抽制牵引控制系统的制作方法
本发明涉及抽制成型,特别涉及一种抽制牵引控制系统。
背景技术:
1、铝合金壳体可以采用抽制工艺成型,将铝合金从抽制模具中拔出,利用抽制模具的成型间隙,可直接得到长型结构的铝合金壳体,工作效率高,且结构较为稳定。
2、目前,抽制工艺一般采用牵引车拉动素材移动,抽制模具设置为固定或可相对牵引车移动,工作时,夹头夹紧素材,牵引车拉动夹头移动,使素材通过抽制模具的抽制间隙,从而得到与抽制间隙对应的型材。
3、但是,在起抽阶段(由静止开始至稳定抽拉素材的阶段),牵引车需要施加较大的牵引力才能将素材拉动,若但是牵引力过大极易造成素材被拉断,抽制成功率较低,需要重新输出并夹持素材,耽误较多工时,影响生产效率,特别是对于不等壁厚的壳体的抽制,由于不等壁厚造成的力不平衡,极易造成牵引力波动,实际牵引力与驱动系统设定的理论牵引力不同,极易造成壁厚波动或抽断等问题。
技术实现思路
1、本发明旨在至少解决现有技术中存在的技术问题之一。为此,本发明提出一种抽制牵引控制系统,能够减少起抽阶段抽断的情况发生,提高抽制成功率。
2、根据本发明的第一方面实施例的抽制牵引控制系统,包括:
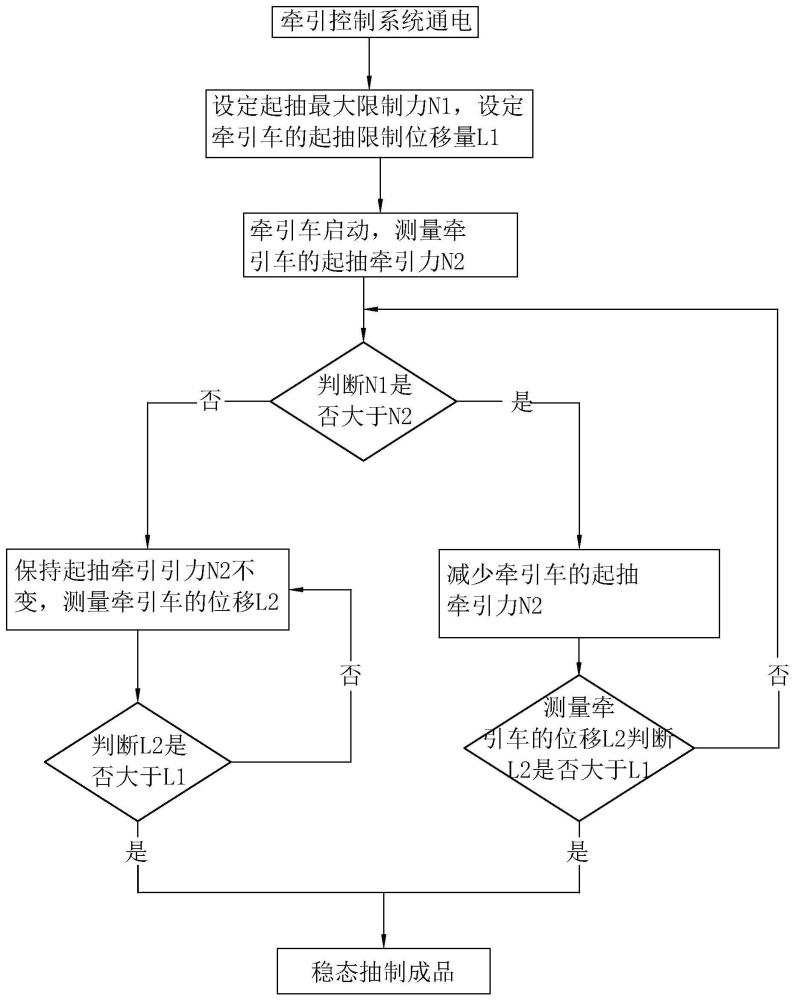
3、步骤a1:牵引控制系统通电,设定起抽最大限制力n1,设定牵引车的起抽限制位移量l1;
4、步骤a2:牵引车启动,测量牵引车的起抽牵引力n2,并反馈至牵引控制系统;
5、步骤a3:牵引控制系统对比n1和n2的大小,若n1大于n2,则执行步骤a4;若n1小于n2,则执行步骤a6;
6、步骤a4:保持牵引车的起抽牵引力n2不变,测量牵引车的位移l2,并反馈至牵引控制系统;
7、步骤a5:牵引控制系统对比l1和l2的大小,若l1大于l2,则执行步骤a4;若l1小于l2,则执行步骤a7;
8、步骤a6:减少牵引车的起抽牵引力n2,执行步骤a3;
9、步骤a7:稳态抽制成品。
10、根据本发明实施例的抽制牵引控制系统,至少具有如下有益效果:通过上述控制过程,对起抽状态的牵引力进行控制,实现由起始阶段不稳定态向稳定抽制状态平滑过渡,减少抽断的情况发生,以提高抽制成功率。
11、根据本发明的第二方面实施例的抽制牵引控制系统,包括:
12、步骤a1:牵引控制系统通电,设定起抽最大限制力n1,设定牵引车的起抽限制位移量l1;
13、步骤a2:牵引车启动,测量牵引车的起抽牵引力n2,并反馈至牵引控制系统;
14、步骤a3:牵引控制系统对比n1和n2的大小,若n1大于n2,则执行步骤a4;若n1小于n2,则执行步骤a6;
15、步骤a4:保持牵引车的起抽牵引力n2不变,测量牵引车的位移l2,并反馈至牵引控制系统;
16、步骤a5:牵引控制系统对比l1和l2的大小,若l1大于l2,则执行步骤a4;若l1小于l2,则执行步骤a7;
17、步骤a6:减少牵引车的起抽牵引力n2,测量牵引车的位移l2,并反馈至牵引控制系统,对比l1和l2的大小,若l1大于l2,执行步骤a3;若l1小于l2,则执行步骤a7;
18、步骤a7:稳态的抽制成品。
19、根据本发明实施例的抽制牵引控制系统,至少具有如下有益效果:通过上述控制过程,对起抽状态的牵引力进行控制,实现由起始阶段不稳定态向稳定抽制状态平滑过渡,减少抽断的情况发生,以提高抽制成功率,并可避免起抽阶段牵引车移动行程过大。
20、根据本发明的一些实施例,抽制素材在设定伸长率a下的抗拉强度为p,抽制模具的抽制截面积或成品的截面积为s,设定修正系数k;n1=p*s*k。
21、根据本发明的一些实施例,所述设定伸长率a=26%~28%。
22、根据本发明的一些实施例,所述抽制素材的断后延伸率大于30%。
23、根据本发明的一些实施例,所述抽制素材的最大抗拉强度高于105mpa。
24、根据本发明的一些实施例,所述设定修正系数k=1.05-1.25。
25、根据本发明的一些实施例,在步骤a6中,增加判断条件,测量牵引车的位移l2,并反馈至牵引控制系统,对比l1和l2的大小,若l1大于l2,执行步骤a3;若l1小于l2,则执行步骤a7
26、根据本发明的一些实施例,所述起抽限制位移量l1=480mm-520mm。
27、根据本发明的一些实施例,抽制牵引控制系统用于壳体的抽制成型,所述壳体具有相对且不等壁厚的厚边和薄边,所述厚边的壁厚为d,所述薄边的壁厚为d,抽制模具包括:内模及外模,所述外模设置有沿抽制方向延伸的抽制腔,所述内模能够置入所述抽制腔,在所述内模的外缘与所述抽制腔的内壁之间形成与所述壳体对应的抽制间隙,所述抽制间隙包括分别对应的与所述壳体的所述厚边和所述薄边对应的宽缝和窄缝,设定素材自前向后通过所述抽制模具,所述内模的前部相对于所述抽制模具的抽制方向朝向所述窄缝的一侧偏转。
28、根据本发明的一些实施例,所述内模相对于所述抽制模具的抽制方向的倾斜角大于0°小于10°。
29、根据本发明的一些实施例,所述内模相对于所述抽制模具的抽制方向的倾斜角=2°*d/d。
技术特征:
1.一种抽制牵引控制系统,其特征在于,包括:
2.一种抽制牵引控制系统,其特征在于,包括:
3.根据权利要求1或2所述的抽制牵引控制系统,其特征在于,
4.根据权利要求3所述的抽制牵引控制系统,其特征在于,所述设定伸长率a=26%~28%。
5.根据权利要求4所述的抽制牵引控制系统,其特征在于,所述抽制素材的断后延伸率大于30%。
6.根据权利要求4所述的抽制牵引控制系统,其特征在于,所述设定修正系数k=1.05-1.25。
7.根据权利要求1或2所述的抽制牵引控制系统,其特征在于,
8.根据权利要求1或2所述的抽制牵引控制系统,其特征在于,
9.根据权利要求8所述的抽制牵引控制系统,其特征在于,所述内模(100)相对于所述抽制模具的抽制方向的倾斜角大于0°小于10°。
10.根据权利要求8所述的抽制牵引控制系统,其特征在于,
技术总结
本发明公开了一种抽制牵引控制系统,包括:步骤A1:设定起抽最大限制力N1,设定牵引车的起抽限制位移量L1;步骤A2:牵引车启动,测量牵引车的起抽牵引力N2;步骤A3:对比N1和N2,若N1大于N2,则执行步骤A4;若N1小于N2,则执行步骤A6;步骤A4:保持牵引车的起抽牵引力N2不变,测量牵引车的位移L2;步骤A5:牵引控制系统对比L1和L2,若L1大于L2,则执行步骤A4;若L1小于L2,则执行步骤A7;步骤A6:减少牵引车的起抽牵引力N2,执行步骤A3;步骤A7:稳态抽制成品;通对起抽时的牵引力的控制,实现由起抽至稳定抽制状态平滑过渡,减少抽断的情况发生,提高抽制成功率。
技术研发人员:陈宜钊,漆辉煌,蔡名贵,杨宏,张有志,李信
受保护的技术使用者:广东和胜新能源科技有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!