表带触指的铆接方法及表带触指与流程
本申请涉及机械制造,特别是涉及一种表带触指的铆接方法及表带触指。
背景技术:
1、表带触指作为连接器的重要组成部件,对连接器的性能起着关键作用。表带触指装在导电机械的连接处,形成多点接触,由于表带触指的接触点较多,表带触指具有较大的通流能力。故表带触指多用于机电一体化设备。
2、市面上的表带触指产品较多,但是这些产品在实际使用的过程中,常常出现使用寿命较短的缺陷,这是由于这些表带触指的铆接方法和表带触指的结构设计所容许的拔插次数较少,具体的传统的表带触指铆接点容易松散。为了解决传统的表带触指使用寿命较短的缺陷,本申请提出一种表带触指的铆接方法及表带触指。
技术实现思路
1、基于此,有必要针对传统的表带触指使用寿命较短的缺陷,本申请提出一种表带触指的铆接方法及表带触指。
2、本申请提供一种表带触指的铆接方法,包括:
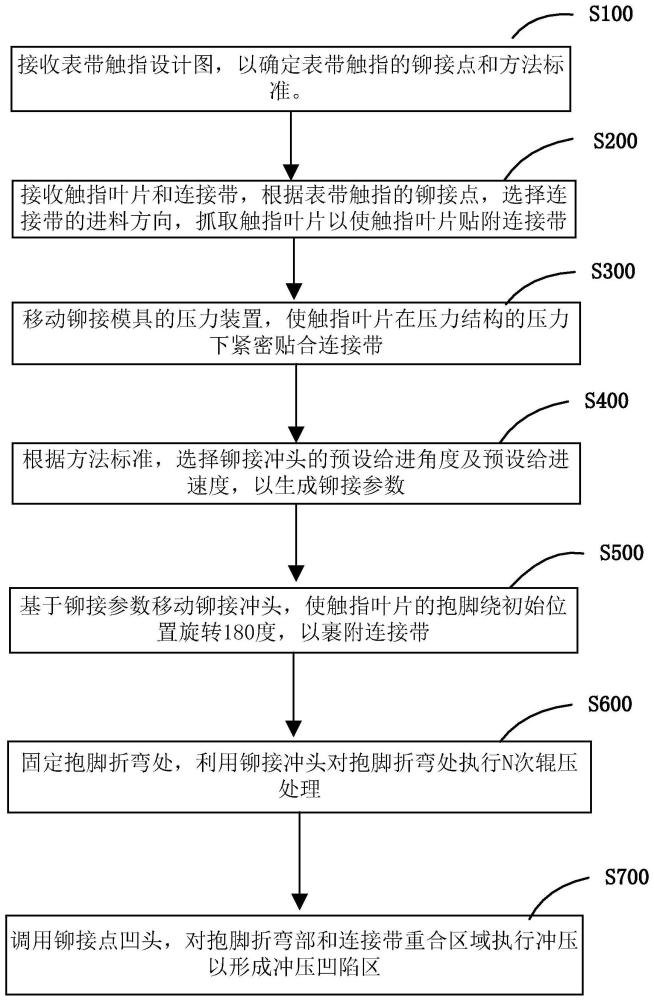
3、接收表带触指设计图,以确定表带触指的铆接点和方法标准;所述表带触指包括触指叶片和连接带;
4、接收触指叶片和连接带,根据表带触指的铆接点,选择连接带的进料方向,抓取触指叶片,以使触指叶片贴附连接带;
5、移动铆接模具的压力装置,使触指叶片在压力结构的压力下紧密贴合连接带;此时触指叶片的抱脚与触指叶片的本体处于180度的位置关系;
6、根据方法标准,选择铆接冲头的预设给进角度及预设给进速度,以生成铆接参数;
7、基于铆接参数移动铆接冲头,使触指叶片的抱脚绕初始位置旋转180度,以裹附连接带;
8、固定抱脚的折弯处,利用铆接冲头对抱脚的折弯处执行n次辊压处理;n为正整数;
9、调用铆接点凹头,对抱脚的折弯部和连接带重合区域执行冲压,以形成冲压凹陷区。
10、本申请还提供一种表带触指,包括:
11、触指叶片,包括本体和抱脚,所述抱脚与所述本体固定连接;
12、连接带,包括多个连接区和支架,每一个所述连接区相互平行,所述连接区与所述支架之间的夹角处于大于等于5度且小于等于15度的角度范围,相邻的所述连接区通过支架固定连接,所述抱脚卡置于所述连接区,且所述抱脚卡与所述连接区之间设置有冲压部;所述连接区即为连接带与抱脚的重合区,所述冲压部即为抱脚区域的凹陷区。
13、本申请涉及一种表带触指的铆接方法及表带触指,通过接收表带触指设计图,以确定表带触指的铆接点和方法标准,实际上在设计初期可以单独设计不锈钢带冲压模具,再单独设计触指叶片和不锈钢带的铆接模具,采用手工验证的方式制样。在制样测试性能达标后,再将不锈钢带模具与最后铆接模具整合成一体级进模,便于后期稳定的批量生产。根据方法标准,选择铆接冲头的给进角度及速度,以生成铆接参数是在制样测试过程中实现的。铆接参数的获取,能够保证表带触指达到涉及要求的同时,快速批量的完成。基于铆接参数移动铆接冲头,以使触指叶片抱脚旋转180度,调用铆接点凹头,对抱脚折弯部和连接带重合区域执行冲压,以形成冲压凹陷区。采用本申请生产的表带触指避免了镀层表面磨损甚至镀层脱落,同时也避免了直接冲压导致的固定抱脚断裂或内部出现断层,这提高了表带触指使用寿命。
技术特征:
1.一种表带触指的铆接方法,其特征在于,包括:
2.根据权利要求1所述的表带触指的铆接方法,其特征在于,所述接收表带触指设计图,以确定表带触指的铆接点和方法标准;所述表带触指包括触指叶片和连接带,包括:
3.根据权利要求2所述的表带触指的铆接方法,其特征在于,所述接收触指叶片和连接带,根据表带触指的铆接点,选择连接带的进料方向,抓取触指叶片,以使触指叶片贴附连接带之前,所述方法包括:
4.根据权利要求3所述的表带触指的铆接方法,其特征在于,所述接收触指叶片和连接带,根据表带触指的铆接点,选择连接带的进料方向,抓取触指叶片,以使触指叶片贴附连接带之前,所述方法还包括:
5.根据权利要求4所述的表带触指的铆接方法,其特征在于,所述移动铆接模具的压力装置,使触指叶片在压力结构的压力下紧密贴合连接带,包括:
6.根据权利要求5所述的表带触指的铆接方法,其特征在于,所述移动铆接模具的压力装置,使触指叶片在压力结构的压力下紧密贴合连接带,还包括:
7.根据权利要求6所述的表带触指的铆接方法,其特征在于,所述根据方法标准,选择铆接冲头的给进角度及速度,以生成铆接参数,包括:
8.根据权利要求7所述的表带触指的铆接方法,其特征在于,所述基于铆接参数移动铆接冲头,以使触指叶片抱脚旋转180度,包括:
9.一种表带触指,其特征在于,包括:
10.根据权利要求9所述的表带触指,其特征在于,所述本体的形状为三角形、矩形和梯形中的一种或多种。
技术总结
本申请涉及一种表带触指的铆接方法及表带触指,通过接收表带触指设计图,以确定表带触指的铆接点和方法标准,实际上在设计初期可以单独设计不锈钢带冲压模具,再单独设计触指叶片和不锈钢带的铆接模具,采用手工验证的方式制样。在制样测试性能达标后,再将不锈钢带模具与最后铆接模具整合成一体级进模,便于后期稳定的批量生产。根据方法标准,选择铆接冲头的给进角度及速度,以生成铆接参数是在制样测试过程中实现的。铆接参数的获取,能够保证表带触指达到涉及要求的同时,快速批量的完成。采用本申请生产的表带触指避免了镀层表面磨损甚至镀层脱落,同时也避免了直接冲压导致的固定抱脚断裂或内部出现断层,这提高了表带触指使用寿命。
技术研发人员:刘超,赵峰
受保护的技术使用者:杭州首连电气有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!