机车侧墙制造工艺的制作方法
本发明涉及机车制造,尤其涉及一种机车侧墙制造工艺。
背景技术:
1、为了响应国家节能减排战略实施,目前已研发出轻量化机车,其车体侧墙的骨架采用镂空形式的高强度结构钢,以降低自身重量。但是轻量化设计的侧墙结构由于镂空结构导致焊接量较大,使得侧墙制造难度增大,采用常规制造工艺时会使得侧墙变形严重,平面度难以保证,影响侧墙的安装。
2、在所述背景技术部分公开的上述信息仅用于加强对本发明的背景的理解,因此它可以包括不构成对本领域普通技术人员已知的相关技术的信息。
技术实现思路
1、本发明实施例提供的机车侧墙制造工艺,能够减小机车侧墙的变形量,提高平面平整度,确保侧墙的顺利安装。
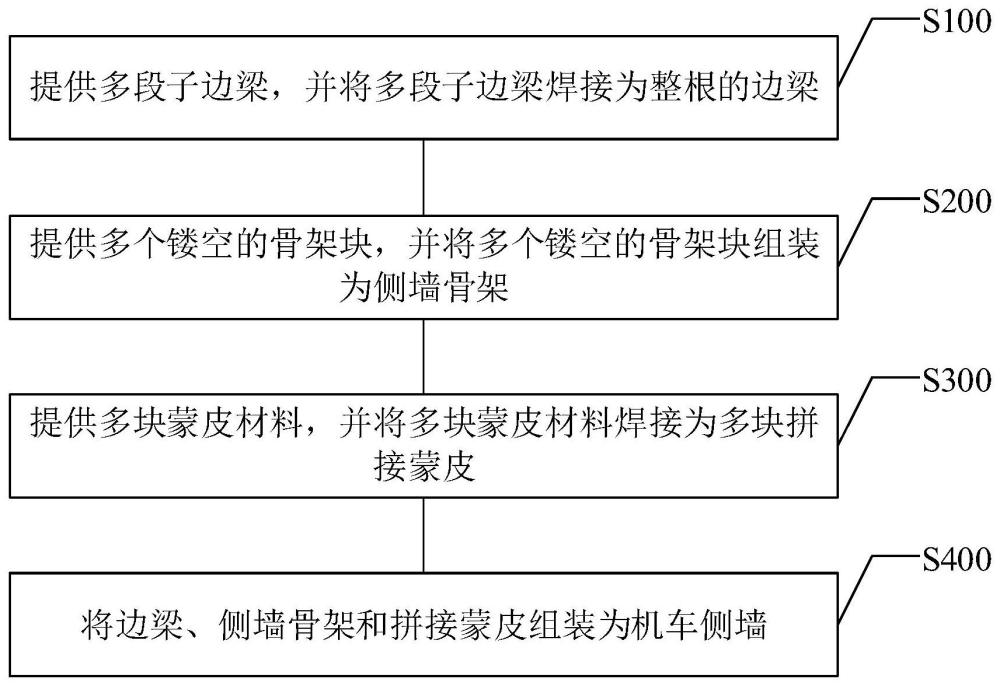
2、本发明实施例提供一种机车侧墙制造工艺,包括:提供多段子边梁,并将所述多段子边梁焊接为整根的边梁;提供多个镂空的骨架块,并将所述多个镂空的骨架块组装为侧墙骨架;提供多块蒙皮材料,并将所述多块蒙皮材料焊接为多块拼接蒙皮;将所述边梁、所述侧墙骨架和所述拼接蒙皮组装为机车侧墙。
3、在本发明的一些实施例中,将所述多段子边梁焊接为整根的边梁,包括:对所述多段子边梁进行校直;将校直后的所述多段子边梁焊接为整根的所述边梁;对整根的所述边梁再次进行校直,使所述边梁的直线度小于1mm/m。
4、在本发明的一些实施例中,所述骨架块包括多个在竖直方向上间隔的横梁和多个在水平方向上间隔的纵梁,所述多个横梁与所述多个纵梁垂直交叉连接;将所述多个镂空的骨架块组装为侧墙骨架,包括:对每个镂空的所述骨架块的所述横梁和所述纵梁校直;对每个镂空的所述骨架块施加外部拘束,将镂空的所述骨架块焊接为侧墙骨架;将所述侧墙骨架置于平台上,对所述侧墙骨架的用于与所述拼接蒙皮接触的侧面进行调平处理。
5、在本发明的一些实施例中,提供多块蒙皮材料,并将所述多块蒙皮材料焊接为拼接蒙皮,包括:将所述多块蒙皮材料按照预定位置摆放于平台上;获得所述多块蒙皮材料之间的多个焊缝;按照多个所述焊缝的长度从大到小的顺序,对所述焊缝进行焊接。
6、在本发明的一些实施例中,焊接所述焊缝时,保留所述多块蒙皮材料之间的具有预设尺寸的t形焊缝;对所述焊缝焊接后,再对所述t形焊缝焊接。
7、在本发明的一些实施例中,在对所述焊缝进行焊接之前,还包括:在对应所述焊缝的下方的所述平台中嵌设铜条,所述铜条的表面与所述平台的表面平齐,使得在对所述焊缝焊接时,所述焊缝位于所述铜条上。
8、在本发明的一些实施例中,在对所述焊缝进行焊接之后还包括:在对所述焊缝焊接后形成焊缝材料,对凸出的所述焊缝材料打磨,使所述焊缝材料的凸出高度不大于0.5mm;对所述拼接蒙皮进行机械辊压平处理。
9、在本发明的一些实施例中,将所述边梁、所述侧墙骨架和所述拼接蒙皮组装为机车侧墙,包括:在所述侧墙骨架的一侧焊接所述边梁,包括:在水平方向上,自所述边梁和所述侧墙骨架的中部同时向两侧焊接,其中,所述边梁沿所述水平方向延伸;焊接所述拼接蒙皮与所述侧墙骨架,包括:在所述水平方向上,自所述拼接蒙皮和所述侧墙骨架的中部同时向两侧焊接,在竖直方向上,自所述侧墙骨架的用于焊接所述边梁的一侧向相对的另一侧焊接。
10、在本发明的一些实施例中,在焊接所述拼接蒙皮与所述侧墙骨架时,以所述骨架块为单位,在所述水平方向上逐步向两侧焊接。
11、在本发明的一些实施例中,所述骨架块包括多个在竖直方向上间隔的横梁和多个在水平方向上间隔的纵梁,所述多个横梁与所述多个纵梁垂直交叉连接;在焊接所述拼接蒙皮和所述侧墙骨架的所述纵梁时,焊接所述纵梁的顺序为:焊接当前纵梁后,跳过包含一个未焊接纵梁的至少一个纵梁进行焊接,然后再回焊跳过的所述未焊接纵梁,直至焊接所有的所述纵梁;在焊接所述拼接蒙皮和所述侧墙骨架的所述横梁时,所述横梁的焊接顺序为:焊接当前横梁后,跳过包含一个未焊接横梁的至少一个横梁进行焊接,然后再回焊跳过的所述未焊接横梁,直至焊接所有的所述横梁。
12、由上述技术方案可知,本发明实施例的机车侧墙制造工艺具备以下优点和积极效果中的至少之一:
13、本发明实施例中,通过将多段子边梁焊接为整根边梁,能够提高边梁的直线度,通过先形成多个镂空的骨架块,然后将骨架块组装为侧墙骨架,能够减少侧墙骨架的变形量,通过将多块蒙皮材料焊接为多块拼接蒙皮,多块拼接蒙皮可以分区分别与侧墙骨架组装,减少了拼接蒙皮的变形量,因此,本发明实施例中,通过将机车侧墙的各个部分分为多块进行组装,能够有效减小机车侧墙的变形量,提高平面平整度,确保侧墙的顺利安装。
技术特征:
1.一种机车侧墙制造工艺,其特征在于,包括:
2.根据权利要求1所述的工艺,其特征在于,将所述多段子边梁焊接为整根的边梁,包括:
3.根据权利要求1所述的工艺,其特征在于,所述骨架块包括多个在竖直方向上间隔的横梁和多个在水平方向上间隔的纵梁,所述多个横梁与所述多个纵梁垂直交叉连接;
4.根据权利要求1所述的工艺,其特征在于,提供多块蒙皮材料,并将所述多块蒙皮材料焊接为拼接蒙皮,包括:
5.根据权利要求4所述的工艺,其特征在于,
6.根据权利要求4所述的工艺,其特征在于,在对所述焊缝进行焊接之前,还包括:在对应所述焊缝的下方的所述平台中嵌设铜条,所述铜条的表面与所述平台的表面平齐,使得在对所述焊缝焊接时,所述焊缝位于所述铜条上。
7.根据权利要求4所述的工艺,其特征在于,在对所述焊缝进行焊接之后还包括:
8.根据权利要求1至7中任一项所述的工艺,其特征在于,将所述边梁、所述侧墙骨架和所述拼接蒙皮组装为机车侧墙,包括:
9.根据权利要求8所述的工艺,其特征在于,在焊接所述拼接蒙皮与所述侧墙骨架时,以所述骨架块为单位,在所述水平方向上逐步向两侧焊接。
10.根据权利要求9所述的工艺,其特征在于,所述骨架块包括多个在竖直方向上间隔的横梁和多个在水平方向上间隔的纵梁,所述多个横梁与所述多个纵梁垂直交叉连接;
技术总结
本发明实施例提供了一种机车侧墙制造工艺。该制造工艺包括:提供多段子边梁,并将多段子边梁焊接为整根的边梁;提供多个镂空的骨架块,并将多个镂空的骨架块组装为侧墙骨架;提供多块蒙皮材料,并将多块蒙皮材料焊接为多块拼接蒙皮;将边梁、侧墙骨架和拼接蒙皮组装为机车侧墙。本发明的机车侧墙制造工艺,通过将机车侧墙的各个部分分为多块进行组装,能够有效减小机车侧墙的变形量,提高平面平整度,确保侧墙的顺利安装。
技术研发人员:王亚平,赵亮,李世旺
受保护的技术使用者:中车大同电力机车有限公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!