一种共底套装的周长弹性控制方法及与筒段焊接的焊接方法与流程
本发明属于pmi夹层共底生产领域,尤其是涉及一种共底套装的周长弹性控制方法及与筒段焊接的焊接方法。
背景技术:
1、我国新一代中型运载火箭为了满足星网卫星发射任务有效载荷增重、入轨高度增加等要求,首次采用了3.35m直径氢氧末级结构,其中核心氢氧末级贮箱为实现减重及高效利用率设计,采用了最新的pmi夹层共底结构。共底是连接液氢箱和液氧箱的关键结构部件,通过共底分隔氢箱和氧箱两个腔体。
2、pmi夹层共底是一种新型的夹层共底结构,在金属共底夹层间填充高密度pmi泡沫,代替传统双层蜂窝夹层共底,共底夹层填充的pmi泡沫起到真空绝热的作用,在保证结构刚性的同时无需对共底抽真空。
3、在氢氧末级贮箱中,共底锁底环缝焊接质量要求苛刻,起到封闭隔离液氢箱和液氧箱的作用,焊缝不仅承担箱体内压和弯矩,同时还传递箭体轴向载荷。pmi夹层共底锁底环缝装配焊接的难点包括以下几方面:
4、难点一:共底和箱体筒段采用卧式装配,装配精度控制难
5、共底和箱体筒段采用架上卧式套装的模式,装配时需将共底垂直翻转90°,水平均匀移动共底,保证共底锁底焊缝部位精准对接插入箱体筒段,装配到位后需保证共底和筒段的套装间隙不大于0.5mm,由于筒段刚性弱,同时需要精准控制筒段圆度变形。
6、难点二:共底锁底环缝接头结构不对称,接头散热工况复杂
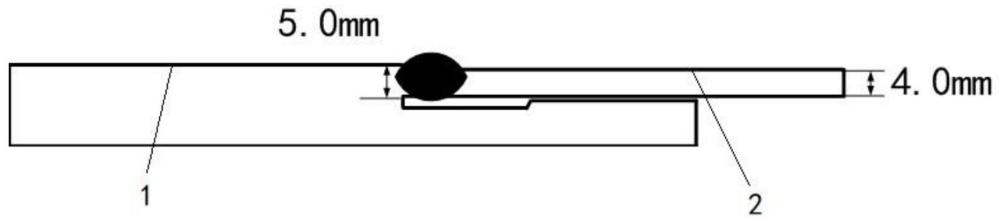
7、共底锁底焊接接头一侧为箱底叉形环变截面结构,另一侧为筒段,焊接接头不对称结构提升了焊接工艺实施难度,为保证焊接热输入有效作用于接头,需对锁底焊接坡口进行特殊工艺设计,确定焊漏槽宽、槽深、坡口厚度等,焊接时需采用更加有效的焊接方法,控制电弧形态和电弧挺度,保证焊缝有效焊透及良好成形。
8、难点三:共底锁底焊缝两侧材料为不等强材料状态
9、共底锁底焊缝共底侧母材为mcs(t6)热处理状态,理论抗拉强度390mpa,锁底焊缝筒段侧母材为c10s(t8)热处理状态,理论抗拉强度460mpa,不同热处理状态的材料焊接,焊缝接头两侧性能存在差异。
10、难点四:共底pmi夹层材料对热输入敏感
11、共底在两金属单底间填充的pmi夹层材料,全名聚甲基丙烯酰亚胺,pmi材料对热输入敏感,临界温度高于400℃时会发生大面积分解破坏,共底锁底接头焊接时,由于焊接电弧热输入是直接作用于共底金属本体上方,一部分热量到通过金属导热传至pmi夹层,热输入过大会间接导致pmi夹层温度过高分解破坏。pmi夹层材料的使用对焊缝熔透深度及焊接热输入有着更加精细的要求。
12、目前常规共底锁底环缝装配焊接采用的技术方法如下:共底装配采用卧式套装模式,共底翻转90°后,水平插入筒段焊接侧,由于筒段变形圆度不佳,需要采用撬棍等工具进行作业,使筒段局部发生变形后,共底挤入筒段;共底锁底接头采用常规y形坡口形式,焊接时采用传统钨极氩弧焊接工艺方法,通过调整焊接电流等参数控制熔池热输入,保证焊缝成形。共底锁底接头通常采用等厚工艺设计,即共底锁底槽开坡口后厚度和筒段厚度一致。传统的共底夹层为蜂窝结构,和pmi夹层共底不同,前者在金属母材底部贴合有一层玻璃钢纤维布,起到了隔热作用,对热输入的敏感程度较低。
技术实现思路
1、有鉴于此,本发明旨在提出一种共底套装的周长弹性控制方法,以解决局部装配质量不良造成焊缝成形不佳问题。
2、为达到上述目的,本发明的技术方案是这样实现的:
3、一种共底套装的周长弹性控制方法,包括如下步骤:
4、s1、共底锁底槽加工和筒段下料焊接通过安装在基础上进行同轴加工,共底锁底槽周长先车加工到位,筒段锁底焊接侧内周长按照按套装间隙进行下料焊接,通过筒段周长和共底锁底槽周长匹配,达到负过盈的装配工况;
5、s2、在基础上装配时,利用周长间隙将共底和筒段进行套装配合;
6、s3、共底和筒段套装到位后,通过外部箍紧工装,对筒段焊接侧过盈周长进行收紧达到紧配合状态;
7、s4、对共底和筒段的环缝进行焊接。
8、进一步的,所述周长尺寸匹配公式为l1-2πδ1=l2+δd×2π
9、l1-筒段焊接区外周长;δ1-筒段焊接区厚度;l2-共底锁底槽套装区周长;δd-套装间隙量。
10、相对于现有技术,本发明所述的共底套装的周长弹性控制方法具有以下有益效果:提出了周长弹性控制的共底锁底架上装配方法,解决了3.35m大直径共底架上套装难度大、效率低,装配超差无法焊接的难题。
11、本发明的另一目的在于提出一种共底与筒段焊接的焊接方法,以解决焊接接头两侧等厚不等强的工艺现象,提升焊接接头工艺性能可靠性。
12、为达到上述目的,本发明的技术方案是这样实现的:
13、一种共底与筒段焊接的焊接方法,通过贮箱内压和贮箱直径测算焊接接头承载的轴向应力;在贮箱使用工况下,共底锁底焊缝两侧母材承受的轴向应力是相同的,由于母材名义上的抗拉强度存在差异性,为保证两侧母材许用应力一致,采用不等厚方式进行弥补;
14、进一步的,所述焊接接头承载的轴向应力测算方法为σ轴=pd/4
15、σ轴:焊接接头承载的轴向应力;p:贮箱内压;d:贮箱直径。
16、进一步的,所述不等厚接头公式为δ叉形环/δ筒段=σ同段/σ叉形环
17、δ叉形环:共底锁底槽叉形环侧有效接头厚度;δ筒段:筒段侧有效接头厚度;σ筒段:筒段侧母材名义许用应力;σ叉形环:叉形环侧母材名义许用应力
18、相对于现有技术,本发明所述的共底与筒段焊接的焊接方法具有以下优势:提出了3.35m直径共底组合件锁底环缝接头等强匹配的工艺设计理念,解决了传统共底锁底环缝接头等厚匹配接头性能不等强难题。
技术特征:
1.共底套装的周长弹性控制方法,其特征在于:包括如下步骤:
2.根据权利要求1所述的共底套装的周长弹性控制方法,其特征在于:周长尺寸匹配公式为l1-2πδ1=l2+δd×2π
3.对权利要求1所述的共底与筒段焊接的焊接方法,其特征在于:通过贮箱内压和贮箱直径测算焊接接头承载的轴向应力;在贮箱使用工况下,共底锁底焊缝两侧母材承受的轴向应力是相同的,由于母材名义上的抗拉强度存在差异性,为保证两侧母材许用应力一致,采用不等厚方式进行弥补。
4.根据权利要求3所述的共底与筒段焊接的焊接方法,其特征在于:焊接接头承载的轴向应力测算方法为σ轴=pd/4
5.根据权利要求3所述的共底与筒段焊接的焊接方法,其特征在于:
技术总结
本发明提供了一种共底套装的周长弹性控制方法及与筒段焊接的焊接方法,包括如下步骤:S1、共底锁底槽加工和筒段下料焊接通过安装在基础上进行同轴加工,共底锁底槽周长先车加工到位,筒段锁底焊接侧内周长按照按套装间隙进行下料焊接,通过筒段周长和共底锁底槽周长匹配,达到负过盈的装配工况;S2、利用周长间隙将共底和筒段进行套装配合;S3、共底和筒段套装到位后,通过外部箍紧工装,对筒段焊接侧过盈周长进行收紧达到紧配合状态。本发明所述的一种共底套装的周长弹性控制方法及与筒段焊接的焊接方法,提出了周长弹性控制的共底锁底架上装配方法,解决了3.35m大直径共底架上套装难度大、效率低,装配超差无法焊接的难题。
技术研发人员:高文静,肖宏,王贺,刘宪力,马康,毕敬,郝云飞,赵鸿飞,韩磊,苗永越,崔旭建,张杰,杨程,孙宇,袁宏帝,李峰,贾亦超,李玉辰,谭钦强,李洋,史蕊,姜钧鹏
受保护的技术使用者:天津航天长征火箭制造有限公司
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!