一种燃气轮机涡轮转子装配装置及其装配方法与流程
本发明涉及的是一种装配装置及装配方法,具体地说是燃气轮机装配装置及装配方法。
背景技术:
1、涡轮转子是燃机轮机中重要组成部位之一,涡轮转子的主要作用是将燃烧室中高温、高压燃气的能量转变为机械功,以其中一部分带动冷端的压气机压缩空气保持燃气轮机持续运转,剩余部分则作为燃气轮机的输出功率,带动发电机或者其他设备。以往的燃气轮机涡轮转子装配是将各级盘类零件通过中心孔装配到一根长涡轮轴上,待冷却后将相邻轮盘用螺栓拧紧。此方法装配后转子跳动值、振幅较大,装配操作难度较高,装配效率、精度较低。
技术实现思路
1、本发明的目的在于提供能解决装配后转子跳动值、振幅较大,装配操作难度较高,装配效率、精度较低等问题的一种燃气轮机涡轮转子装配装置及其装配方法。
2、本发明的目的是这样实现的:
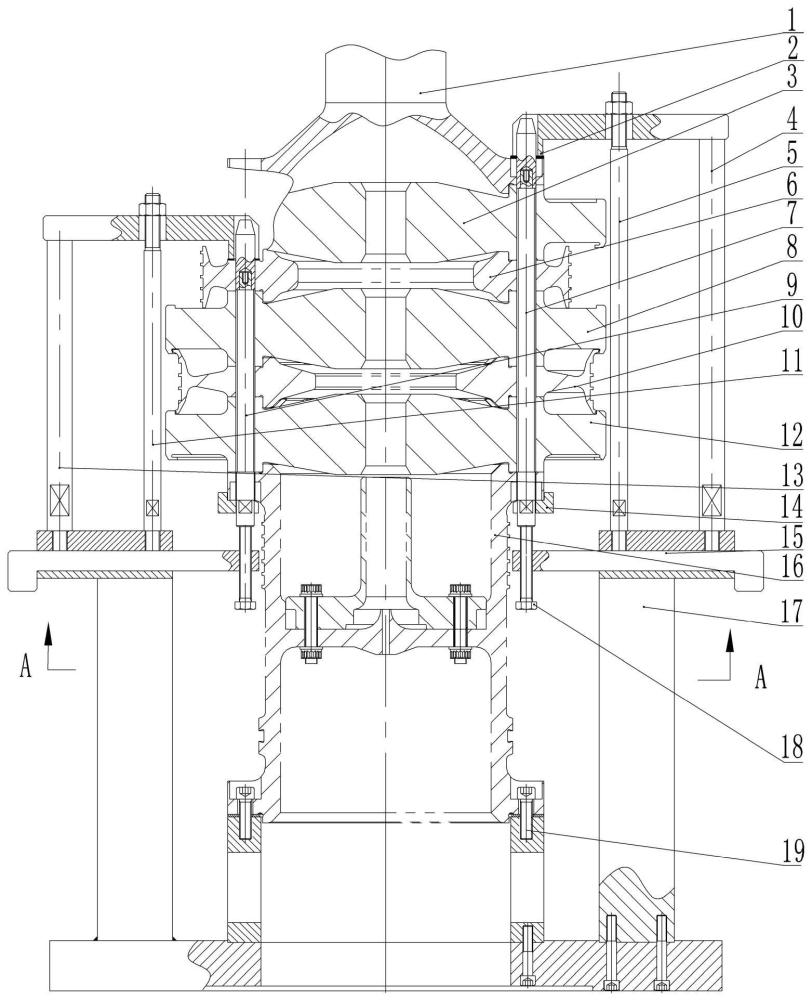
3、本发明一种燃气轮机涡轮转子装配装置,其特征是:包括支撑座、涡轮前轴、第一级涡轮盘、第二级涡轮盘、第三级涡轮盘、第一级间隔盘、第二级间隔盘,后轴,涡轮前轴固定到支撑座里并伸出至支撑座外,第一级涡轮盘通过销钉安装在涡轮前轴上,第一级间隔盘置于第一级涡轮盘上,第二级涡轮盘安装在第一级间隔盘上,第二级间隔盘置于第二级涡轮盘上,第三级涡轮盘安装在第二级间隔盘上,后轴安装在第三级涡轮盘上。
4、本发明一种燃气轮机涡轮转子装配方法,其特征是:
5、将涡轮前轴装入到支撑座上,用内六角螺栓将其与支撑座固定,完成涡轮前轴与夹具的安装;
6、支撑座上设置滑块,将顶丝安装到滑块上,将第一定位销安装到涡轮前轴上,第一可换销钉安装到第一定位销上,限位块安装到第一定位销上,防止转子装配时定位销发生旋转,调节顶丝高度,将加热后的第一级涡轮盘通过销钉安装到涡轮前轴上;安装后将第二可换销钉更换到第一定位销上,将第一级间隔盘安装到第一级涡轮盘上,安装后第一支撑螺栓和第一限位螺栓安装到支撑座上,压板压紧第一级间隔盘端面,待第一级涡轮盘冷却,将压板、第一支撑螺栓、第一限位螺栓、第二可换销钉、第一定位销拆下;
7、将第二支撑螺栓、第二限位螺栓、第二定位销安装在支撑座上,第一可换销钉安装到涡轮前轴上,限位块安装到第二定位销上,将加热后的第二级轮盘安装到第二级间隔盘上,将第二可换销钉更换到第二定位销上,安装第二级间隔盘,压板压紧第二级间隔盘端面,待第二级涡轮盘冷却,将压板、第二支撑螺栓、第二限位螺栓、第二可换销钉、第二定位销拆下;
8、将第三支撑螺栓、第三限位螺栓、第三定位销安装在支撑座上,第一可换销钉安装到涡轮前轴上,限位块安装到第三定位销上,将加热后的第三级轮盘安装到第二级间隔盘上,将第二可换销钉更换到第三定位销上,安装后轴,压板压紧后轴端面,待第三级涡轮盘冷却,将压板、第三支撑螺栓、第三限位螺栓、第二可换销钉、第三定位销拆下,将所需的产品螺栓、螺母安装到转子上,使用螺栓拉伸器将螺栓拉长,拧紧螺母,最终完成转子装配。
9、本发明一种燃气轮机涡轮转子装配方法还可以包括:
10、1、压板表面镀铜处理。
11、2、限位块与第一定位销、第二定位销、第三定位销安装时,采取小间隙配合,防止转子装配时定位销发生旋转。
12、3、第一可换销钉、第二可换销钉直径差与轮盘孔和间隔盘孔的直径差相同。
13、4、第一定位销、第二定位销、第三定位销上端面有内螺纹,通过在内螺纹位置安装吊具。
14、5、第一定位销、第二定位销、第三定位销采取6个为一组的安装方式进行转子零件装配。
15、本发明的优势在于:通过第一可换销钉、第二可换销钉与第一定位销、第二定位销、第三定位销之间的紧密配合及灵活的快速更换,解决了涡轮转子因装配过程中导致转子定位精度低的问题,提高了涡轮转子装配精度,节约了装配时间,通过支撑座、支撑架的紧固连接,提高了装配装置的承重能力,且拆卸方便,减少占地空间。通过采用本方法进行转子装配后转子跳动值、振幅比以往要小,装配操作难度低,装配效率、精度明显提高。
技术特征:
1.一种燃气轮机涡轮转子装配装置,其特征是:包括支撑座、涡轮前轴、第一级涡轮盘、第二级涡轮盘、第三级涡轮盘、第一级间隔盘、第二级间隔盘,后轴,涡轮前轴固定到支撑座里并伸出至支撑座外,第一级涡轮盘通过销钉安装在涡轮前轴上,第一级间隔盘置于第一级涡轮盘上,第二级涡轮盘安装在第一级间隔盘上,第二级间隔盘置于第二级涡轮盘上,第三级涡轮盘安装在第二级间隔盘上,后轴安装在第三级涡轮盘上。
2.一种燃气轮机涡轮转子装配方法,其特征是:
3.根据权利要求2所述的一种燃气轮机涡轮转子装配方法,其特征是:压板表面镀铜处理。
4.根据权利要求2所述的一种燃气轮机涡轮转子装配方法,其特征是:限位块与第一定位销、第二定位销、第三定位销安装时,采取小间隙配合,防止转子装配时定位销发生旋转。
5.根据权利要求2所述的一种燃气轮机涡轮转子装配方法,其特征是:第一可换销钉、第二可换销钉直径差与轮盘孔和间隔盘孔的直径差相同。
6.根据权利要求2所述的一种燃气轮机涡轮转子装配方法,其特征是:第一定位销、第二定位销、第三定位销上端面有内螺纹,通过在内螺纹位置安装吊具。
7.根据权利要求2所述的一种燃气轮机涡轮转子装配方法,其特征是:第一定位销、第二定位销、第三定位销采取6个为一组的安装方式进行转子零件装配。
技术总结
本发明的目的在于提供一种燃气轮机涡轮转子装配装置及其装配方法,包括支撑座、涡轮前轴、第一级涡轮盘、第二级涡轮盘、第三级涡轮盘、第一级间隔盘、第二级间隔盘,后轴,涡轮前轴固定到支撑座里并伸出至支撑座外,第三级涡轮盘、第二级间隔盘、第二级涡轮盘、第一级间隔盘、第一级涡轮盘自上而下安装在涡轮前轴上。本发明通过第一可换销钉、第二可换销钉与第一定位销、第二定位销、第三定位销之间的紧密配合及灵活的快速更换,解决了涡轮转子因装配过程中导致转子定位精度低的问题,提高了涡轮转子装配精度,节约了装配时间,通过支撑座、支撑架的紧固连接,提高了装配装置的承重能力,且拆卸方便,减少占地空间。
技术研发人员:孙国超,李喜龙,朱金鸣,周全,邬洋,杜洋,付云良,栾朋烨,王明,王鑫
受保护的技术使用者:中船重工龙江广瀚燃气轮机有限公司
技术研发日:
技术公布日:2024/3/24
- 还没有人留言评论。精彩留言会获得点赞!