组件、第二输送定位组件以及抓取组件之间的相互配合,实现了贯流风叶与底壳自动化装配,相比于采用人工作业装配的方式,本发明的装配设备的装配生产效率高,降低了劳动强度,并且质量稳定性较高,同时降低人工成本。
17、上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
技术特征:
1.一种装配设备,其特征在于,所述装配设备用于装配贯流风叶与底壳,所述装配设备包括:
2.根据权利要求1所述的装配设备,其特征在于,所述第一输送定位组件包括第一输送组件,所述第一输送组件包括第一驱动单元和第一输送带,所述第一驱动单元能够驱动所述第一输送带移动,以将位于所述第一输送带上的所述贯流风叶输送至第一预设位置。
3.根据权利要求2所述的装配设备,其特征在于,所述第一输送组件还包括第一支架以及转动设置在所述第一支架上的至少两个第一滚筒,所述第一输送带绕设于至少两个所述第一滚筒上,所述第一驱动单元设置在所述第一支架上,且能够驱动至少一个所述第一滚筒转动,所述第一支架上位于所述第一输送带的至少一侧设置有挡板;所述挡板位于所述第一输送带输送方向的末端设置有能够阻挡所述贯流风叶的挡料结构;和/或,所述挡板位于所述第一输送带输送行程的末端设置有能够感应所述贯流风叶被所述挡料结构阻挡的第一感应单元。
4.根据权利要求2所述的装配设备,其特征在于,所述第一输送定位组件还包括定位单元,所述定位单元设置在所述第一输送组件朝向其输送方向的一侧,所述抓取组件能够将所述第一预设位置上的所述贯流风叶夹取至所述定位单元上,以对所述贯流风叶定位。
5.根据权利要求4所述的装配设备,其特征在于,所述定位单元包括第二支架以及第一可伸缩单元,所述第二支架具有与所述贯流风叶的外周相适配的定位槽,所述定位槽的一端具有挡肩,所述第一可伸缩单元设置在所述第二支架上,所述第一可伸缩单元的伸缩部能够推动所述定位槽中的所述贯流风叶的轴向端部与所述挡肩相抵接。
6.根据权利要求1所述的装配设备,其特征在于,所述第二输送定位组件包括第二输送组件、夹持组件以及第二可伸缩单元,第二输送组件所述用于输送所述底壳,在所述第二输送组件的输送方向上,所述夹持组件和所述第二可伸缩单元在所述第二输送组件上依次设置,所述夹持组件能够在所述第二可伸缩单元将所述底壳阻挡至第二预设位置时对所述底壳进行夹持。
7.根据权利要求6所述的装配设备,其特征在于,所述第二输送组件包括第三驱动单元和第二输送带,所述第三驱动单元能够驱动所述第二输送带移动,以将所述底壳输送至所述第二预设位置。
8.根据权利要求7所述的装配设备,其特征在于,所述第二输送组件还包括第三支架以及转动设置在所述第三支架上的至少两个第二滚筒,所述第二输送带绕设于至少两个所述第二滚筒上,所述第三驱动单元设置在所述第三支架上,且能够驱动至少一个所述第二滚筒转动。
9.根据权利要求8所述的装配设备,其特征在于,所述第二可伸缩单元设置在所述第三支架上且位于所述第二输送带宽度方向的一侧,所述第二可伸缩单元的伸缩部伸缩时能够使得所述第二输送带上的所述底壳被阻拦至所述第二预设位置或放行;和/或,所述第三支架上还设置有第二感应单元,所述第二感应单元位于所述第二预设位置上的所述底壳远离所述第二可伸缩单元的一侧;和/或,所述夹持组件包括设置在所述第三支架上的导向定位结构和第三可伸缩单元,所述导向定位结构和所述第三可伸缩单元分别位于所述第二输送带宽度方向的两侧,所述第三可伸缩单元上的伸缩部在伸缩时能够使得位于所述第二预设位置的所述底壳被夹持或松开。
10.根据权利要求1所述的装配设备,其特征在于,所述装配设备还包括夹爪组件,所述夹爪组件包括固定架以及设置在所述固定架上的一对能够相向靠近或相背远离的夹板,所述固定架设置在所述抓取组件上,以使得一对所述夹板对所述贯流风叶进行夹持。
技术总结
本发明公开一种装配设备,该装配设备的第一输送定位组件用于对贯流风叶进行输送以及定位,第一输送定位组件实现了贯流风叶的自动上料以及精确定位;第二输送定位组件用于对底壳进行输送以及定位,第二输送定位组件实现了底壳的自动上料以及精确定位,抓取组件用于夹取定位后的贯流风叶,并将其装配至定位后底壳上,通过抓取组件将精确定位后的贯流风叶夹取并装配到精确定位后的底壳,保证了装配的精度;本发明通过第一输送定位组件、第二输送定位组件以及抓取组件之间的相互配合,实现了贯流风叶与底壳自动化装配,相比于采用人工作业装配的方式,本发明的装配设备的装配生产效率高,降低了劳动强度,并且质量稳定性较高。
技术研发人员:李永国,张立国,郭宁,杨盼红,田桂丛,陈志刚
受保护的技术使用者:格力电器(石家庄)有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!