一种导管连线自动组装机的制作方法
本发明属于医疗器械,尤其涉及一种导管连线自动组装机。
背景技术:
1、输液器是医疗中常用的一种辅助器具,主要用于静脉输液,它是经过无菌处理的、建立静脉与药液之间通道的重要的一次性医疗耗材。
2、在生产制造输液器时,需要对输液器的各个部件进行组装,为了提高生产效率,现有技术提出的导管连线自动组装机解决了人工生产效率低的问题,但现有的导管连线自动组装机的整体结构较为复杂,且不够合理,实用性差,具有改进空间。为此我们提出一种导管连线自动组装机。
技术实现思路
1、本发明的目的在于提供一种导管连线自动组装机,旨在解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
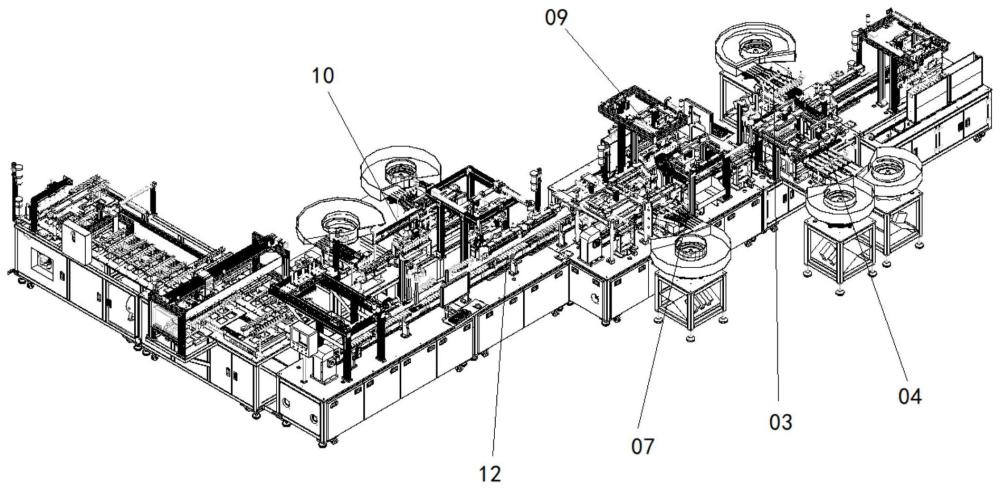
3、一种导管连线自动组装机,包括:
4、上排气管工位,用于对排气管进行上料;
5、内涂胶工位,用于进行涂胶;
6、空过组装工位,用于组装空过和排气管;
7、塑针组件组装工位,用于组装塑针组件和排气管;
8、到位检测工位,用于感应物料是否组装到位;
9、不良品丢料工位,用于将不良品取出;
10、护套组装工位,用于组装护套和塑针组件;
11、排气管中转工位,用于将组装后排气管中转到排气管连线组装工位;
12、上导管上料工位,用于对上导管进行上料,所述上导管上料工位与上排气管工位的结构相同;
13、两通和滴斗组装工位,用于组装两通和滴斗;
14、排气管连线组装工位,用于组装上导管和组装后排气管;
15、滴斗组件连线组装工位,用于组装排气管组件和滴斗组件;
16、滴斗中转工位,用于完成组装后滴斗组件与主线之间的中转联接;卸料工位,用于对组装后滴斗组件进行卸料。
17、进一步的,所述上排气管工位包括:
18、料仓,用于储存排气管;
19、真空吸盘,用于对料仓中的排气管进行取料;
20、机械夹爪,用于将排气管移送至导管载具上;
21、导管载具,用于放置排气管;
22、切换气缸,用于切换料仓;
23、动力电机,用于使得料仓提升。
24、进一步的,所述空过组装工位包括:
25、导管定位机构,用于夹住排气管;
26、直振料道一,用于将空过移动至取料及组装机构一;
27、取料及组装机构一,所述取料及组装机构一包括:
28、取料结构,用于带动空过翻转度并将空过移送至组装结构;
29、组装结构,用于组装空过与排气管。
30、进一步的,所述塑针组件组装工位包括:
31、夹管定位机构,用于夹住排气管;
32、直振料道二,用于将塑针组件送至搓料机构;
33、搓料机构,用于将塑针组件放置在缓存料机构;
34、缓存料机构,用于对塑针组件进行补料;
35、取料及组装机构二,所述取料及组装机构二包括:
36、取料手指,用于夹取塑针组件并送至组装手指;
37、组装手指,用于将塑针组件组装到排气管上。
38、进一步的,所述护套组装工位包括:
39、塑针组件定位夹,用于将塑针组件定位;
40、直振料道三,用于将护套移送至取料机构一;
41、取料机构一,用于将护套移动至护套导向孔;
42、护套导向孔,用于放置护套;
43、平移气缸,用于将护套平移至塑针组件下方;
44、组装气缸,用于将护套和塑针组件组装。
45、进一步的,所述排气管中转工位包括:
46、取料机构,用于将组装后排气管运送到排气管连线组装工位,所述取料机构包括移动模组、上下气缸和移动夹抓。
47、进一步的,所述两通和滴斗组装工位包括:
48、滴斗直振料道,用于将滴斗移送至上滴斗处;
49、长行程取料机构,用于将滴斗中转至涂胶工位并将涂胶后的滴斗移送至两通组装处;
50、两通直振料道,用于将两通移送至两通取料机构;
51、两通取料机构,用于将两通组装到滴斗上。
52、进一步的,所述排气管连线组装工位包括:
53、取料机构二,用于对组装后排气管进行取料;
54、定位机构,用于对上导管进行定位;
55、组装机构,用于将组装后排气管与上导管组装。
56、进一步的,所述滴斗组件连线组装工位包括:
57、排气管固定机构,用于将排气管组件固定;
58、滴斗组件夹抓,用于抓取滴斗组件并组装排气管组件和滴斗组件。
59、进一步的,所述滴斗中转工位包括:
60、搬运机构,用于带动组装后滴斗组件运动;
61、搬运气缸,用于带动组装后滴斗组件移动;
62、旋转机构,用于带动组装后滴斗组件旋转。
63、与现有技术相比,本发明的有益效果是:
64、该导管连线自动组装机,具有自动化程度高、生产效率高和无二次污染的优点,并且整体的布局设计合理,实用性强。
技术特征:
1.一种导管连线自动组装机,其特征在于,包括:
2.根据权利要求1所述的导管连线自动组装机,其特征在于,所述上排气管工位包括:
3.根据权利要求1所述的导管连线自动组装机,其特征在于,所述空过组装工位包括:
4.根据权利要求1所述的导管连线自动组装机,其特征在于,所述塑针组件组装工位包括:
5.根据权利要求1所述的导管连线自动组装机,其特征在于,所述护套组装工位包括:
6.根据权利要求1所述的导管连线自动组装机,其特征在于,所述排气管中转工位包括:
7.根据权利要求1所述的导管连线自动组装机,其特征在于,所述两通和滴斗组装工位包括:
8.根据权利要求1所述的导管连线自动组装机,其特征在于,所述排气管连线组装工位包括:
9.根据权利要求1所述的导管连线自动组装机,其特征在于,所述滴斗组件连线组装工位包括:
10.根据权利要求1所述的导管连线自动组装机,其特征在于,所述滴斗中转工位包括:
技术总结
本发明适用于医疗器械技术领域,提供了一种导管连线自动组装机,包括:上排气管工位,用于对排气管进行上料;内涂胶工位,用于进行涂胶;空过组装工位,用于组装空过;塑针组件组装工位,用于组装塑针组件;到位检测工位;不良品丢料工位;护套组装工位,用于组装护套和塑针组件;排气管中转工位,用于将组装后排气管中转到排气管连线组装工位;上导管上料工位;两通和滴斗组装工位,用于组装两通和滴斗;排气管连线组装工位;滴斗组件连线组装工位,用于组装排气管组件和滴斗组件;滴斗中转工位;卸料工位。本发明具有自动化程度高、生产效率高和无二次污染的优点,并且整体的布局设计合理,实用性强。
技术研发人员:詹昌勇,于东亮
受保护的技术使用者:广东天昱智能装备有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!