一种汽车座椅骨架自动摆件打钢刻码方法及系统与流程
本发明涉及自动摆件打钢刻码,具体涉及一种汽车座椅骨架自动摆件打钢刻码方法及系统。
背景技术:
1、汽车座椅骨架是汽车座椅的重要组成部分,由金属材料制成,为了管理和追踪座椅骨架的生产过程,打钢刻码技术被广泛应用,打钢刻码是指在座椅骨架上通过打印标识码,以便于识别、追溯和管理。在现有技术下,汽车座椅骨架打钢刻码方法面临以下技术问题,一方面,传统方法中,摆件和打钢刻码通常需要人工操作,这导致生产效率低下、容易出错并且较为耗时;另一方面,在传统的手动打钢刻码过程中,操作者会长时间暴露在噪音环境下,可能导致听力损害和其他健康问题。
2、因此,需要寻求一种高度自动化的解决方案,可以提高生产效率、减少错误和增加安全性。
技术实现思路
1、本申请通过提供了一种汽车座椅骨架自动摆件打钢刻码方法及系统,旨在解决现有技术靠人工完成摆件,并且设备在打钢刻码的过程中会产生噪音对该岗位的操作者造成损伤,导致效率低、自动化程度低、工作环境差的技术问题。
2、鉴于上述问题,本申请提供了一种汽车座椅骨架自动摆件打钢刻码方法及系统。
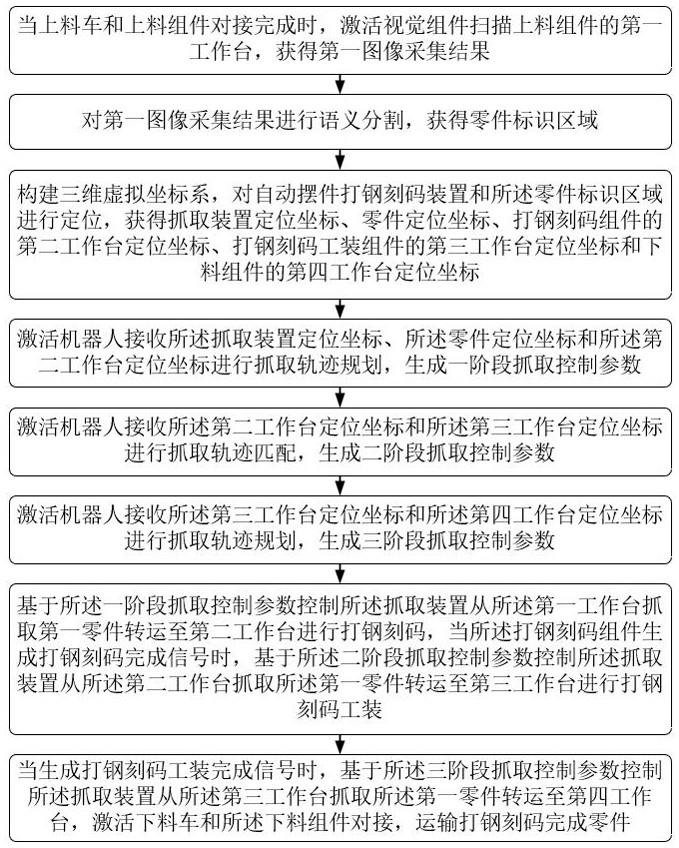
3、本申请公开的第一个方面,提供了一种汽车座椅骨架自动摆件打钢刻码方法,应用于汽车座椅骨架自动摆件打钢刻码系统,所述系统和自动摆件打钢刻码装置通信连接,所述自动摆件打钢刻码装置包括视觉组件、上料组件、下料组件、打钢刻码组件、抓取装置、机器人和打钢刻码工装组件,所述方法包括:当上料车和上料组件对接完成时,激活视觉组件扫描上料组件的第一工作台,获得第一图像采集结果;对第一图像采集结果进行语义分割,获得零件标识区域;构建三维虚拟坐标系,对自动摆件打钢刻码装置和所述零件标识区域进行定位,获得抓取装置定位坐标、零件定位坐标、打钢刻码组件的第二工作台定位坐标、打钢刻码工装组件的第三工作台定位坐标和下料组件的第四工作台定位坐标;激活机器人接收所述抓取装置定位坐标、所述零件定位坐标和所述第二工作台定位坐标进行抓取轨迹规划,生成一阶段抓取控制参数;激活机器人接收所述第二工作台定位坐标和所述第三工作台定位坐标进行抓取轨迹匹配,生成二阶段抓取控制参数;激活机器人接收所述第三工作台定位坐标和所述第四工作台定位坐标进行抓取轨迹规划,生成三阶段抓取控制参数;基于所述一阶段抓取控制参数控制所述抓取装置从所述第一工作台抓取第一零件转运至第二工作台进行打钢刻码,当所述打钢刻码组件生成打钢刻码完成信号时,基于所述二阶段抓取控制参数控制所述抓取装置从所述第二工作台抓取所述第一零件转运至第三工作台进行打钢刻码工装;当生成打钢刻码工装完成信号时,基于所述三阶段抓取控制参数控制所述抓取装置从所述第三工作台抓取所述第一零件转运至第四工作台,激活下料车和所述下料组件对接,运输打钢刻码完成零件。
4、本申请公开的另一个方面,提供了一种汽车座椅骨架自动摆件打钢刻码系统,所述系统和自动摆件打钢刻码装置通信连接,所述自动摆件打钢刻码装置包括视觉组件、上料组件、下料组件、打钢刻码组件、抓取装置、机器人和打钢刻码工装组件,所述系统用于上述方法,所述系统包括:图像采集模块,所述图像采集模块用于当上料车和上料组件对接完成时,激活视觉组件扫描上料组件的第一工作台,获得第一图像采集结果;语义分割模块,所述语义分割模块用于对第一图像采集结果进行语义分割,获得零件标识区域;区域定位模块,所述区域定位模块用于构建三维虚拟坐标系,对自动摆件打钢刻码装置和所述零件标识区域进行定位,获得抓取装置定位坐标、零件定位坐标、打钢刻码组件的第二工作台定位坐标、打钢刻码工装组件的第三工作台定位坐标和下料组件的第四工作台定位坐标;一阶段参数获取模块,所述一阶段参数获取模块用于激活机器人接收所述抓取装置定位坐标、所述零件定位坐标和所述第二工作台定位坐标进行抓取轨迹规划,生成一阶段抓取控制参数;二阶段参数获取模块,所述二阶段参数获取模块用于激活机器人接收所述第二工作台定位坐标和所述第三工作台定位坐标进行抓取轨迹匹配,生成二阶段抓取控制参数;三阶段参数获取模块,所述三阶段参数获取模块用于激活机器人接收所述第三工作台定位坐标和所述第四工作台定位坐标进行抓取轨迹规划,生成三阶段抓取控制参数;打钢刻码模块,所述打钢刻码模块用于基于所述一阶段抓取控制参数控制所述抓取装置从所述第一工作台抓取第一零件转运至第二工作台进行打钢刻码,当所述打钢刻码组件生成打钢刻码完成信号时,基于所述二阶段抓取控制参数控制所述抓取装置从所述第二工作台抓取所述第一零件转运至第三工作台进行打钢刻码工装;零件运输模块,所述零件运输模块用于当生成打钢刻码工装完成信号时,基于所述三阶段抓取控制参数控制所述抓取装置从所述第三工作台抓取所述第一零件转运至第四工作台,激活下料车和所述下料组件对接,运输打钢刻码完成零件。
5、本申请中提供的一个或多个技术方案,至少具有如下技术效果或优点:
6、引入自动摆件打钢刻码系统,借助视觉组件、上料组件、下料组件、打钢刻码组件、抓取装置、机器人和打钢刻码工装组件等模块,实现自动化的摆件和打钢刻码过程,提高生产效率和精度;通过视觉组件和语义分割技术,准确获取并标识零件标识区域,确保钢刻码在正确的位置进行,通过构建三维虚拟坐标系和合适的定位坐标计算,实现机器人的准确定位和抓取装置的精确抓取,避免位置偏差;根据不同工作台的定位坐标,生成一、二、三阶段的抓取控制参数,确保零件的平稳转运和准确放置,通过控制抓取装置的移动和激活下料车和下料组件对接,实现按顺序进行打钢刻码、打钢刻码工装和下料运输至指定区域;通过机器人和自动化设备的使用,减少人工操作的需求,降低人为错误,并避免操作者受到噪音损伤的风险,改善了工作环境的安全性。综上所述,该方法实现了高度自动化的汽车座椅骨架摆件和打钢刻码过程,提高生产效率、降低人为错误,并改善工作环境安全性。
7、上述说明仅是本申请技术方案的概述,为了能够更清楚了解本申请的技术手段,而可依照说明书的内容予以实施,并且为了让本申请的上述和其它目的、特征和优点能够更明显易懂,以下特举本申请的具体实施方式。
技术特征:
1.一种汽车座椅骨架自动摆件打钢刻码方法,其特征在于,应用于汽车座椅骨架自动摆件打钢刻码系统,所述系统和自动摆件打钢刻码装置通信连接,所述自动摆件打钢刻码装置包括视觉组件、上料组件、下料组件、打钢刻码组件、抓取装置、机器人和打钢刻码工装组件,所述方法包括:
2.如权利要求1所述的方法,其特征在于,当上料车和上料组件对接完成时,激活视觉组件扫描上料组件的第一工作台,获得第一图像采集结果,包括:
3.如权利要求2所述的方法,其特征在于,对第一图像采集结果进行语义分割,获得零件标识区域,包括:
4.如权利要求1所述的方法,其特征在于,激活机器人接收所述抓取装置定位坐标、所述零件定位坐标和所述第二工作台定位坐标进行抓取轨迹规划,生成一阶段抓取控制参数,包括:
5.如权利要求4所述的方法,其特征在于,激活机器人接收所述抓取装置定位坐标、所述零件定位坐标和所述第二工作台定位坐标进行抓取轨迹规划,生成一阶段抓取控制参数,之前包括:
6.如权利要求5所述的方法,其特征在于,还包括:
7.如权利要求1所述的方法,其特征在于,当生成打钢刻码工装完成信号时,基于所述三阶段抓取控制参数控制所述抓取装置从所述第三工作台抓取所述第一零件转运至第四工作台,激活下料车和所述下料组件对接,运输打钢刻码完成零件,包括:
8.一种汽车座椅骨架自动摆件打钢刻码系统,其特征在于,所述系统和自动摆件打钢刻码装置通信连接,所述自动摆件打钢刻码装置包括视觉组件、上料组件、下料组件、打钢刻码组件、抓取装置、机器人和打钢刻码工装组件,用于实施权利要求1-7任一项所述的一种汽车座椅骨架自动摆件打钢刻码方法,包括:
技术总结
本发明提供了一种汽车座椅骨架自动摆件打钢刻码方法及系统,涉及自动摆件打钢刻码技术领域,包括:当上料车和上料组件对接完成时,扫描第一工作台获得第一图像采集结果,进行语义分割获得零件标识区域,构建三维虚拟坐标系获得定位坐标,进行抓取轨迹规划,生成一、二、三阶段抓取控制参数,从第一工作台抓取第一零件转运至第二工作台进行打钢刻码,完成时抓取转运至第三工作台进行打钢刻码工装,完成时抓取转运至第四工作台,激活下料车和所述下料组件对接,运输打钢刻码完成零件。本发明解决了现有技术靠人工完成摆件,并且设备在打钢刻码的过程中会产生噪音对该岗位的操作者造成损伤,导致效率低、自动化程度低、工作环境差的技术问题。
技术研发人员:郭学磊,李冠华
受保护的技术使用者:北京北汽李尔汽车系统有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!