转台组件的自动装配方法、电子设备和存储介质与流程
本发明涉及机械加工装配,尤其涉及一种转台组件的自动装配方法、电子设备和存储介质,具体是对转台轴承、芯轴和转台轴承座进行整圈自动化固定螺钉。
背景技术:
1、近年来,五轴数控加工中心已广泛应用于精密仪器、医疗器械、航空航天等制造业。转台作为五轴加工中心的核心功能部件,适合加工复杂、多工序、高精度的零件,对机床的加工精度和效率起着决定性的作用。
2、为保证转台组件中各零件间的连接可靠性,在装配时需要对转台轴承、芯轴和转台轴承座整圈固定螺钉进行装配。
3、现有技术中,对转台轴承、芯轴和转台轴承座整圈固定螺钉采用人力进行装配,整个过程单一重复且费时费力,装配质量和装配效率严重低下,而且,人力装配过程中还存在因无意或故意而造成的装配零件缺失或装配精度低下的问题。
技术实现思路
1、本发明提供一种转台组件的自动装配方法、电子设备和存储介质,用以解决现有采用人力对转台组件进行装配过程中的装配质量和装配效率比较低下的缺陷,实现能够通过自动化机械对转台组件进行装配,提高装配质量和装配效率。
2、本发明提供一种转台组件的自动装配方法,包括:
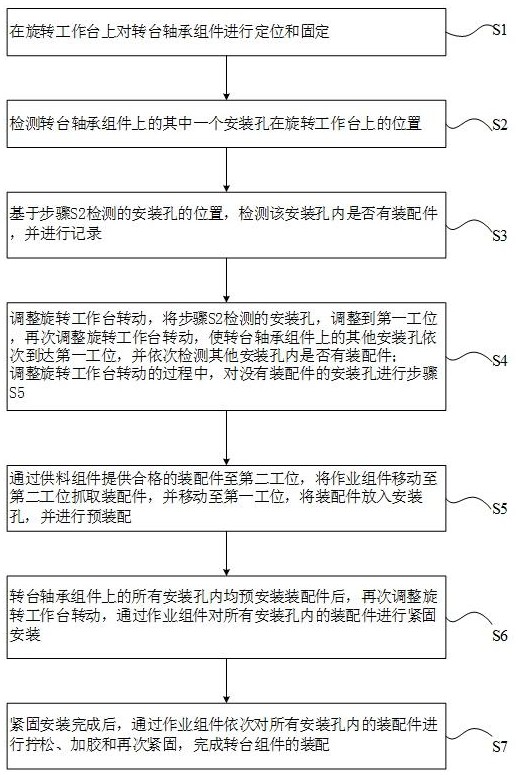
3、s1、在旋转工作台上对转台轴承组件进行定位和固定;
4、s2、检测所述转台轴承组件上的其中一个安装孔在所述旋转工作台上的位置;
5、s3、基于步骤s2检测的所述安装孔的位置,检测该安装孔内是否有装配件,并进行记录;
6、s4、调整所述旋转工作台转动,将步骤s2检测的所述安装孔,调整到第一工位,再次调整所述旋转工作台转动,使所述转台轴承组件上的其他安装孔依次到达第一工位,并依次检测所述其他安装孔内是否有装配件;
7、调整所述旋转工作台转动的过程中,对没有装配件的安装孔进行步骤s5;
8、s5、通过供料组件提供合格的装配件至第二工位,将作业组件移动至所述第二工位抓取装配件,并移动至所述第一工位,将装配件放入所述安装孔,并进行预装配;
9、s6、所述转台轴承组件上的所有安装孔内均预安装装配件后,再次调整所述旋转工作台转动,通过作业组件对所有所述安装孔内的装配件进行紧固安装;
10、s7、紧固安装完成后,通过作业组件依次对所有所述安装孔内的装配件进行拧松、加胶和再次紧固,完成转台组件的装配。
11、根据本发明提供的一种转台组件的自动装配方法,步骤s1中,所述转台轴承组件的定位由设置在所述旋转工作台一侧的定位组件完成,所述定位组件包括一对能同步进行相向或背向运动的夹持件,一对所述夹持件的中点位于所述旋转工作台的中心轴线延长线上,以通过所述夹持件的夹持将所述转台轴承组件定位于所述旋转工作台的中心;
12、和/或,
13、步骤s1中,所述转台轴承组件的固定是通过设置在所述旋转工作台上的吸盘将所述转台轴承组件进行固定。
14、根据本发明提供的一种转台组件的自动装配方法,步骤s2中,通过ccd相机检测所述转台轴承组件上的其中一个安装孔在所述旋转工作台上的位置。
15、根据本发明提供的一种转台组件的自动装配方法,步骤s3中,所述检测各个安装孔内是否有装配件的过程为:
16、s31、调整激光测距传感器位于所述第一工位上方;
17、s32、调整所述旋转工作台进行转动,使得所述转台轴承组件上的任意一个安装孔处于所述激光测距传感器正下方;
18、s33、利用所述激光测距传感器测距,检测其下方的所述安装孔内是否有装配件;
19、s34、以所述转台轴承组件上安装孔的步距角为一次转动角度,不断转动所述旋转工作台,通过所述激光测距传感器依次对所有所述安装孔完成检测。
20、根据本发明提供的一种转台组件的自动装配方法,步骤s5中,所述通过供料组件提供合格的装配件至第二工位的过程为:
21、s51、通过供料部件将装配件进行定向排序;
22、s52、将定向排序后的所述装配件依次送入分料部件;
23、s53、通过长度检测器对所述分料部件上的所述装配件进行检测,长度不合格的所述装配件送入收集盒,长度合格的所述装配件送入所述第二工位。
24、根据本发明提供的一种转台组件的自动装配方法,步骤s5中,所述作业组件的工作过程如下:
25、s510、通过第一位移调节部件带动所述作业组件水平移动至所述第二工位上方;
26、s520、通过第二位移调节部件带动所述作业组件的夹取组件向下移动,夹取所述第二工位处的装配件,然后通过第二位移调节部件带动所述作业组件的夹取组件向上移动;
27、s530、通过第一位移调节部件带动所述作业组件水平移动至所述第一工位上方;
28、s540、通过第二位移调节部件带动所述作业组件的夹取组件向下移动,将夹取组件夹取的装配件放入所述转台轴承组件的安装孔;
29、s550、通过第三位移调节部件带动所述作业组件的螺丝批朝着所述装配件移动,然后通过所述螺丝批对所述装配件进行预装配。
30、根据本发明提供的一种转台组件的自动装配方法,步骤s6中,所述通过作业组件对所有所述安装孔内的装配件进行紧固安装的过程为:
31、s61、采用十字交叉法转动所述旋转工作台,依次通过所述作业组件的螺丝批对所有所述安装孔内的装配件施加至40%额定扭力;
32、s62、再次采用十字交叉法转动所述旋转工作台,依次通过所述作业组件的螺丝批对所有所述安装孔内的装配件施加至70%额定扭力;
33、s63、再次采用十字交叉法转动所述旋转工作台,依次通过所述作业组件的螺丝批对所有所述安装孔内的装配件施加至100%额定扭力。
34、根据本发明提供的一种转台组件的自动装配方法,步骤s7中,所述通过作业组件依次对所有所述安装孔内的装配件进行拧松、加胶和再次紧固的过程为:
35、s71、将所述作业组件的螺丝批下行运动至与所述装配件接触,并将所述装配件拧松;
36、s72、通过所述作业组件的夹取组件将所述装配件夹取出所述安装孔;
37、s73、通过蠕动泵将胶盒内的防松胶输送至送胶组件,并且经浮动胶嘴排出;
38、s74、通过送胶机构带动所述浮动胶嘴移动至所述装配件处,对所述装配件涂抹防松胶;
39、s75、通过所述作业组件的夹取组件将涂抹防松胶的所述装配件送至所述安装孔;
40、s76、将所述作业组件的螺丝批下行运动至与所述装配件接触,并将涂抹防松胶的所述装配件加至100%额定扭力。
41、本发明还提供一种电子设备,包括存储器、处理器及存储在所述存储器上并可在所述处理器上运行的计算机程序,所述处理器执行所述程序时实现如上述任一种所述的转台组件的自动装配方法。
42、本发明还提供一种非暂态计算机可读存储介质,其上存储有计算机程序,所述计算机程序被处理器执行时实现如上述任一种所述的转台组件的自动装配方法。
43、本发明提供的一种转台组件的自动装配方法、电子设备和存储介质,可以自动机械化地将装配件与转台轴承组件进行装配和拆卸。自动机械化装配能够实现自动化操作,大大提高了生产效率,相比手工操作,机械化装配的速度更快,且能够持续进行,减少了人工操作的时间和劳动力成本;而且,机械化装配能够实现精确的力度控制,保证了装配件和转台轴承组件之间的正确固定,相比手工操作,机械化装配能够提供更加一致和准确的装配力度,避免了因人工操作不一致而导致的装配质量问题,减少由于人为失误而造成的装配错误,避免人工操作中可能存在的安全隐患。在装配过程中,自动化装配可以提供安全的工作环境,避免了人工操作中可能存在的误操作、伤害和事故风险。而且,还可以实现数据追溯和记录,对每个装配件的装配参数、时间和质量进行记录和存档。
- 还没有人留言评论。精彩留言会获得点赞!