一种高径比大于3的连铸坯镦粗方法与流程
本发明属于锻造,涉及一种适用于φ400mm及以上规格的高度与直径之比大于3的连铸坯镦粗方法。
背景技术:
1、连铸坯与模铸锭相比不存在冒口及锭尾,成材率比模铸锭提高10%以上,因此同一产品使用连铸坯生产锻件能够显著降低企业成本,提高产品市场竞争力;
2、采用连铸坯锻造规格大的锻件,需要的连铸坯的高度与直径之比大于3,为了满足锻比要求需要增加镦粗工序;
3、根据第三版锻压手册第二篇第一章第一节对于镦粗工序介绍:使毛坯高度减小,横断面积增大的锻造工序叫做镦粗。为了防止镦粗时产生纵向弯曲,圆柱体毛坯高度与直径之比不应超过2.5~3;
4、对于高径比在3~5之间的连铸坯镦粗发生纵向弯曲时,工厂通常采用反复修整的方法继续镦粗,此方法弊端为一方面锻件发生弯曲部位产生折叠缺陷,需要对此部位表面进行烧剥挽救处理,另一方面延长锻造时间,增加生产成本。
技术实现思路
1、本发明的目的在于解决背景技术中常规的镦粗方法对坯料弯曲控制不足的问题而提出涉及一种高度与直径之比大于3的连铸坯镦粗的方法,此方法通过调整坯料温度的分布,改变连铸坯整体的边界条件,延长锻件的不变形区,缩短锻件的变形区,相比与常规的镦粗方法,此镦粗方法能够实现高度与直径之比大于3的坯料镦粗不产生侧弯。
2、本发明技术方案是这样实现的,一种高度与直径之比大于3的连铸坯镦粗的方法,该锻造方法包括如下步骤:
3、步骤1)、将退火后的高度与直径之比大于3的连铸坯装入加热炉,加热炉在600~750℃待料,然后升温4h,在1230℃±10℃保温,保温时间按照100mm保温1.5h执行;
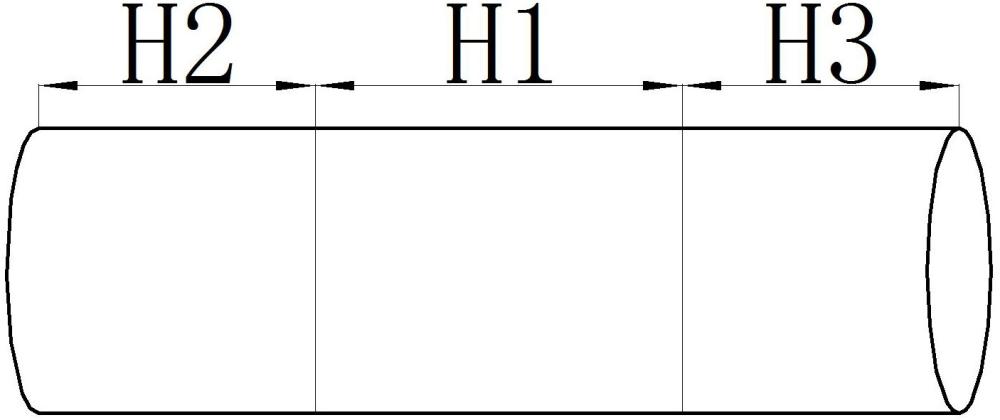
4、步骤2)、坯料加热保温后在高度方向划分为三部分,将中间部分(h1)的高度与直径之比控制在1.8-2.0,左端剩余高度部分(h2)和右端剩余高度部分(h3)两端均分,将中间部分(h1)用保温棉进行覆盖,对左端剩余高度部分(h2)及右端剩余高度部分(h3)迅速冷却,冷却至表面温度730~780℃;
5、步骤3)、将步骤2)坯料在3150吨油压机上进行镦粗至高度与直径之比不大于2.5,镦粗速度控制在4~6mm/s;
6、步骤4)、将步骤3)坯料返回加热炉在1230℃±10℃保温3~4h后继续镦粗至工艺要求尺寸,镦粗速度按设备最大能力,此工序返炉加热的益处是防止冷却部位因为温度低引起表面裂纹。
7、本发明具有如下有益效果:本发明解决了高度与直径之比大于3的连铸坯的镦粗弯曲的问题,改善了锻件表面质量,同时提高了产品市场竞争力。
技术特征:
1.一种高度与直径之比大于3的连铸坯镦粗方法,其特征在于:锻造步骤如下:
2.根据权利要求1所述的一种高度与直径之比大于3的连铸坯镦粗方法,其特征在于:在步骤2)中,对左端剩余高度部分(h2)及右端剩余高度部分(h3)使用高压水枪对进行喷水冷却,2分钟后测量温度,如温度超出730~780℃范围,继续使用高压水枪喷水降温直至温度满足表面温度在730~780℃范围之内。
技术总结
本发明涉及一种适用于φ785mm规格的高度与直径之比大于3的连铸坯镦粗方法,步骤1)、加热炉在600~750℃待料,连铸坯装炉后升温4h,在1230℃±10℃保温后出炉锻造;步骤2)、坯料加热保温后在高度方向划分为三部分,中间部分H1高度与直径之比控制在1.8‑2.0,剩余高度H2、H3两端均分,对H2及H3迅速冷却,冷却至表面温度730~780℃;步骤3)、将坯料在3150吨油压机上进行镦粗至高度与直径之比不大于2.5,镦粗速度控制在4~6mm/s;步骤4)、将坯料返回加热炉在1230℃±10℃保温3~4h后继续镦粗至工艺要求尺寸,解决了高度与直径之比大于3的连铸坯的镦粗弯曲的问题,改善了锻件表面质量。
技术研发人员:雷冲,高英丽,王电,高全德,金会业,李守杰,陈倩,李海滨
受保护的技术使用者:河南中原特钢装备制造有限公司
技术研发日:
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!