一种金属加工用双层端面挤压镶件模具的制作方法
本发明涉及金属铸造,尤其是一种金属加工用双层端面挤压镶件模具。
背景技术:
1、挤压模具是通过凸模凹模之间产生的压力对材料进行作用,使金属材料进行塑性变形以达到生产目的的一种模具,在现有模具中,为满足不同材料的成型需要,方便用户改模,通常在模具中放置镶件,镶件是一种用于镶嵌在模具中的不规则模具配件,起到固定模板和填充模板之间空间的作用,在模具中设置镶件具有节省模具材料、方便改模、有利于模具排气等优点,镶件一般为方形、圆形、片型等形状设置,当镶件为圆形设置时,为保证产品挤压质量,通常采用在镶件底部增设挂台,并沿其周向设置定位销的方式实现对镶件的定位,但此种定位方式难以实现镶件的装配与定位的同步进行,增加了模具与镶件装配的工作量,给用户的使用造成一定的不便,为此提出一种金属加工用双层端面挤压镶件模具。
技术实现思路
1、鉴于上述现有技术中所存在的问题,提出了本发明。
2、因此,本发明所要解决现有技术中镶件与模具间难以实现装配与定位同步进行的问题。
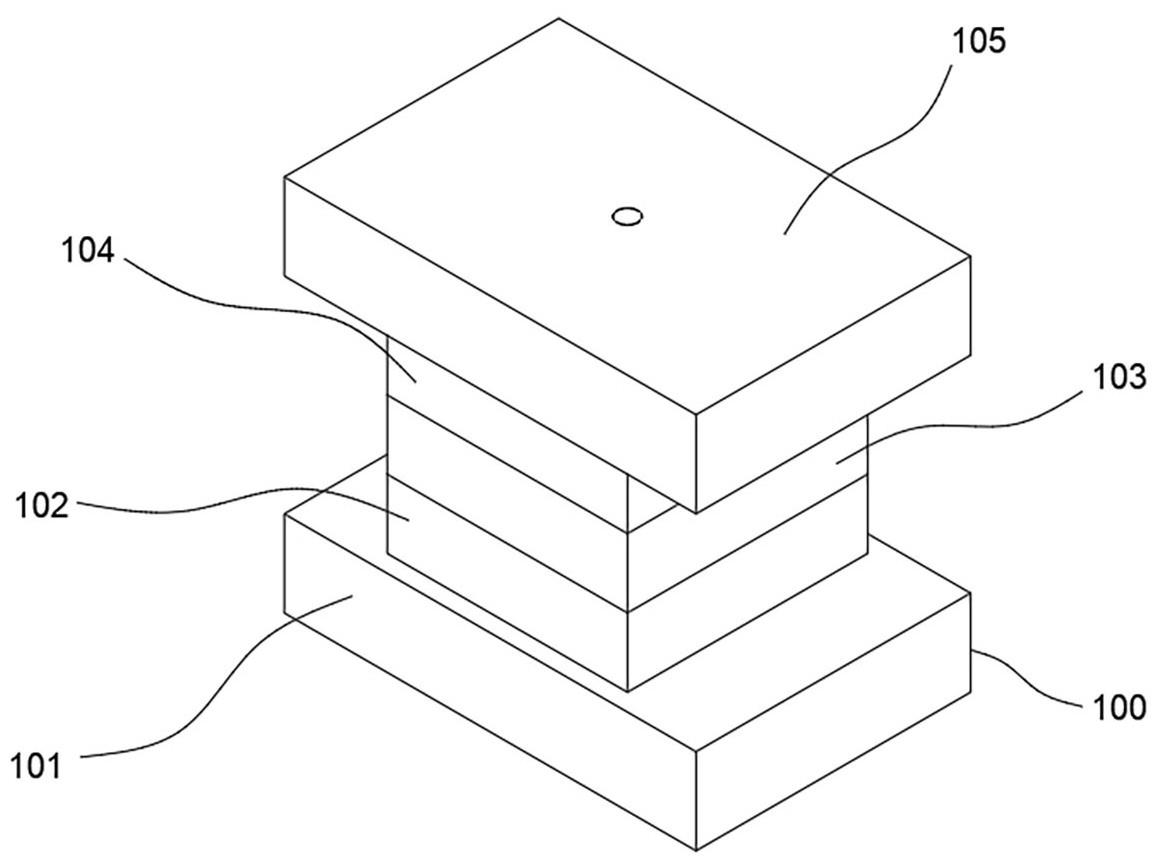
3、为解决上述技术问题,本发明提供如下技术方案:一种金属加工用双层端面挤压镶件模具,包括,模具机构,包括垫块、位于所述垫块上部的动模底板、位于所述动模底板上部的动模框、位于所述动模框上部的定模板、位于所述定模板上部的顶板、位于所述定模板内部的凸模、位于所述动模底板内部的油缸、位于所述油缸顶部的顶出杆以及位于所述顶出杆外侧的镶块;以及,
4、锁定机构,包括位于所述动模框内部的连接件,所述连接件的一端连接有推动件,所述连接件的另一端连接有锁定件;
5、连接件包括固定于所述动模框内部空腔中的销杆,所述销杆的外部设置有连接杆,所述连接杆的两端均设置有槽口;
6、所述推动件包括推板,所述推板的外侧设置有复位弹簧,所述推板的底部设置有上连接座;
7、所述锁定件包括锁定板,所述锁定板的表面设置有蓄力槽,所述蓄力槽的内部设置有滑块,所述滑块的外侧设置有下连接座,所述滑块的外侧设置有蓄力弹簧。
8、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述动模框的中心处呈中空设置,所述动模框的内壁设置有导槽;
9、所述导槽关于所述动模框呈环形阵列设置。
10、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述镶块的外壁表面设置有与导槽相配合的定位块;
11、所述镶块远离定位块的外壁还设置有卡口,所述卡口与所述锁定板之间为卡合配合。
12、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述动模框的内部留设有供锁定机构放置的放置腔,所述放置腔的内壁设置有导向棱;
13、所述导向棱分别设置于推板的底部和锁定板的顶部,所述导向棱关于推板呈对称设置。
14、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述上连接座与下连接座分别与连接杆两端的槽口转动配合,所述槽口呈条形设置;
15、所述上连接座与下连接座均可在槽口内滑动。
16、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述锁定件的外侧还设置有转环,所述转环的外侧设置有顶杆,所述转环的内部还设置有推动弹簧,所述推动弹簧的端头处设置有限位板;
17、所述转环活动嵌设于动模框内部;
18、所述转环的表面设置有推槽,所述转环的底面设置有缺口,所述转环的内侧还留设有弧形槽。
19、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述推动弹簧嵌设于所述弧形槽内部,所述推动弹簧的两端分别与转环及限位板相抵接。
20、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述限位板与所述动模框相固定。
21、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述锁定板的外侧还设置有联动柱,所述联动柱活动嵌设于所述推槽的内部,所述推槽呈倾斜设置。
22、作为本发明所述金属加工用双层端面挤压镶件模具的一种优选方案,其中:所述缺口呈楔形设置,所述缺口与所述顶杆相配合。
23、本发明的有益效果:通过连接件、推动件与锁定件之间的联动配合,在镶块与动模框进行装配的同时,即可转动的完成对镶块的定位锁定,使得镶块的装配更加的快速高效,提高了模具整体对金属材料的挤压成型效率,并在转环与锁定件、顶杆之间的联动配合下,在动模框拆除过程中又可实现镶块限位的自动解除,同样使得镶块的拆除更加便利,简化了镶块的整体拆装步骤,减少了镶块的拆装工作量。
技术特征:
1.一种金属加工用双层端面挤压镶件模具,其特征在于:包括,
2.根据权利要求1所述的金属加工用双层端面挤压镶件模具,其特征在于:所述动模框(103)的中心处呈中空设置,所述动模框(103)的内壁设置有导槽(103a);
3.根据权利要求2所述的金属加工用双层端面挤压镶件模具,其特征在于:所述镶块(109)的外壁表面设置有与导槽(103a)相配合的定位块(109a);
4.根据权利要求1-3任一所述的金属加工用双层端面挤压镶件模具,其特征在于:所述动模框(103)的内部留设有供锁定机构(200)放置的放置腔(110),所述放置腔(110)的内壁设置有导向棱(110a);
5.根据权利要求4所述的金属加工用双层端面挤压镶件模具,其特征在于:所述上连接座(202c)与下连接座(203d)分别与连接杆(201b)两端的槽口(201b-1)转动配合,所述槽口(201b-1)呈条形设置;
6.根据权利要求1所述的金属加工用双层端面挤压镶件模具,其特征在于:所述锁定件(203)的外侧还设置有转环(204),所述转环(204)的外侧设置有顶杆(205),所述转环(204)的内部还设置有推动弹簧(206),所述推动弹簧(206)的端头处设置有限位板(207);
7.根据权利要求6所述的金属加工用双层端面挤压镶件模具,其特征在于:所述推动弹簧(206)嵌设于所述弧形槽(204c)内部,所述推动弹簧(206)的两端分别与转环(204)及限位板(207)相抵接。
8.根据权利要求6或7所述的金属加工用双层端面挤压镶件模具,其特征在于:所述限位板(207)与所述动模框(103)相固定。
9.根据权利要求8所述的金属加工用双层端面挤压镶件模具,其特征在于:所述锁定板(203a)的外侧还设置有联动柱(203f),所述联动柱(203f)活动嵌设于所述推槽(204a)的内部,所述推槽(204a)呈倾斜设置。
10.根据权利要求9所述的金属加工用双层端面挤压镶件模具,其特征在于:所述缺口(204b)呈楔形设置,所述缺口(204b)与所述顶杆(205)相配合。
技术总结
本发明公开了一种金属加工用双层端面挤压镶件模具,涉及金属铸造技术领域,包括模具机构与锁定机构,包括垫块、位于所述垫块上部的动模底板、位于所述动模底板上部的动模框、位于所述动模框上部的定模板、位于所述定模板上部的顶板、位于所述顶板内部的凸模、位于所述动模底板内部的油缸。本发明所要解决现有技术中镶件与模具间难以实现装配与定位同步进行的问题,本发明通过连接件、推动件与锁定件之间的联动配合,在镶块与动模框进行装配的同时,即可转动的完成对镶块的定位锁定,使得镶块的装配更加的快速高效,并在转环与锁定件、顶杆之间的联动配合下,在动模框拆除过程中又可实现镶块限位的自动解除,同样使得镶块的拆除更加便利。
技术研发人员:李晓锋
受保护的技术使用者:靖江三鹏模具科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!