一种极广范围共用的扁钢连轧孔型工艺的制作方法
本发明涉及金属压力加工,具体为一种极广范围共用的扁钢连轧孔型工艺。
背景技术:
1、目前扁钢连轧一般采用圆孔接多道次平辊,再接立轧孔型对扁钢侧面形状进行轧制,再接一道或者两道平辊轧制成需要的尺寸。
2、由于扁钢宽度以及厚度覆盖大,产品跨度大,单个产品规格订单量相对比较小,不同的尺寸断面需要不同的来料,扁钢产品生产过程中换规格频繁,每次换规格所需要更换的辊槽数量多,频繁的换辊换槽对生产冲击非常大。同时在生产扁钢类产品中的弹簧扁钢对脱碳要求非常严格,换辊换槽增加在炉时间,非常容易产生全脱碳现象影响扁钢质量,为此提出了一种极广范围共用的扁钢连轧孔型工艺。
技术实现思路
1、本发明的目的在于提供一种极广范围共用的扁钢连轧孔型工艺,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种极广范围共用的扁钢连轧孔型工艺,所述该极广范围共用的扁钢连轧孔型工艺包括以下步骤:
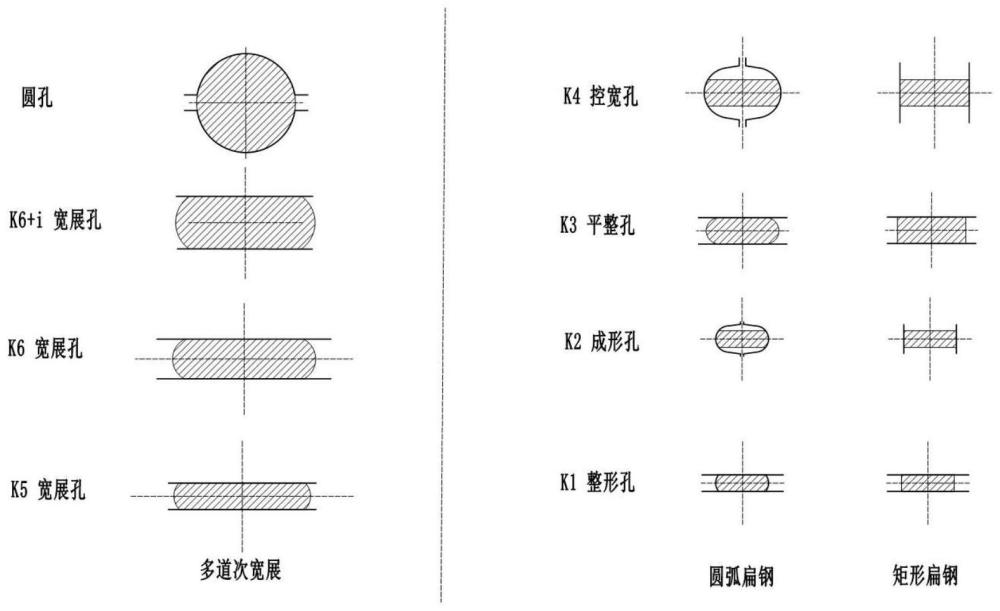
3、s1、初始在扁钢上轧制圆孔,圆孔基圆半径r0由扁钢的hmax和wmax决定,r0的尺寸根据r0≈(wmax+0.8hmax)/3,即初始圆孔半径由扁钢的最大宽度的最大厚度决定,可以按r0≈(wmax+0.8hmax)/3此公式进行确定。
4、s2、在生产最小规格时,将孔型料形收到最小值,一般该孔型料高h0≈(wmax+0.8hmax)/3-(hmax-hmin)/5,料宽等于料高;
5、s3、轧制圆孔完毕后,进行孔型展宽,其中k6+i、k6、k5为展宽孔型,k4孔为扩宽孔、k3孔型为平整孔型、k2孔为成形孔、k1整形孔;
6、s4、在轧制圆弧扁钢时,r4≈0.5hmax+4~6mm,在轧制矩形或直角扁钢时,该k4孔型采用无孔型系统轧制;
7、s5、k4孔型在轧制扁钢系列产品中的小宽度扁钢时压下比较大,轧件形状与需要成品差异比较大,k4孔型出来后轧件在k3孔型中平整,得到平整孔h3;
8、s6、在轧制圆弧扁钢时,矩形或者直角扁钢采用平辊轧制,经过k2孔型轧制后,轧件的形状已经接近满足成品要求的状态;
9、s7、在对k2轧制结束后的轧件,通过k1孔型进行整形,可以确保扁钢的厚度以及宽度精确满足成品要求。
10、优选的,所述s3中根据产品要求i值取0-3,主要由生产线布置形式决定,其中i尽可能多取值,可以保证产品的灵活性。
11、优选的,所述s5中平整孔h3由成品h决定,h3≈h+0~3mm,经过k3孔型轧制后,扁钢形状与成品宽度相同,高度比成品高。
12、优选的,所述s6中轧制圆弧扁钢时k2成形孔底部圆弧半径为r2,其中r2=h/2+0~5mm。
13、优选的,所述r0为初始圆孔基圆半径、h6+i为第k6+i道宽展孔高度、h6为k6道宽展孔高度、h5为k5宽展孔道高、r4为轧制圆弧扁钢时k4控宽孔底部圆弧半径、w4为k4控宽孔型宽度、h3为k3平整孔高度、r2为轧制圆弧扁钢时k2成形孔底部圆弧半径、w2为k2成形孔宽度、h为成品厚度、w为成品宽度、r为圆弧扁钢圆弧面半径。
14、优选的,所述圆弧扁钢圆弧面半径r≈h/2。
15、优选的,所述初始在扁钢上轧制圆孔到k4孔型之间均采用平辊,各道次压下根据轧制厚度进行分配。
16、优选的,所述生产矩形扁钢或者直角扁钢时采用平辊立轧。
17、优选的,所述s4中无论是轧制圆弧扁钢还是矩形扁钢,k4孔型宽度都为w4≈w+0~4mm,即是该孔型的宽度设定按成品宽度设定。
18、优选的,所述s6中无论是圆弧扁钢还是矩形扁钢,k2孔型的宽度均由成品宽度w以及k3高决定。
19、与现有技术相比,本发明提供了一种极广范围共用的扁钢连轧孔型工艺,具备以下有益效果:
20、1、该极广范围共用的扁钢连轧孔型工艺,一套扁钢孔型可以生产大部分的扁钢规格,扁钢规格更换过程中不需要换辊,只需要对辊缝进行调整即可以实现规格更换,极大的减少轧辊轧机占用数量。
21、2、该极广范围共用的扁钢连轧孔型工艺,实现规格快速更换,特别有利于弹簧扁钢的生产,减少因为换规格造成弹簧扁钢因在炉时间延长导致脱碳层深度增加造成性能下降甚至全脱碳现象产生,有利于弹簧扁钢性能的稳定。
22、3、该极广范围共用的扁钢连轧孔型工艺,规格之间实现快换,十分适合小批量,多规格的扁钢生产组织,可以灵活的安排生产规格,满足小批量订单生产要求。
技术特征:
1.一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述该极广范围共用的扁钢连轧孔型工艺包括以下步骤:
2.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述s3中根据产品要求i值取0-3,主要由生产线布置形式决定,其中i尽可能多取值。
3.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述s5中平整孔h3由成品h决定,h3≈h+0~3mm,经过k3孔型轧制后,扁钢形状与成品宽度相同,高度比成品高。
4.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述s6中轧制圆弧扁钢时k2成形孔底部圆弧半径为r2,其中r2=h/2+0~5mm。
5.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述r0为初始圆孔基圆半径、h6+i为第k6+i道宽展孔高度、h6为k6道宽展孔高度、h5为k5宽展孔道高、r4为轧制圆弧扁钢时k4控宽孔底部圆弧半径、w4为k4控宽孔型宽度、h3为k3平整孔高度、r2为轧制圆弧扁钢时k2成形孔底部圆弧半径、w2为k2成形孔宽度、h为成品厚度、w为成品宽度、r为圆弧扁钢圆弧面半径。
6.根据权利要求5所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述圆弧扁钢圆弧面半径r≈h/2。
7.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述初始在扁钢上轧制圆孔到k4孔型之间均采用平辊,各道次压下根据轧制厚度进行分配。
8.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述生产矩形扁钢或者直角扁钢时采用平辊立轧。
9.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述s4中无论是轧制圆弧扁钢还是矩形扁钢,k4孔型宽度都为w4≈w+0~4mm,即是该孔型的宽度设定按成品宽度设定。
10.根据权利要求1所述的一种极广范围共用的扁钢连轧孔型工艺,其特征在于:所述s6中无论是圆弧扁钢还是矩形扁钢,k2孔型的宽度均由成品宽度w以及k3高决定。
技术总结
本发明涉及金属压力加工技术领域,且公开了一种极广范围共用的扁钢连轧孔型工艺,该极广范围共用的扁钢连轧孔型工艺,一套扁钢孔型可以生产大部分的扁钢规格,扁钢规格更换过程中不需要换辊,只需要对辊缝进行调整即可以实现规格更换,极大的减少轧辊轧机占用数量,该极广范围共用的扁钢连轧孔型工艺,实现规格快速更换,特别有利于弹簧扁钢的生产,减少因为换规格造成弹簧扁钢因在炉时间延长导致脱碳层深度增加造成性能下降甚至全脱碳现象产生,有利于弹簧扁钢性能的稳定,该极广范围共用的扁钢连轧孔型工艺,规格之间实现快换,十分适合小批量,多规格的扁钢生产组织,可以灵活的安排生产规格,满足小批量订单生产要求。
技术研发人员:刘佳晟,李佳军,胡波,陶继阳
受保护的技术使用者:湖南华菱湘潭钢铁有限公司
技术研发日:
技术公布日:2024/1/22
- 还没有人留言评论。精彩留言会获得点赞!