一种管件径向钻孔装置的制作方法
本发明涉及机械加工,特别是涉及一种管件径向钻孔装置。
背景技术:
1、关于管件的径向(圆周面)钻孔,因其孔处于圆周面上且经过管件中心,导致钻孔时定位、导向困难,孔位精度难以保证。
2、采用现有划、钻方式进行管件径向孔加工时,其划线过程繁琐、耗时,径向孔位控制较为困难,钻孔时容易将孔引偏。当圆周周向存在多个孔时,加工中需进行多次装夹分别定位周向各孔;而采用数控设备进行加工时,其耗费较大,当加工长管件时,零件只能横向放置装夹,此时若圆周周向存在多个孔,则只能通过投入新的转位装置或多次装夹定位进行加工。
技术实现思路
1、针对上述现有技术的不足,本专利申请的目的在于提供一种管件径向钻孔装置,快速装夹管类零件、能一次装夹完成管件圆周面上所有孔加工,提高圆周面上各孔的定位效率及加工精度;解决孔位钻偏的问题,提高加工效率、保证加工质量的一致性。
2、为了解决上述技术问题,本发明采用了如下的技术方案:
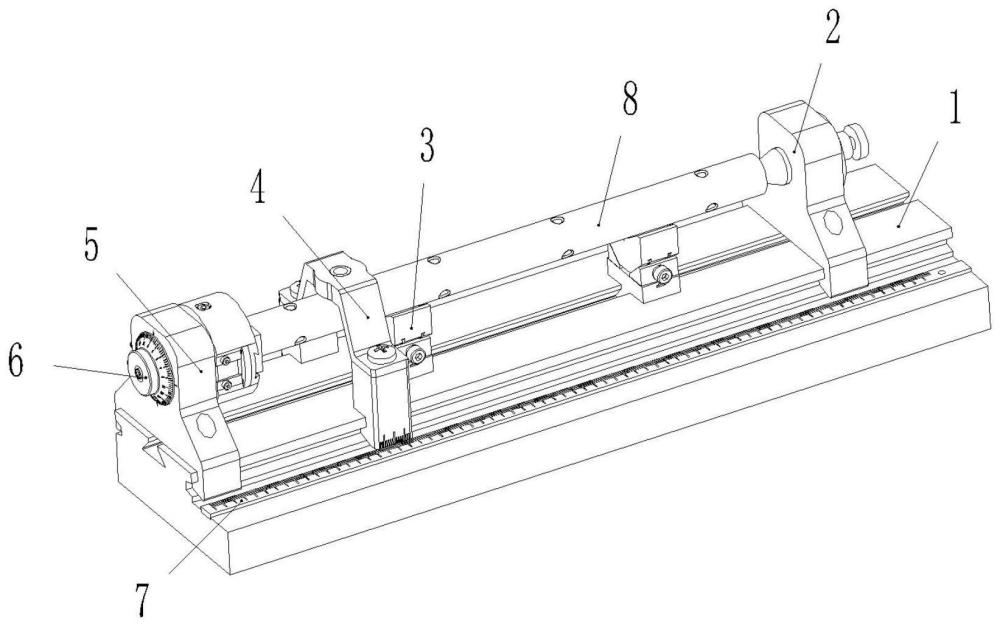
3、一种管件径向钻孔装置,包括底座、快速定位顶针机构、自定心夹紧机构、可换钻套机构、可调v型支撑块、角度旋钮和长度卡条;
4、所述底座上设置有底座燕尾块,所述底座燕尾块上开设有底座v型槽,所述快速定位顶针机构、自定心夹紧机构、可换钻套机构的下端均具有与底座燕尾块滑动配合的燕尾槽,所述调v型支撑块的下端具有与底座v型槽滑动配合的v型块;
5、所述快速定位顶针机构与自定心夹紧机构正对设置,所述快速定位顶针机构与自定心夹紧机构用于对管件零件长度方向进行快速定位装夹,所述自定心夹紧机构与角度旋钮连接,所述长度卡条固定安装在底座上。
6、这样,工作时,通过快速定位顶针机构及自定心夹紧机构,实现对管件零件长度方向的快速定位,同时在自定心夹紧机构夹紧零件的过程中自动实现对管件零件的中心定位,使管件零件的中心轴位于快速定位顶针机构及自定心夹紧机构的同轴线上,保证零件的快速装夹及精确定位;然后,根据零件的大小将可调v型支撑块的高度设置在合理的位置,作为管件零件径向的辅助支撑,以防止加工过程中零件变形而导致零件弯曲。同时,调整好高度后的v型块可做为管件零件装夹时的导向装置,实现工件的快速装夹;然后,根据刻度旋钮上的刻度线精确调整工件的旋转角度,以保证工件径向各孔的相对位置,避免工件的重复装夹。同时,在角度旋钮处设有止转钉,以锁定角度;最后,通过可换钻套机构保证钻孔的绝对径向,其上设置的可换钻套能保证不同孔径的导向需求,同时通过底座上的长度卡条以及钻套底座上的刻度线,保证轴线两孔间的相对位置,实现轴向各孔的快速定位。
7、优选的,所述快速定位顶针机构包括顶针底座、顶针、拉动杆、压缩弹簧和导向盖;
8、所述顶针底座的下端设置有与底座燕尾块滑动配合的燕尾槽,所述顶针底座上开设有台阶孔,所述顶针与台阶孔的小端滑动配合,所述顶针具有与台阶孔的大端滑动配合的针座,所述导向盖固定安装在顶针底座上且与台阶孔同轴设置,所述导向盖具有与拉动杆滑动配合的导向孔,所述拉动杆的内端与顶针固定连接,所述拉动杆的外端固定有拉帽,所述压缩弹簧套接在拉动杆的外侧且压缩弹簧位于顶针与导向盖之间;所述顶针底座上安装有顶针底座止动螺钉。
9、优选的,所述自定心夹紧机构包括滑动底座,所述滑动底座的下端设置有与底座燕尾块滑动配合的燕尾槽;
10、所述滑动底座上通过旋转结构安装有转动体,所述滑动底座上安装有止转钉,所述转动体的一端通过键以及螺栓与角度旋钮固定连接,所述转动体的另一端设置有横向滑槽,所述横向滑槽的中部贯穿设置,所述横向滑槽与两个v型夹块的底部燕尾块横向滑动配合,所述转动体上安装有用于带动调整两个v型夹块位置的位置调整结构;所述滑动底座上安装有滑动底座止动螺钉。
11、优选的,所述旋转结构包括轴承,所述轴承通过锁紧螺母和双锁紧螺母安装在滑动底座和转动体之间。
12、优选的,所述位置调整结构包括纵向推力v型块,所述转动体的上端和下端分别固定有上壳和下壳,所述上壳和下壳之间间隙配合有螺杆,所述螺杆的上端和下端均安装有调整螺母,所述上壳和下壳正对调整螺母设置有让位口,所述螺杆与纵向推力v型块通过螺纹连接,所述纵向推力v型块具有下推力斜面,所述v型夹块穿过横向滑槽且正对下推力斜面具有与下推力斜面滑动贴合的上推力斜面。
13、优选的,所述转动体上固定安装与定位块,所述v型夹块正对定位块开设有让位槽。
14、优选的,所述可调v型支撑块包括支撑底座,所述支撑底座的下端具有与底座v型槽滑动配合的v型块;
15、所述可调v型支撑块还包括两个v型滑块、上v型块和双向螺杆;
16、所述支撑底座上开设有倒t型槽,两个v型滑块的下端具有与倒t型槽滑动配合的倒t型块,两个v型滑块通过双向螺杆连接,上v型块设置在两个v型滑块之间,所述v形滑块上设置有斜面燕尾槽,所述上v型块上开设有与斜面燕尾槽滑动配合的斜面燕尾块。
17、优选的,所述支撑底座上固定安装有竖向设置的导向杆,所述v型块上开设有与导向杆滑动配合的导向孔。
18、优选的,所述可换钻套机构包括支撑架,所述支撑架上安装有钻套,所述支撑架的两端向下固定安装有钻套底座,两个钻套底座正对开设有与底座燕尾块滑动配合的燕尾槽;所述钻套底座上安装有钻套底座止动螺钉。
19、优选的,所述钻套底座靠近长度卡条的一端设置有刻度。
20、综上,本管件径向钻孔装置具有以下有益效果:
21、1、适用于不同直径、不同长度的管类零件的径向钻孔需求。
22、2、能快速的实现对管件工件上各径向孔及轴向孔的定位。
23、3、工件装夹时自动定位,工件装夹及更换简单、方便。
24、4、钻孔位置精度高、一致性好,通过钻套导向避免了钻头引偏的可能。
技术特征:
1.一种管件径向钻孔装置,其特征在于,包括底座、快速定位顶针机构、自定心夹紧机构、可换钻套机构、可调v型支撑块、角度旋钮和长度卡条;
2.根据权利要求1所述的一种管件径向钻孔装置,其特征在于,所述快速定位顶针机构包括顶针底座、顶针、拉动杆、压缩弹簧和导向盖;
3.根据权利要求1所述的一种管件径向钻孔装置,其特征在于,所述自定心夹紧机构包括滑动底座,所述滑动底座的下端设置有与底座燕尾块滑动配合的燕尾槽;
4.根据权利要求1所述的一种管件径向钻孔装置,其特征在于,所述旋转结构包括轴承,所述轴承通过锁紧螺母和双锁紧螺母安装在滑动底座和转动体之间。
5.根据权利要求1所述的一种管件径向钻孔装置,其特征在于,所述位置调整结构包括纵向推力v型块,所述转动体的上端和下端分别固定有上壳和下壳,所述上壳和下壳之间间隙配合有螺杆,所述螺杆的上端和下端均安装有调整螺母,所述上壳和下壳正对调整螺母设置有让位口,所述螺杆与纵向推力v型块通过螺纹连接,所述纵向推力v型块具有下推力斜面,所述v型夹块穿过横向滑槽且正对下推力斜面具有与下推力斜面滑动贴合的上推力斜面。
6.根据权利要求2所述的一种管件径向钻孔装置,其特征在于,所述转动体上固定安装与定位块,所述v型夹块正对定位块开设有让位槽。
7.根据权利要求1所述的一种管件径向钻孔装置,其特征在于,所述可调v型支撑块包括支撑底座,所述支撑底座的下端具有与底座v型槽滑动配合的v型块;
8.根据权利要求1所述的一种管件径向钻孔装置,其特征在于,所述支撑底座上固定安装有竖向设置的导向杆,所述v型块上开设有与导向杆滑动配合的导向孔。
9.根据权利要求2所述的一种管件径向钻孔装置,其特征在于,所述可换钻套机构包括支撑架,所述支撑架上安装有钻套,所述支撑架的两端向下固定安装有钻套底座,两个钻套底座正对开设有与底座燕尾块滑动配合的燕尾槽;所述钻套底座上安装有钻套底座止动螺钉。
10.根据权利要求1所述的一种管件径向钻孔装置,其特征在于,所述钻套底座靠近长度卡条的一端设置有刻度。
技术总结
本发明公开了一种管件径向钻孔装置,包括底座、快速定位顶针机构、自定心夹紧机构、可换钻套机构、可调V型支撑块、角度旋钮和长度卡条;底座上设置有底座燕尾块,底座燕尾块上开设有底座V型槽,快速定位顶针机构、自定心夹紧机构、可换钻套机构的下端均具有与底座燕尾块滑动配合的燕尾槽,调V型支撑块的下端具有与底座V型槽滑动配合的V型块;快速定位顶针机构与自定心夹紧机构正对设置,快速定位顶针机构与自定心夹紧机构用于对管件零件长度方向进行快速定位装夹,自定心夹紧机构与角度旋钮连接,长度卡条固定安装在底座上。本装置能够快速装夹管类零件,提高圆周面上各孔的定位效率及加工精度,提高加工效率、保证加工质量的一致性。
技术研发人员:黎刚,瞿敬一,李店,陈伟,肖宇宽,马燕林,罗均,黄文强
受保护的技术使用者:重庆华渝重工机电有限公司
技术研发日:
技术公布日:2024/2/6
- 还没有人留言评论。精彩留言会获得点赞!